


Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.


Tolerâncias de corte a laser de chapa metálica: um guia completo para engenheiros
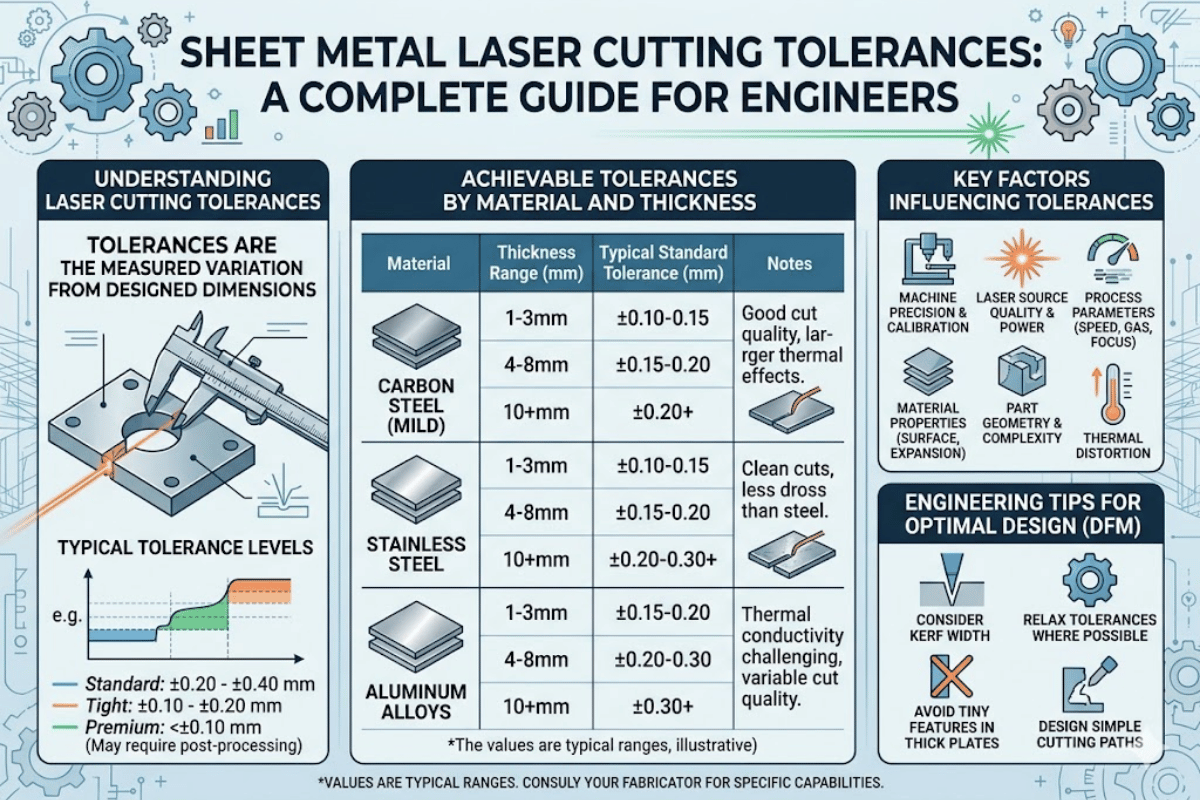
Tolerâncias de corte a laser de chapa metálica são o que determina se uma parte sua se encaixa, funciona e é aceita por um cliente As tolerâncias de corte a laser de chapa padrão devem ser esperadas na faixa de 0,005 polegadas -0,010 polegadas (0,13-0,25 mm) na maioria dos materiais e espessuras Os sistemas de corte a laser de fibra dão a tolerância de corte a laser de chapa mais apertada de 0,002 a 0,003 polegadas em uma chapa de aço inoxidável de calibre leve ou chapa de aço macio O que se segue é uma tabela de dados de tolerância de corte a laser de chapa filtrada por material e espessura, uma comparação de laser de fibra vs precisão de laser de CO2, uma visão geral dos fatores que influenciam o quão apertada ou solta é a tolerância ao corte a laser de sua folha e recomendações de design de material de folha para gerenciar fabricação de chapas metálicas custos.
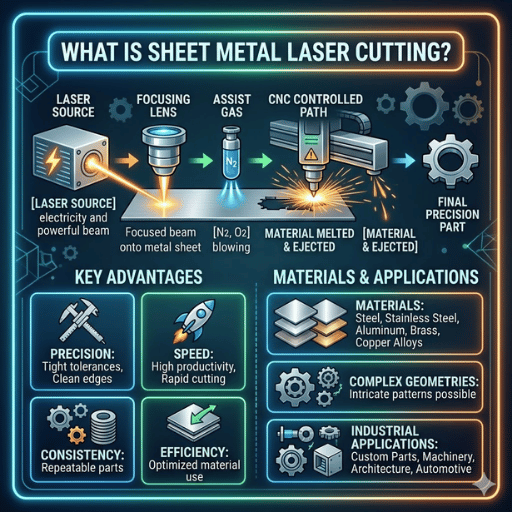
O corte a laser de chapa metálica é um processo moderno de controle numérico computadorizado (CNC), de corte térmico de chapa metálica que tem um foco a laser derreter, queimar, vaporizar ou soprar através de sua chapa metálica ao longo de um caminho programado Uma explosão de assistência de nitrogênio, oxigênio ou ar comprimido é direcionada através do bocal de corte a laser para limpar o material fundido do kerf e evitar que ele oxide a face cortada.
No mercado de corte a laser de chapa metálica, duas fontes de laser são populares Um laser de fibra produz luz em um comprimento de onda de 1,06 m que é transmitida através de uma fibra flexível para a cabeça de corte, Em uma mistura gasosa de dióxido de carbono, nitrogênio e hélio, um laser de CO2 produz luz em um comprimento de onda de 10,6 m. A tecnologia de corte a laser de fibra tem ultrapassado cada vez mais os sistemas de CO2 para chapas metálicas com menos de 12 mm de espessura, uma vez que pode cortar mais rapidamente, funcionar de forma mais econômica e processar metais reflexivos, como alumínio, cobre e latão, sem problemas com a retroreflexão do feixe.
As máquinas de corte a laser de folhas de Controle Numérico Computadorizado (CNC) usam um controlador CNC rígido para executar caminhos de corte de perfil bidimensional, geralmente importados através de um arquivo de desenho DXF ou DWG. Máquinas de corte a laser de fibra de grande formato equipadas com 3-6 kW de potência de corte disponível cortarão aço macio com espessura de até 20 mm, aço inoxidável com espessura de até 15 mm e alumínio com espessura de até 12 mm. A precisão de colocação de uma máquina bem conservada e inspecionada regularmente é de 0,001 polegada, enquanto a repetibilidade da mesma máquina com o mesmo programa é de 0,0005 polegada em toda a extensão do curso. Quando comparado ao corte a plasma, o laser fornece um kerf muito menor (0,1-0,4 mm vs 1,5-4 mm para plasma), maior precisão e uma qualidade de borda muito agradável que muitas vezes nega o deburring secundário.
A chave para a tolerância de corte a laser de folha é o material e a espessura Os dados de tolerância para as ligas de folha listadas abaixo, cortadas em um sistema moderno de laser de fibra na calibração padrão, são mostrados na tabela Todas as tolerâncias são o que pode ser controle dimensional nas características de corte diâmetro do furo, largura do slot e contorno da peça, não precisão e repetibilidade de localização da máquina.
| Material | Faixa de espessura | Tolerância Típica | Notas |
|---|---|---|---|
| Aço Suave | 0.53 mm | ±0,1 mm (±0,004″) | Laser de fibra; assistência de nitrogênio ou oxigênio |
| Aço Suave | 3mm2 | ±0,2 mm (±0,008″) | Materiais mais espessos requerem uma taxa de alimentação mais lenta |
| Aço Suave | 12 5 mm | ±0.30,5 mm (±0,012 (0,020″) | fibra de CO2 ou alta potência (10 kW+) |
| Aço Inoxidável | 0.53 mm | ±0.0.50,1 mm (±0,002 (0,004″) | Melhor qualidade de corte; assistência de nitrogênio preferida |
| Aço Inoxidável | 3mm | ±0.10,2 mm (±0,00 40,008″) | Nitrogênio para borda livre de óxido |
| Alumínio | 0.53 mm | ±0,1 mm (±0,004″) | Laser de fibra preferido; superfície reflexiva |
| Alumínio | 3mm | ±0,150,25 mm (±0,006 (0,010″) | Alta condutividade térmica amplia HAZ |
| Latão | 0.53 mm | ±0,1 mm (±0,004″) | Somente laser de fibra; feixe de CO2 reflete |
| Cobre | 0.53 mm | ±0.10.15 mm (±0,00 40.006) | Precisa de alta potência (4 kW+); janela de processo estreita |
Em uma escala de 10:1, as tolerâncias em aço macio espesso podem chegar a 0,02″, enquanto a chapa de aço inoxidável pode ser cortada para 0,002″. Todas as tolerâncias de corte a laser de chapa são altamente dependentes da espessura do material, pois à medida que o material fica mais espesso, mais energia deve ser fornecida para atingir o corte, o corte resultante é mais largo e a zona afetada pelo calor aumenta com ele, o que significa uma tolerância mais frouxa na peça acabada.
Se ele estiver executando uma peça cortada a laser em seu centro de fresagem antes de usinar o aço inoxidável ou alumínio, ele vai querer a tolerância de diâmetro como-corte declarado para que ele possa explicar isso em sua subtração de estoque.
Além das diferenças de comprimento de onda, a entrega do feixe e a interação com o metal, lasers de fibra e lasers de CO2 têm capacidade de tolerância diferente, qualidade de corte e custo por peça A tabela abaixo resume a comparação para chapas metálicas.
| Critérios | Laser Fibra | Laser CO2 |
|---|---|---|
| Comprimento de onda | 1,06 μm | 10,6 μm |
| Precisão Posicional | ±0,002″.003″ | ±0,004″.005″ |
| Repetibilidade | ±0,001″ | ±0,002″ |
| Velocidade de corte (calibre fino) | 2x mais rápido que o CO2 | Linha de base |
| Diâmetro Feixe | ~25 ponto focalizado do um | ~7 ponto focado de 100 μm |
| Largura Kerf | 0.10,2 mm | 0.20,4 mm |
| Metais Reflexivos | Corta latão, cobre, alumínio | Risco de danos por retro-reflexão |
| Aço Grosso (>20 mm) | Requer sistemas de 10 kW+ | Desempenho forte até 25 mm |
| Custo Operacional | 30 0% inferior (eficiência elétrica) | Maior (consumo de gás, espelhos) |
O corte a laser de fibra permite um diâmetro de feixe menor e um kerf mais estreito do que o corte de CO2, o que se traduz em tolerâncias mais apertadas e menos sucata O comprimento de onda de 1,06 m é absorvido de forma mais eficaz pelos metais, de modo que os lasers de fibra fornecem desempenho de perfuração e corte mais rápido em chapas metálicas de calibre fino a médio. É por isso que a maioria das novas lojas de laser voltadas para o negócio de chapas metálicas comprarão um sistema de corte a laser de fibra.
É verdade que os lasers de CO2 ainda têm uma vantagem em duas áreas: desempenho em aço espesso acima de 20 mm de espessura onde o comprimento de onda mais longo proporciona melhor acoplamento de feixe em profundidade, e ao processar materiais não metálicos como acrílico, madeira ou têxteis Para serviços dedicados de corte a laser de chapas metálicas, o padrão é a fibra.
Graças a dimensões confiáveis, a precisão de 0,002″ em aço inoxidável fino e 0,003 polegadas em aço macio fino - agora é padrão em um sistema de laser de fibra dedicado, aproximadamente igual aos níveis de CO2 de dez anos atrás, mas a 2-3 x o custo operacional.
No chão de fábrica, as tolerâncias de corte a laser são uma combinação de 7 fatores de interação Conhecer cada um permite escrever especificações mais compreensíveis e evitar problemas com o fabricante.
O kerf é a largura do material removido pelo feixe de laser ao cortar O valor típico do kerf é de 0,1 mm em aço inoxidável fino (laser de fibra) a 0,4 mm em aço macio grosso (laser de CO2) O pacote de fabricação auxiliada por computador (CAM) recebe compensação de kerf, alterando o caminho da ferramenta pela metade da largura do kerf, de modo que a peça acabada caia no tamanho Se a compensação do kerf estiver incorreta ou a largura do kerf variar devido à óptica desgastada, todos os recursos da peça se movem nessa quantidade.
A energia térmica do feixe de laser resulta em uma zona afetada pelo calor (HAZ) ao longo da borda de corte O acúmulo de calor em peças pequenas causa empenamento e distorção térmica, tirando os recursos da tolerância O alumínio e o aço inoxidável são mais frequentemente afetados por causa de sua condutividade térmica (inoxidável) ou coeficiente de expansão térmica (alumínio).Lidar com isso requer sequência de corte otimizada (cortar pequenos recursos primeiro), tabulação e/ou métodos de corte pulsado e fixação e fixação apropriadas.
A planicidade da chapa metálica antes do corte tem um efeito imediato na tolerância final da peça Por exemplo, um arco de 2 mm através de uma chapa de 1500 mm (inoxidável) causa variação na profundidade de foco, o que causa variação na largura do corte e no ângulo da borda. ISO 2768 deve especificar o tol de planicidade (plano ou aliviado de tensão) ao encomendar chapas metálicas Para trabalhos de tolerância apertada, deve ser utilizado material plano ou com alívio de tensão.
A interação do laser os fatores de condutividade térmica, a fusão do ponto de fusão, o processo de absorção de energia do cobre a alta condutividade térmica do cobre e conduz o laser rapidamente, necessitando de alta potência do laser para produzir um kerf estável A refletividade do alumínio nos comprimentos de onda do CO2 tornou próximo ao impossível cortar antes que os lasers de fibra chegassem ao mercado Todo material tem uma janela de processo a faixa de parâmetros de corte aceitáveis e essa janela encolhe à medida que a espessura do material aumenta.
A precisão do posicionamento CNC é baseada na precisão dos acionamentos lineares na máquina, na resolução do codificador e no estado de calibração Um sistema de corte a laser de fibra com motores lineares e codificadores em escala de vidro normalmente terá precisão de 0,001″ e repetibilidade de 0,0005″. Sem calibração frequente pelo menos anualmente de acordo com Padrões de medição NIST& specificationsse vai deriva. descubra o que seu fabricante faz para calibração e com que frequência.
A interação da potência do laser, taxa de alimentação, especificação de gás de assistência, pressão de gás e posição de foco determina a qualidade do corte O excesso de velocidade de alimentação causa uma borda áspera com escória; muito lento causa maior ZTA com risco de queima Cada combinação de material/espessura tem uma janela de processo específica para os vários parâmetros Enquanto a maioria dos fabricantes fornece bibliotecas de parâmetros, um costume experiente do operador ajusta os parâmetros para cada trabalho.
O bocal de corte direciona o gás auxiliar coaxialmente com o feixe de laser Se o bocal estiver danificado orifício, acúmulo de respingos ou padrão de pulverização estiver descentralizado, o jato de gás auxiliar assimétrico resultante causa deflexão desigual da poça de metal fundido produzindo qualidade de borda assimétrica A inspeção do bico deve ser realizada no início de cada turno, substituição na primeira indicação de formação de respingos.

O custo de corte a laser por peça é uma função de seis fatores Conhecer esses fatores ajuda você a fazer escolhas de design e fornecimento que reduzem o custo da peça sem sacrificar as tolerâncias que você precisa.
O custo do material é uma função da liga, espessura e tamanho da folha O aço inoxidável custa 2-3 vezes mais por kg do que o aço macio; o alumínio fica no meio A compra de tamanhos de folha padrão (1.220 2.440 mm ou 1.500 3.000 mm) reduz o custo da folha por metro quadrado em relação aos tamanhos personalizados.
O tempo da máquina é de longe o maior componente de custo Os lasers de fibra cortam material fino 2-3 vezes mais rápido que os lasers de CO2, de modo que os provedores de serviços que usam equipamentos de processo de fibra geralmente têm custos de peça mais baixos para metais abaixo de 6 mm. Os custos de placa mais grossa aumentam com maior velocidade de corte.
Quanto mais apertada a tolerância, maior o custo Aperfeiçoar tolerâncias de 0,002″ leva velocidades de corte mais lentas, mais controle de processo e inspeção de peças de 1001TP3 T. As tolerâncias de 0,010″ permitem um corte mais rápido e inspeção baseada em amostras Você realmente precisa do seu nível de tolerância?
O tamanho do lote é uma consideração importante porque os custos de configuração e programação são distribuídos em execuções Um protótipo único carrega toda a sobrecarga de configuração ($50-$150) espalhada por uma única peça; uma corrida de 1.000 peças reduz essa sobrecarga para meros centavos por peça.
Operações secundárias, como flexão, perfuração contra-sumidouro, inserção de hardware, rebarbação e acabamento superficial, aumentarão o custo do trabalho Em um freio de prensa, cada aumento de décimo de milímetro nas tolerâncias de medição adicionará 0,010″-0,020″ às tolerâncias acumuladas e, portanto, deve ser levado em consideração ao projetar como tolerâncias de corte. O contra-sumidouro precisa ser realizado como uma etapa separada em uma máquina diferente após o corte a laser.
A eficiência de nidificação afeta o custo do material Perfis retangulares simples nidificam perfeitamente sem desperdício, curvas orgânicas complexas podem deixar pequenos retornos O software de nidificação mais avançado para misturas de peças padrão produz utilização de material na faixa de 75-851TP3 T. Para uma explicação detalhada de como os custos de usinagem e fabricação se acumulam, confira nosso detalhamento de custos de usinagem guia.
Essas 8 regras no projeto de peças cortadas a laser que são mais simples de fabricar, inspecionar e montar ajudarão a menos problemas de tolerância.
1. projeto para a tolerância mínima necessária A aplicação de valores de tolerância de 0,002″ a todos os recursos dita o teste de cada detalhe Use tolerâncias apertadas (0,002″) para superfícies de acoplamento, ajustes de eixo/interferência e furos de referência de dados Use tolerância geral (0,010″) em todo o resto.
2. leve o kerf em consideração ao desenvolver seu modelo CAD. A maioria dos fabricantes compensa o kerf no software CAM, mas confirme ao solicitar cotações. Se você compensar em seu DXF e a loja compensar novamente, você acabará com uma peça superdimensionada e uma tolerância excessivamente rígida em todos os recursos.
3. projete ao tamanho mínimo da característica Use um diâmetro maior ou igual à espessura da folha para furos Os slots de largura mínima são 1,5 x espessura do material As características menores são inconsistentes na qualidade do corte e variam de baixa a tolerância amplamente imprecisa.
4. estar ciente da direção do grão ao dobrar-se perpendicular (através do grão) aperta tolerâncias entre 20-301TP3 T em comparação com paralelo (ao longo do grão).
5. use grandes cantos arredondados internamente Minimize o raio interno através do grão (perpendicular à superfície do material) na espessura da folha de 0,5 x. Ângulos afiados internos levam a micro rachaduras, concentração de tensão e uma redução na velocidade de corte a laser para perto de zero, o que torna o kerf mais largo e pode causar problemas de alta tolerância nesse recurso.
6. manter a largura da linha de gravação acima de 0.5 mm. textos, logotipos e fiduciais gravados por laser perdem a definição uma vez sob 0.5 mm de largura Para maximizar a clareza da peça cortada a laser uma altura mínima de 1.5 mm do caractere é recomendada.
7. colocação cuidadosa de furos de escareamento Os furos piloto de escareamento devem ter pelo menos 3 x espessura de material de estoque longe da borda e 2 x espessura de material longe de uma dobra ou borda de dobra As operações mecânicas de escareamento colocam forças que deformam ou distorcem o flange e deslocam a localização do furo se posicionado muito perto dos recursos.
8. projeto para aninhamento Os perfis premium têm formas retangulares e de ângulo reto que otimizam a eficiência de aninhamento em comparação com perfis arredondados e de forma livre. Para reduzir os custos de material, procure o uso de características de perfil interno que sejam tão retangulares ou em ângulo reto quanto possível.
Le-Creator realiza corte a laser de fibra em conjunto com Usinagem CNC e o trabalho do sheetmetal através do ISO 9001 e nosso sistema de gestão acreditado da qualidade Para o protótipo através das necessidades altas do volume, nós podemos encontrar a precisão e o revestimento de superfície que seu projeto exige.
Transparência de conteúdo: Este artigo foi de autoria e editado pela equipe de conteúdo de engenharia da Le-Creator com a colaboração de nossa equipe de corte a laser de fibra e fabricação de chapas metálicas Os valores de tolerância fornecidos são capacidades típicas dos sistemas de laser de fibra (eixos XY) atuais e são entendidos como uma figura de parque de bolas amplo As tolerâncias reais são altamente dependentes da geometria da peça, do estado/condição do material, da calibração da máquina e da habilidade do operador Por favor, verifique tolerâncias adequadas com um fabricante.









