


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


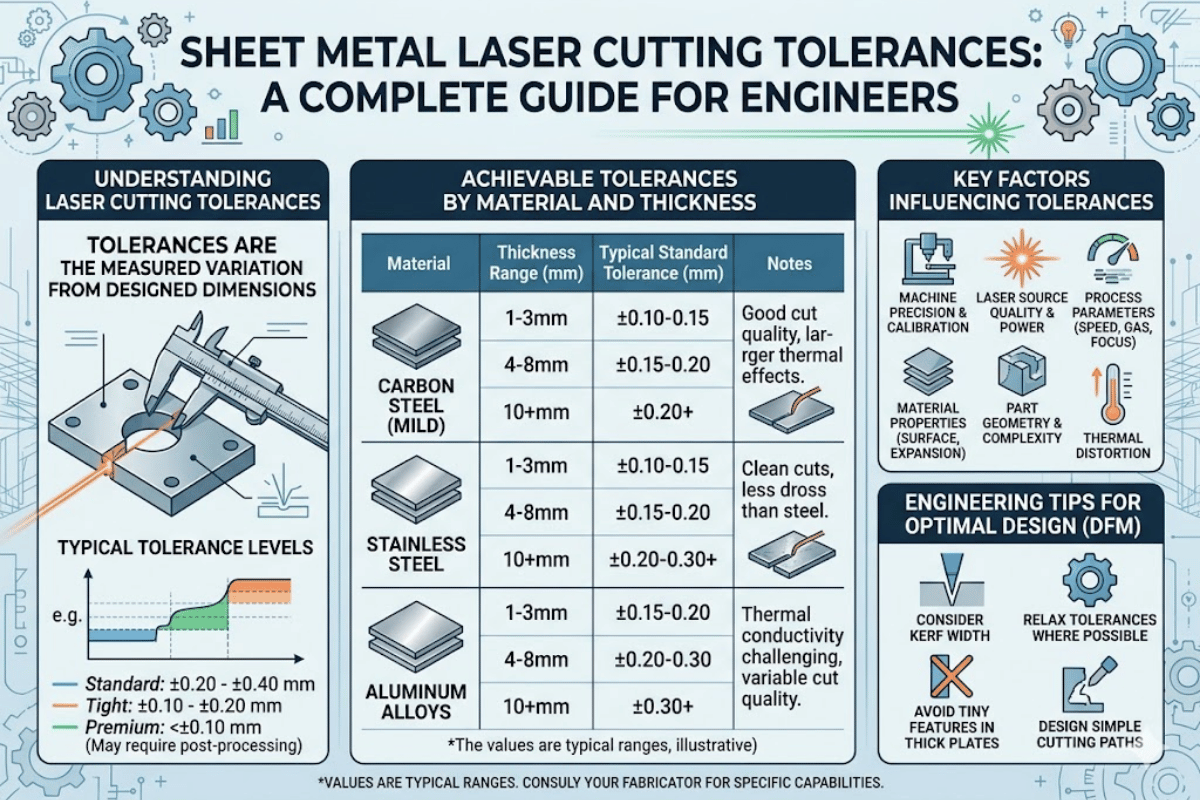
Laserschneidtoleranzen für Bleche: Ein vollständiger Leitfaden für Ingenieure
Blechlaserschneidtoleranzen bestimmen, ob ein Teil von Ihnen passt, funktioniert und von einem Kunden akzeptiert wird. Die Standard-Blechlaserschneidtoleranzen sollten bei den meisten Materialien und Dicken im Bereich von 0,005 Zoll -0,010 Zoll (0,13-0,25 mm) liegen. Faserlaserschneidsysteme bieten die engste Blechlaserschneidtoleranz von 0,002 bis 0,003 Zoll auf einem leichten Edelstahl- oder Weichstahlblech. Was folgt, ist ein Blechlaserschnitt-Toleranzdatentisch, gefiltert nach Material und Dicke, ein Vergleich von Faserlaser- und CO2-Lasergenauigkeit, ein Überblick über die Faktoren, die Einfluss darauf haben, wie eng oder locker Blechschnitt-Empfehlungen Blechherstellung Kosten.
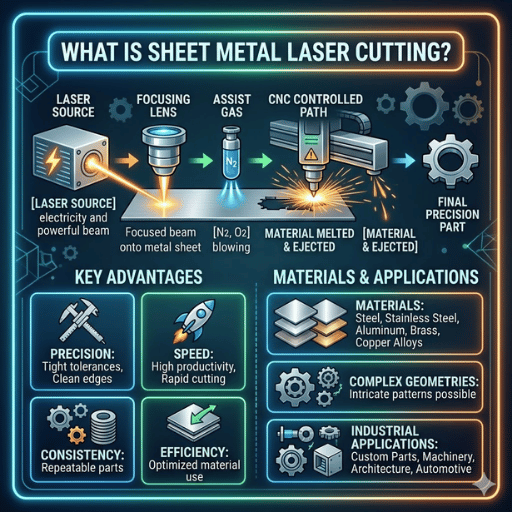
Das Blattmetall-Laserschneiden ist ein modernes, computergestütztes numerisches Steuerungsverfahren (CNC) für thermisches Blechschneiden, bei dem ein Laserfokus Ihr Blech schmilzt, verbrennt, verdampft oder auf einem programmierten Weg durchbläst. Ein unterstützender Strahl von Stickstoff, Sauerstoff oder Druckluft wird durch die Laserschneiddüse geleitet, um geschmolzenes Material aus der Schnittfuge zu entfernen und zu verhindern, dass es die Schnittfläche oxidiert.
Auf dem Marktplatz für Blechlaserschneiden sind zwei Laserquellen beliebt Ein Faserlaser erzeugt Licht mit einer Wellenlänge von 1,06 m, das durch eine flexible Faser zum Schneidkopf übertragen wird, In einem Gasgemisch aus Kohlendioxid, Stickstoff und Helium erzeugt ein CO2-Laser Licht mit einer Wellenlänge von 10,6 m. Die Faserlaserschneidtechnologie hat CO2-Systeme für Bleche unter 12 mm Dicke zunehmend überholt, da sie schneller schneiden, wirtschaftlicher laufen und reflektierende Metalle wie Aluminium, Kupfer und Messing ohne Probleme mit der Strahlrückreflexion verarbeiten kann.
Computer Numerical Control (CNC) Blechlaserschneidemaschinen verwenden einen starren CNC-Controller, um zweidimensionale Profilschnittpfade auszuführen, die normalerweise durch eine DXF- oder DWG-Ziehdatei importiert werden. Großformatige Faserlaserschneidemaschinen, die mit 3-6 kW verfügbarer Schnittleistung ausgestattet sind, schneiden Weichstahl mit einer Dicke von bis zu 20 mm, Edelstahl mit einer Dicke von bis zu 15 mm und Aluminium mit einer Dicke von bis zu 12 mm. Die Platzierungsgenauigkeit einer gut gewarteten, regelmäßig überprüften Maschine beträgt 0,001 Zoll, während die Wiederholgenauigkeit derselben Maschine mit dem gleichen Programm 0,00000 mm beträgt.
Der Schlüssel zur Blattlaserschnitttoleranz ist Material und Dicke Toleranzdaten für die unten aufgeführten Bleche, geschnitten auf einem modernen Faserlasersystem bei Standardkalibrierung, ist in der Tabelle dargestellt Alle Toleranzen sind die, was dimensionale Kontrolle auf Schnittmerkmale Lochdurchmesser, Schlitzbreite und Teileumriss sein kann, nicht Maschinenortungsgenauigkeit und Wiederholbarkeit.
| Material | Dickenbereich | Typische Toleranz | Anmerkungen |
|---|---|---|---|
| Milder Stahl | 0,53 mm | ±0,1 mm (±0,004) | Faserlaser; Stickstoff- oder Sauerstoffunterstützung |
| Milder Stahl | 3 12 mm | ±0,2 mm (±0,008) | Dickere Materialien erfordern eine langsamere Zufuhrrate |
| Milder Stahl | 12 25 mm | ±0,3 (±0,012 „Alt 0,020) | CO2- oder Hochleistungsfaser (10 kW+) |
| Edelstahl | 0,53 mm | ±0,05 „Alt-0,1 mm (±0,002 „Alt-0,004) | Beste Schnittqualität; Stickstoffunterstützung bevorzugt |
| Edelstahl | 3 – 8 mm | ±0,1 (±0,004 „Alt 0,008) | Stickstoff für oxidfreie Kante |
| Aluminium | 0,53 mm | ±0,1 mm (±0,004) | Faserlaser bevorzugt; reflektierende Oberfläche |
| Aluminium | 3 10 mm | ±0,15 25 mm (±0,006 „Alt 0,010) | Hohe Wärmeleitfähigkeit erweitert HAZ |
| Messing | 0,53 mm | ±0,1 mm (±0,004) | Nur Faserlaser; CO2-Strahl reflektiert |
| Kupfer | 0,53 mm | ±0,1 (±0,004 „0,006) ±0,15 mm | Benötigt hohe Leistung (4 kW+); schmales Prozessfenster |
Im Maßstab 10:1 können die Toleranzen bei dickem Weichstahl bis zu 0,02 „betragen, während Edelstahlblech auf 0,002 „geschnitten werden kann. Alle Toleranzen beim Laserschneiden von Blechen hängen stark von der Materialdicke ab, da mit zunehmender Materialstärke mehr Energie zugeführt werden muss, um den Schnitt zu erreichen. Die resultierende Schnittfuge ist breiter und die Wärmeeinflusszone nimmt mit ihr zu, was eine lockerere Toleranz auf dem fertigen Teil bedeutet.
Wenn er vor der Bearbeitung ein lasergeschnittenes Teil auf seinem Fräszentrum laufen lässt Edelstahl oder Aluminium, „Er möchte die angegebene Toleranz des Schnittdurchmessers haben, damit er sie in seiner Bestandssubtraktion berücksichtigen kann.
Neben Unterschieden in Wellenlänge, Strahlabgabe und Wechselwirkung mit dem Metall haben Faserlaser und CO2-Laser unterschiedliche Toleranzfähigkeit, Schnittqualität und Kosten pro Teil Die folgende Tabelle fasst den Vergleich für Blech zusammen.
| Kriterien | Faserlaser | CO2-Laser |
|---|---|---|
| Wellenlänge | 1,06 um | 10,6 um |
| Positionsgenauigkeit | ±0,002 „60,003“ | ±0,004 „60,005“ |
| Wiederholbarkeit | ±0,001 „ | ±0,002 „ |
| Schnittgeschwindigkeit (Dünnspur) | 2 – 3 x schneller als CO2 | Ausgangswert |
| Strahldurchmesser | ~25 µm fokussierter Fleck | ~75 – 100 µm fokussierter Spot |
| Kerf-breite | 0,10,2 mm | 0,20,4 mm |
| Reflektierende Metalle | Schnitte Messing, Kupfer, Aluminium | Gefahr von Rückreflexionsschäden |
| Dicker Stahl (>20 mm) | Benötigt 10 kW+ Systeme | Starker Performer bis 25 mm |
| Betriebskosten | 30 – 501 TP3 T niedriger (elektrischer Wirkungsgrad) | Höher (Gasverbrauch, Spiegel) |
Faserlaserschneiden ermöglicht einen kleineren Strahldurchmesser und eine schmalere Schnittfuge als CO2-Schneiden, was sich in engeren Toleranzen und weniger Schrott niederschlägt Die Wellenlänge von 1,06 m wird von Metallen effektiver absorbiert, so dass Faserlaser eine schnellere Durchstech - und Schnittleistung auf dünn - bis mittelspurigem Blech bieten. Aus diesem Grund werden die meisten neuen Lasershops, die auf das Blechgeschäft abzielen, ein Faserlaserschneidsystem kaufen.
Es stimmt, dass CO2-Laser in zwei Bereichen noch einen Vorteil haben: Leistung auf dickem Stahl über 20 mm Dicke, wo die längere Wellenlänge eine bessere Strahlkopplung in der Tiefe ermöglicht, und bei der Verarbeitung nichtmetallischer Materialien wie Acryl, Holz oder Textilien Für spezielle Blech-Laserschneiddienste ist der Standard Faser.
Dank zuverlässiger Abmessungen ist eine Genauigkeit von 0,002 auf dünnem Edelstahl und 0,003 Zoll auf dünnem Weichstahl jetzt Standard auf einem speziellen Faserlasersystem, ungefähr gleich dem CO2-Gehalt von vor zehn Jahren, aber bei 2-3-fachen der Betriebskosten.
Auf der Werkstatt sind Laserschneidtoleranzen eine Kombination aus 7 interagierenden Faktoren. Wenn Sie jeden kennen, können Sie verständlichere Spezifikationen schreiben und Ärger mit dem Hersteller verhindern.
Die Schnittfuge ist die Breite des beim Schneiden vom Laserstrahl entfernten Materials Der typische Schnittfugenwert beträgt 0,1 mm bei dünnem Edelstahl (Faserlaser) bis 0,4 mm bei dickem Weichstahl (CO2-Laser) Das Paket Computer Aided Manufacturing (CAM) nimmt eine Schnittfugenkompensation vor, wobei der Werkzeugweg um die Hälfte der Schnittfugenbreite verändert wird, so dass das fertige Teil auf Größe landet, wenn die Schnittfugenkompensation falsch ist oder die Schnittfugenbreite aufgrund verschlissener Optiken variiert, bewegen sich alle Merkmale des Teils um diesen Betrag.
Wärmeenergie aus dem Laserstrahl ergibt eine Wärmeeinflusszone (HAZ) entlang der Schnittkante Wärmeablagerungen an Kleinteilen verursachen Verformungen und Wärmeverzerrungen, ziehen Merkmale aus der Toleranz Aluminium und Edelstahl sind am häufigsten wegen ihrer Wärmeleitfähigkeit (Edel) oder ihres Wärmeausdehnungskoeffizienten (Aluminium) betroffen, die Bewältigung dieser erfordert optimierte Schnittfolge (zuerst kleine Merkmale schneiden), Laschen - und/oder gepulste Schneidmethoden, sowie entsprechende Befestigung und Klemmung.
Die Ebenheit des Blechs vor dem Schneiden hat einen unmittelbaren Einfluss auf die Toleranz des Endteils. Beispielsweise führt ein 2-mm-Bogen über einem 1500-mm-Blech (Edelstein) zu Schwankungen der Fokustiefe, was dann zu Schwankungen der Schnittbreite und des Kantenwinkels führt. ISO 2768 Ebenheitstol (flach oder spannungsarm) bei Blechbestellung angeben sollte Für enge Toleranzarbeiten sollte flaches oder spannungsarmes Material verwendet werden.
Laserwechselwirkung, Energieleitfähigkeit, Reflexionsreflexion, Schmelzpunkt, Absorptionsprozess Kupfer Der hohe Wärmeleitfähigkeitsprozess von Kupfer reflektiert und leitet Laserenergie schnell ab, was eine hohe Laserleistung erfordert, um eine stabile Schnittfestigkeit zu erzeugen. Das Reflexionsvermögen von Aluminium bei CO2-Wellenlängen machte es so gut wie unmöglich, zu schneiden, bevor Faserstoffe auf den Markt kamen. Jedes Material verfügt über einen Prozessbereich akzeptabler Schnittparameter, der dazu führt, dass das Fenster mit zunehmender Materialdicke schrumpft.
CNC-Positionierungsgenauigkeit wird auf die Genauigkeit der Linearantriebe an der Maschine, die Encoderauflösung, und Kalibrierungszustand vorausgesetzt Ein Faserlaserschneidsystem mit Linearmotoren und Glasmaßstab-Encodern wird typischerweise 0,001 Genauigkeit und 0,0005 Wiederholbarkeit ohne häufige Kalibrierung “mindestens jährlich gemäß NIST-Messstandards„Die Spezifikationen für die Kalibrierung werden abweichen. Finden Sie heraus, was Ihr Hersteller wie oft macht.
Das Zusammenspiel von Laserleistung, Vorschubgeschwindigkeit, Hilfsgasspezifikation, Gasdruck und Fokusposition bestimmt die Schnittqualität Überschüssige Vorschubgeschwindigkeit verursacht eine raue Kante mit Schlacke; zu langsam verursacht größere HAZ mit Durchbrennungsrisiko Jede Material-/Dickenkombination hat ein spezifisches Prozessfenster für die verschiedenen Parameter Während die meisten Hersteller Parameterbibliotheken bereitstellen, passt ein erfahrener Bediener die Parameter für jeden Auftrag individuell an.
Die Schneiddüse leitet das Hilfsgas koaxial zum Laserstrahl. Wenn die Düse beschädigt ist, sich eine Öffnung, eine Spritzerbildung oder ein Sprühmuster außermittig ist, führt der resultierende asymmetrische Hilfsgasstrahl zu einer ungleichmäßigen Ablenkung des Beckens aus geschmolzenem Metall, wodurch eine asymmetrische Kantenqualität entsteht. Die Düseninspektion sollte zu Beginn jeder Schicht durchgeführt werden, der Austausch erfolgt beim ersten Hinweis auf die Spritzerbildung.

Die Kosten für das Laserschneiden pro Teil sind eine Funktion von sechs Faktoren. Wenn Sie diese Faktoren kennen, können Sie Design- und Beschaffungsentscheidungen treffen, die die Teilkosten senken, ohne auf die von Ihnen benötigten Toleranzen verzichten zu müssen.
Die Materialkosten hängen von der Legierung, Dicke und Blechgröße ab. Edelstahl kostet 2-3-mal mehr pro kg als Weichstahl; Aluminium liegt dazwischen. Der Kauf von Standardblechgrößen (1.220 2.440 mm oder 1.500 3.000 mm) reduziert die Kosten pro Quadratmeter Blech im Vergleich zu Sondergrößen.
Die Maschinenzeit ist die mit Abstand größte Kostenkomponente Faserlaser schneiden dünnes Material 2-3 mal schneller als CO2-Laser so dass Dienstleister, die Faserprozessgeräte verwenden, im Allgemeinen niedrigere Teilekosten für Metalle unter 6 mm haben Dickere Plattenkosten steigen mit größerer Schnittgeschwindigkeit.
Je enger die Toleranz, desto größer die Kosten 0,002 Toleranzen zu perfektionieren erfordert langsamere Schnittgeschwindigkeiten, mehr Prozesskontrolle, und 1001TP3 T Teileprüfung. 0,010 Toleranzen ermöglichen schnelleres Schneiden und probenbasierte Inspektion Brauchen Sie wirklich Ihr Toleranzniveau?
Die Chargengröße ist ein wichtiger Gesichtspunkt, da die Einrichtungs- und Programmierkosten auf Läufe verteilt sind. Ein einmaliger Prototyp trägt den gesamten Setup-Overhead ($50-$150), verteilt auf einen einzelnen Teil; Ein 1.000-teiliger Lauf senkt diesen Overhead auf nur ein paar Cent pro Teil.
Sekundäre Vorgänge wie Biegen, Senkbohrungen, Einsetzen der Hardware, Entgraten und Oberflächenveredelung erhöhen die Auftragskosten. Bei einer Abkantpresse erhöht sich die kumulierte Toleranz um 0,010-0,020 „bei jeder Erhöhung der Messtoleranzen um einen Zehntelmillimeter.“und sollte daher bei der Gestaltung als Schnitttoleranzen berücksichtigt werden. Das Senken muss nach dem Laserschneiden als separater Schritt an einer anderen Maschine durchgeführt werden.
Die Nisteffizienz wirkt sich auf die Materialkosten aus. Einfache rechteckige Profile nisten perfekt ohne Abfall, komplexe organische Kurven können geringe Erträge hinterlassen. Die fortschrittlichste Nistsoftware für Standard-Teilemischungen führt zu einer Materialauslastung im Bereich von 75-85%. Für eine detaillierte Erklärung, wie sich die Bearbeitungs- und Herstellungskosten entwickeln, schauen Sie sich unsere an Zerspanungskostenaufschlüsselung Führung.
Diese 8 helfen bei der Entwicklung lasergeschnittener Teile, die einfacher herzustellen, zu prüfen und als Zusammenbauregeln weniger Toleranzprobleme aufweisen.
1. Design für die minimale Toleranz benötigt Anwenden von 0,002 Toleranzwerten auf alle Merkmale diktiert die Prüfung jedes Details Verwenden Sie enge Toleranzen (0,002 “) für Passflächen, Schaft-/Interferenzpassungen und Bezugspunkte-Referenzlöcher Verwenden Sie allgemeine Toleranz (0,010) auf alles andere.
2. Berücksichtigen Sie die Schnittfuge bei der Entwicklung Ihres CAD-Modells. Die meisten Hersteller kompensieren Schnittfuge in CAM-Software, bestätigen dies jedoch bei der Einholung von Angeboten. Wenn Sie in Ihrem DXF kompensieren und der Shop erneut kompensiert, erhalten Sie am Ende ein übergroßes Teil und eine zu enge Toleranz bei jedem Feature.
3. Design auf minimale Merkmalsgröße Verwenden Sie einen Durchmesser größer oder gleich der Blechdicke für Löcher Mindestbreite Schlitze sind 1,5-fache Materialdicke Kleinere Merkmale sind in der Schnittqualität uneinheitlich und reichen von niedriger bis weit ungenauer Toleranz.
4. Beachten Sie die Kornrichtung beim Biegen. Durch das Biegen senkrecht (über die Faserrichtung) werden die Toleranzen zwischen 20-30% im Vergleich zu parallel (entlang der Faser) verschärft.
5. Verwenden Sie große innen abgerundete Ecken Minimieren Sie den Innenradius über das Korn (senkrecht zur Materialoberfläche) bei einer 0,5-fachen Blattdicke. Interne scharfe Winkel führen zu Mikrorissen, Spannungskonzentration und einer Verringerung der Laserschneidgeschwindigkeit auf nahezu Null, was die Schnittfuge breiter macht und bei dieser Funktion zu Problemen mit hoher Toleranz führen kann.
6. Halten Sie Gravurlinienbreite über 0,5 mm. Texte, Logos und mit Laser gravierte Fiduziale verlieren Definition einmal unter 0,5 mm Breite Um die Klarheit des Laserschnittteils zu maximieren, wird eine Mindestzeichenhöhe von 1,5 mm empfohlen.
7. Sorgfältige Platzierung von Senkbohrungen Senkvorbohrungen sollten mindestens 3 x Stammmaterialdicke vom Rand weg und 2 x Materialdicke weg von einer Falt - oder Biegekante sein Mechanische Senkvorgänge setzen Kräfte, die den Flansch verformen oder verformen und verschieben die Lochstelle bei zu starker Merkmalsnähe.
8. Design für die Verschachtelung Premium-Profile haben rechteckige und rechtwinklige Formen, die die Verschachtelungseffizienz im Vergleich zu abgerundeten und freien Formprofilen optimieren. Um die Materialkosten zu senken, wird die Verwendung möglichst rechteckiger oder rechtwinkliger Innenprofilmerkmale angestrebt.
Le-Creator führt Faserlaserschneiden in Verbindung mit durch CNC-Bearbeitung und Blecharbeiten über ISO 9001 und unser akkreditiertes Qualitätsmanagementsystem Für Prototypen mit hohem Volumenbedarf können wir die Präzision und Oberflächenbeschaffenheit erfüllen, die Ihr Projekt erfordert.
Holen Sie sich ein Angebot für das Schneiden von Blechlasern
Inhaltstransparenz: Dieser Artikel wurde von Le-Creator Engineering Content Team in Zusammenarbeit mit unserem Faserlaser-Schneid - und Blechfertigungsteam verfasst und bearbeitet Die angegebenen Toleranzwerte sind typische Fähigkeiten heutiger Faserlasersysteme (XY-Achsen) und als breite Ballparkfigur gemeint Tatsächliche Toleranzen hängen stark von der Geometrie des Teils, dem Zustand/Zustand des Materials, der Kalibrierung der Maschine und dem Können des Bedieners ab Bitte überprüfen Sie adäquate Toleranzen mit einem Hersteller.









