


Servicio de apoyo, profesional y centrado en el cliente
Póngase en contacto con la empresa Lecreator
Desde prototipos hasta producción a gran escala, lo tenemos cubierto.


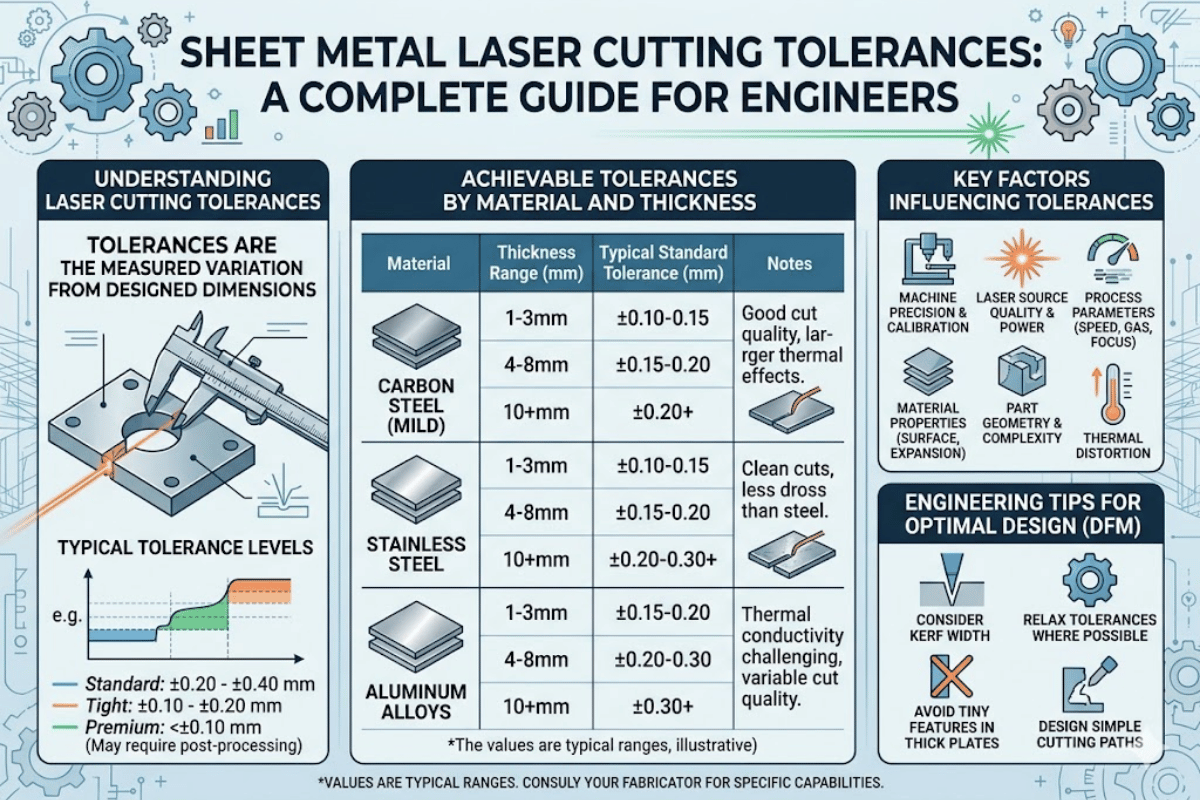
Tolerancias de corte por láser de chapa: una guía completa para ingenieros
Las tolerancias de corte por láser de chapa metálica son las que determinan si una parte suya encaja, funciona y es aceptada por un cliente. Se debe esperar que las tolerancias estándar de corte por láser de chapa estén en el rango de 0,005 pulgadas a 0,010 pulgadas (0,13 a 0,25 mm) en la mayoría de los materiales y espesores. Los sistemas de corte por láser de fibra brindan la tolerancia de corte por láser de lámina más ajustada de 0,002 a 0,003 pulgadas en una lámina de acero inoxidable o acero dulce de calibre ligero. Lo que sigue es una tabla de datos de tolerancia de corte por láser de lámina filtrada por material y espesor, una comparación entre la precisión del láser de fibra y del láser de CO2, una descripción general de los factores que influyen en qué tan apretada o suelta está la tolerancia de corte por láser de lámina y recomendaciones de diseño de material laminar para gestionar fabricación de chapa metálica costos.
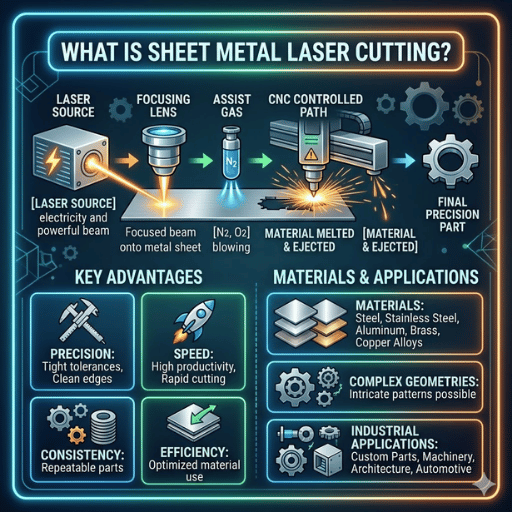
El corte por láser de chapa metálica es un proceso moderno de corte térmico de chapa metálica con control numérico por computadora (CNC) que tiene un enfoque láser que funde, quema, vaporiza o sopla a través de la chapa metálica a lo largo de una trayectoria programada. Una ráfaga auxiliar de nitrógeno, oxígeno o aire comprimido se dirige a través de la boquilla de corte por láser para eliminar el material fundido de la corte y evitar que oxide la cara cortada.
En el mercado de corte por láser de chapa, son populares dos fuentes láser. Un láser de fibra produce luz a una longitud de onda de 1,06 m que se transmite a través de una fibra flexible al cabezal de corte. En una mezcla de gases de dióxido de carbono, nitrógeno y helio, un láser de CO2 produce luz a una longitud de onda de 10,6 m. La tecnología de corte por láser de fibra ha superado cada vez más a los sistemas de CO2 para láminas de metal de menos de 12 mm de espesor, ya que puede cortar más rápidamente, funcionar de forma más económica y procesar metales reflectantes como aluminio, cobre y latón sin problemas con la reflexión del haz.
Las máquinas de corte por láser de láminas con control numérico por computadora (CNC) utilizan un controlador CNC rígido para ejecutar rutas de corte de perfiles bidimensionales, generalmente importadas a través de un archivo de dibujo DXF o DWG. Las máquinas de corte por láser de fibra de gran formato equipadas con 3 a 6 kW de potencia de corte disponible cortarán acero dulce de hasta 20 mm de espesor, acero inoxidable de hasta 15 mm de espesor y aluminio de hasta 12 mm de espesor. La precisión de colocación de una máquina bien mantenida e inspeccionada periódicamente es de 0,001 pulgadas, mientras que la repetibilidad de la misma máquina con el mismo programa es de 0,0005 pulgadas en toda la longitud del recorrido. En comparación con el corte por plasma, el láser ofrece un corte mucho más pequeño (0,1-0,4 mm frente a 1,5-4 mm para el plasma), mayor precisión y una calidad de borde muy agradable que a menudo anula el desbarbado secundario.
La clave de la tolerancia al corte por láser de láminas es el material y el espesor. En la tabla se muestran los datos de tolerancia para las aleaciones de láminas que se enumeran a continuación, cortadas en un moderno sistema láser de fibra con calibración estándar. Todas las tolerancias son lo que puede ser un control dimensional en las características de corte, el diámetro del orificio, el ancho de la ranura y el contorno de la pieza, no la precisión y repetibilidad de la ubicación de la máquina.
| Material | Rango de espesor | Tolerancia típica | Notas |
|---|---|---|---|
| Acero suave | 0,5-3 mm | ±0,1 mm (±0,004®) | Láser de fibra; asistencia de nitrógeno u oxígeno |
| Acero suave | 3-12 mm | ±0,2 mm (±0,008®) | Los materiales más gruesos requieren una velocidad de avance más lenta |
| Acero suave | 12-25 mm | ±0,3-0,5 mm (±0,012-0,020®) | CO2 o fibra de alta potencia (10 kW+) |
| Acero inoxidable | 0,5-3 mm | ±0,05-0,1 mm (±0,002-0,004®) | Mejor calidad de corte; Se prefiere asistencia de nitrógeno |
| Acero inoxidable | 3-8 mm | ±0,1-0,2 mm (±0,004-0,008®) | Nitrógeno para borde libre de óxido |
| Aluminio | 0,5-3 mm | ±0,1 mm (±0,004®) | Se prefiere láser de fibra; superficie reflectante |
| Aluminio | 3-10 mm | ±0,15-0,25 mm (±0,006-0,010®) | La alta conductividad térmica amplía la ZAT |
| Latón | 0,5-3 mm | ±0,1 mm (±0,004®) | Sólo láser de fibra; El haz de CO2 refleja |
| Cobre | 0,5-3 mm | ±0,1-0,15 mm (±0,004-0,006®) | Necesita alta potencia (4 kW+); ventana de proceso estrecha |
En una escala de 10:1, las tolerancias en acero dulce grueso pueden ser de hasta 0,02 «, mientras que las láminas de acero inoxidable se pueden cortar a 0,002 «. Todas las tolerancias de corte por láser de láminas dependen en gran medida del espesor del material, ya que a medida que el material se vuelve más grueso, se debe entregar más energía para lograr el corte, el corte resultante es más ancho y la zona afectada por el calor aumenta con él, todo lo cual significa una tolerancia más flexible en la pieza terminada.
Si está haciendo funcionar una pieza cortada con láser en su centro de fresado antes de mecanizarla acero inoxidable o aluminio, querrá que se indique la tolerancia del diámetro tal como se cortó para poder contabilizarlo en su resta de existencias.
Además de las diferencias en longitud de onda, entrega de haz e interacción con el metal, los láseres de fibra y los láseres de CO2 tienen diferentes capacidades de tolerancia, calidad de corte y costo por pieza. La siguiente tabla resume la comparación de chapa metálica.
| Criterios | Láser de fibra | Láser de CO2 |
|---|---|---|
| Longitud de onda | 1,06 μm | 10,6 μm |
| Precisión posicional | ±0,002«-0,003« | ±0,004«-0,005« |
| Repetibilidad | ±0,001« | ±0,002« |
| Velocidad de corte (ancho delgado) | 2-3 veces más rápido que el CO2 | Línea base |
| Diámetro de la viga | ~25 μm punct focalizat | ~75-100 μm punct focus |
| Ancho de la acera | 0,1-0,2 mm | 0,2-0,4 mm |
| Metales reflectantes | Corta latón, cobre, aluminio | Riesgo de daños por reflejo en la espalda |
| Acero grueso (>20 mm) | Requiere sistemas de más de 10 kW | Fuerte rendimiento hasta 25 mm |
| Costo operativo | 30-50% inferior (eficiencia eléctrica) | Mayor (consumo de gasolina, espejos) |
El corte por láser de fibra permite un diámetro de haz más pequeño y un corte más estrecho que el corte con CO2, lo que se traduce en tolerancias más estrictas y menos chatarra. La longitud de onda de 1,06 m es absorbida más eficazmente por los metales, por lo que los láseres de fibra proporcionan un rendimiento de perforación y corte más rápido en chapa de calibre delgado a mediano. Es por eso que la mayoría de los nuevos talleres de láser dirigidos a empresas de chapa compran un sistema de corte por láser de fibra.
Es cierto que los láseres de CO2 todavía tienen ventaja en dos áreas: el rendimiento en acero grueso de más de 20 mm de espesor, donde la longitud de onda más larga proporciona un mejor acoplamiento del haz en profundidad, y al procesar materiales no metálicos como acrílico, madera o textiles. Para servicios dedicados de corte por láser de chapa metálica, el estándar es la fibra.
Gracias a sus dimensiones confiables, una precisión de 0,002 « en acero inoxidable delgado y 0,003 pulgadas en acero dulce delgado, ahora es estándar en un sistema láser de fibra dedicado, aproximadamente igual a los niveles de CO2 de hace diez años, pero a 2-3 veces el costo operativo.
En el taller, las tolerancias de corte por láser son una combinación de 7 factores que interactúan. Conocer cada uno le permite escribir especificaciones más comprensibles y evitar problemas con el fabricante.
La corte es el ancho del material eliminado por el rayo láser al cortar. El valor típico de corte es de 0,1 mm en acero inoxidable delgado (láser de fibra) a 0,4 mm en acero dulce grueso (láser de CO2). El paquete de fabricación asistida por computadora (CAM) requiere compensación de corte, cambiando la trayectoria de la herramienta a la mitad del ancho de corte, por lo que la pieza terminada cae al tamaño. Si la compensación de corte es incorrecta o el ancho de corte varía debido a la óptica desgastada, todas las características de la pieza se mueven en esa cantidad.
La energía térmica del rayo láser da como resultado una zona afectada por el calor (HAZ) a lo largo del borde de corte. La acumulación de calor en piezas pequeñas provoca deformación y distorsión por calor, lo que hace que las funciones pierdan tolerancia. El aluminio y el acero inoxidable se ven afectados con mayor frecuencia debido a su conductividad térmica (inoxidable) o coeficiente de expansión térmica (aluminio). Para hacer frente a esto se requiere una secuencia de corte optimizada (cortar primero las características pequeñas), métodos de corte con lengüetas y/o pulsaciones, y una fijación y sujeción adecuadas.
La planitud de la chapa antes del corte tiene un efecto inmediato en la tolerancia final de la pieza. Por ejemplo, un arco de 2 mm a través de una lámina de 1500 mm (inoxidable) provoca una variación de la profundidad de enfoque, lo que luego provoca una variación en el ancho del corte y el ángulo del borde. ISO 2768 debe especificar tol de planitud (plano o aliviado de tensiones) al pedir chapa metálica. Para trabajos de tolerancia estricta, se debe utilizar material plano o aliviado de tensiones.
Los factores de interacción láser “conductividad térmica, reflectividad, punto de fusión) controlan el proceso de absorción de energía. La alta conductividad térmica del cobre refleja y elimina rápidamente la energía del láser, lo que requiere una alta potencia del láser para producir un corte estable. La reflectividad del aluminio en longitudes de onda de CO2 hizo casi imposible cortar antes de que los láseres de fibra llegaran al mercado. Cada material tiene una ventana de proceso (la gama de parámetros de corte aceptables) y esa ventana se reduce a medida que aumenta el espesor del material.
La precisión del posicionamiento CNC se basa en la precisión de los accionamientos lineales de la máquina, la resolución del codificador y el estado de calibración. Un sistema de corte por láser de fibra con motores lineales y codificadores a escala de vidrio tendrá normalmente una precisión de 0,001 « y una repetibilidad de 0,0005 «. Sin calibración frecuente, al menos anualmente de acuerdo con Estándares de medición del NIST«estas especificaciones se desviarán. Descubra qué hace su fabricante para la calibración y con qué frecuencia.
La interacción de la potencia del láser, la velocidad de alimentación, la especificación del gas de asistencia, la presión del gas y la posición de enfoque determina la calidad del corte. El exceso de velocidad de alimentación provoca un borde rugoso con escoria; demasiado lento provoca una ZAT más grande con riesgo de quemarse. Cada combinación de material/espesor tiene una ventana de proceso específica para los distintos parámetros. Si bien la mayoría de los fabricantes proporcionan bibliotecas de parámetros, un operador experimentado ajusta los parámetros de forma personalizada para cada trabajo.
La boquilla de corte dirige el gas auxiliar coaxialmente con el rayo láser. Si la boquilla está dañada, el orificio, la acumulación de salpicaduras o el patrón de rociado están descentrados, el chorro de gas auxiliar asimétrico resultante provoca una desviación desigual del charco de metal fundido produciendo una calidad de borde asimétrica. La inspección de la boquilla debe realizarse al inicio de cada turno, reemplazándola en la primera indicación de formación de salpicaduras.

El costo de corte por pieza del láser es función de seis factores. Conocer estos factores le ayuda a tomar decisiones de diseño y abastecimiento que reducen el costo de la pieza sin sacrificar las tolerancias que necesita.
El costo del material es función de la aleación, el espesor y el tamaño de la lámina. El acero inoxidable cuesta entre 2 y 3 veces más por kg que el acero dulce; el aluminio se sitúa en el medio. La compra de tamaños de láminas estándar (1.220 2.440 mm o 1.500 3.000 mm) reduce el costo de las láminas por metro cuadrado en relación con los tamaños personalizados.
El tiempo de la máquina es, con diferencia, el componente de mayor coste. Los láseres de fibra cortan material delgado entre 2 y 3 veces más rápido que los láseres de CO2, por lo que los proveedores de servicios que utilizan equipos de proceso de fibra generalmente tienen costos de piezas más bajos para metales por debajo de 6 mm. Los costos de las placas más gruesas aumentan con una mayor velocidad de corte.
Cuanto más estricta sea la tolerancia, mayor será el coste. Perfeccionar las tolerancias de 0,002 « requiere velocidades de corte más lentas, más control del proceso e inspección de piezas 100%. Las tolerancias de 0,010 « permiten un corte más rápido y una inspección basada en muestras. ¿Realmente necesita su nivel de tolerancia?
El tamaño del lote es una consideración importante porque los costos de configuración y programación se distribuyen entre ejecuciones. Un prototipo único transporta toda la sobrecarga de configuración ($50-$150) repartida en una sola pieza; una tirada de 1.000 piezas reduce esa sobrecarga a apenas unos centavos por pieza.
Las operaciones secundarias como doblar, perforar avellanadores, insertar hardware, desbarbar y terminar superficies aumentarán el costo del trabajo. Al presionar una plegadora, cada décima de milímetro de aumento en las tolerancias de medición agregará 0,010 «-0,020 « a las tolerancias acumuladas y, por lo tanto, debe tenerse en cuenta al diseñar tolerancias de corte. El avellanado debe realizarse como un paso separado en una máquina diferente después del corte por láser.
La eficiencia de anidación afecta el costo del material. Los perfiles rectangulares simples encajan perfectamente sin desperdicio, las curvas orgánicas complejas pueden dejar pequeños retornos. El software de anidación más avanzado para mezclas de piezas estándar produce una utilización del material en el rango de 75-85%. Para obtener una explicación detallada de cómo se acumulan los costos de mecanizado y fabricación, consulte nuestro desglose de costos de mecanizado guía.
Estas 8 reglas ayudarán a diseñar piezas cortadas con láser que sean más sencillas de fabricar, inspeccionar y ensamblar, con menos problemas de tolerancia.
1. Diseño para la tolerancia mínima necesaria. La aplicación de valores de tolerancia de 0,002 « a todas las características dicta la prueba de cada detalle. Utilice tolerancias estrictas (0,002 «) para superficies de contacto, ajustes de eje/interferencia y orificios de referencia de referencia. Utilice tolerancia general (0,010 «) en todo lo demás.
2. Tenga en cuenta el kerf al desarrollar su modelo CAD. La mayoría de los fabricantes compensan el kerf en el software CAM, pero confirman al solicitar cotizaciones. Si compensas en tu DXF y la tienda vuelve a compensar, terminarás con una pieza de gran tamaño y una tolerancia demasiado estricta en cada característica.
3. Diseño hasta el tamaño mínimo de característica. Utilice un diámetro mayor o igual al espesor de la lámina para los orificios. Las ranuras de ancho mínimo tienen un espesor de material de 1,5 veces. Las características más pequeñas son inconsistentes en la calidad del corte y varían desde una tolerancia baja hasta una tolerancia ampliamente inexacta.
4. Tenga en cuenta la dirección del grano al doblarlo. La flexión perpendicular (a través del grano) ajusta las tolerancias entre 20-30% en comparación con la paralela (a lo largo del grano).
5. Utilice esquinas grandes redondeadas internamente. Minimice el radio interno a lo largo de la veta (perpendicular a la superficie del material) con un espesor de lámina de 0,5x. Los ángulos internos agudos provocan microfisuras, concentración de tensiones y una reducción de la velocidad de corte por láser a casi cero, lo que ensancha la curvatura y puede causar problemas de alta tolerancia en esa característica.
6. Mantener el ancho de la línea de grabado por encima de 0,5 mm. Los textos, logotipos y fiduciales grabados con láser pierden definición una vez por debajo de 0,5 mm de ancho. Para maximizar la claridad de las piezas cortadas con láser, se recomienda una altura mínima de carácter de 1,5 mm.
7. Colocación cuidadosa de los orificios del avellanador. Los orificios guía del avellanador deben tener al menos 3 veces el espesor del material original lejos del borde y 2 veces el espesor del material lejos de un borde plegado o doblado. Las operaciones mecánicas del avellanador colocan fuerzas que deforman o distorsionan la brida y desplazan la ubicación del orificio si se colocan demasiado cerca de las características.
8. Diseño para anidar. Los perfiles premium tienen formas rectangulares y en ángulo recto que optimizan la eficiencia del anidamiento en comparación con los perfiles redondeados y libres. Para reducir los costos de materiales, busque el uso de características de perfil interior que sean lo más rectangulares o en ángulo recto posible.
Le-Creator realiza corte por láser de fibra junto con mecanizado CNC y trabajo de chapa a través de ISO 9001 y nuestro sistema de gestión de calidad acreditado. Para prototipos a través de necesidades de gran volumen, podemos satisfacer la precisión y el acabado superficial que su proyecto requiere.
Obtenga una cotización para el corte por láser de chapa metálica
Transparencia de contenido: este artículo fue escrito y editado por el equipo de contenido de ingeniería de Le-Creator con la colaboración de nuestro equipo de corte por láser de fibra y fabricación de chapa metálica. Los valores de tolerancia dados son capacidades típicas de los sistemas láser de fibra (ejes XY) actuales y pretenden ser una figura ancha de estadio de béisbol. Las tolerancias reales dependen en gran medida de la geometría de la pieza, el estado/condición del material, la calibración de la máquina y la habilidad del operador. Verifique las tolerancias adecuadas con un fabricante.









