


Ondersteunende, professionele, klantgerichte service
Neem contact op met Lecreator Company
Van prototypes tot productie op volledige schaal, wij hebben u gedekt.


POM CNC-bewerking: een praktische gids voor het bewerken van Delrin- en acetaalonderdelen
Als je hebt gesleuteld aan precisie-plastic onderdelen, ben je de legendarische POM tegengekomen, bekend onder enkele van zijn handelsnamen als delrin, Celcon of gewoon geslagen onder de oorspronkelijke naam acetal. Van insulinepenmechanismen tot delen van het brandstofsysteem van een auto: deze technische thermoplast is alomtegenwoordig om een reden dat hij volgens schone normen uiterst nauwkeurig en veerkrachtig is om te dragen op een manier die maar weinig andere kunststoffen kunnen beweren te zijn.
Echter, gewoon voorraad in een POM CNC-bewerking center zal niet leiden tot top-notch resultaten Het zijn de details van rangselectie, snijparameters, warmtebeheer en dimensionaal gedrag na bewerking die bepalen of uw afgewerkte componenten ervoor zorgen dat de kwaliteit afval wordt.
Deze hand-out vat onze ervaring samen met het bewerken van duizenden pomponderdelen in medisch, auto- en elektronicagebruik: het selecteren van de juiste kwaliteit, het berekenen van de voedingen en snelheden, haalbare toleranties en wanneer CNC-bewerking in uw geval het spuitgieten overtreft.
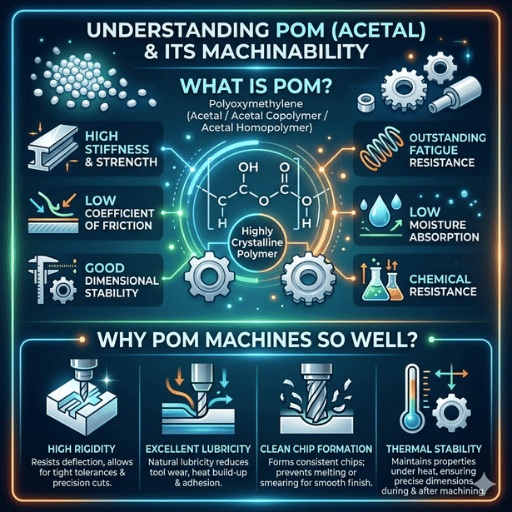
POM, nou polyoxymethyleen, is een semi-kristallijne technische thermoplast, ook bekend als acetaal of onder de DuPont-handelsnaam Delrin. Vaak bekend als polyacetaal in de oudere technische literatuur, maar het is gerelateerd aan dezelfde familie van hoogwaardige technische kunststoffen als Nylon en PBT, maar enkele betere functies voor CNC-bewerking.
Origineel materiaal werd gepatenteerd en commercieel overgenomen door DuPont in 1960 onder de naam Delrin homopolymeer Celanese voegde later een copolymeerproductie toe aan het assortiment als Celcon. POM is nog steeds een van de meest bewerkte kunststoffen ter wereld, met een wereldwijd verbruik van meer dan drie miljoen ton per jaar op basis van marktonderzoeksgegevens.
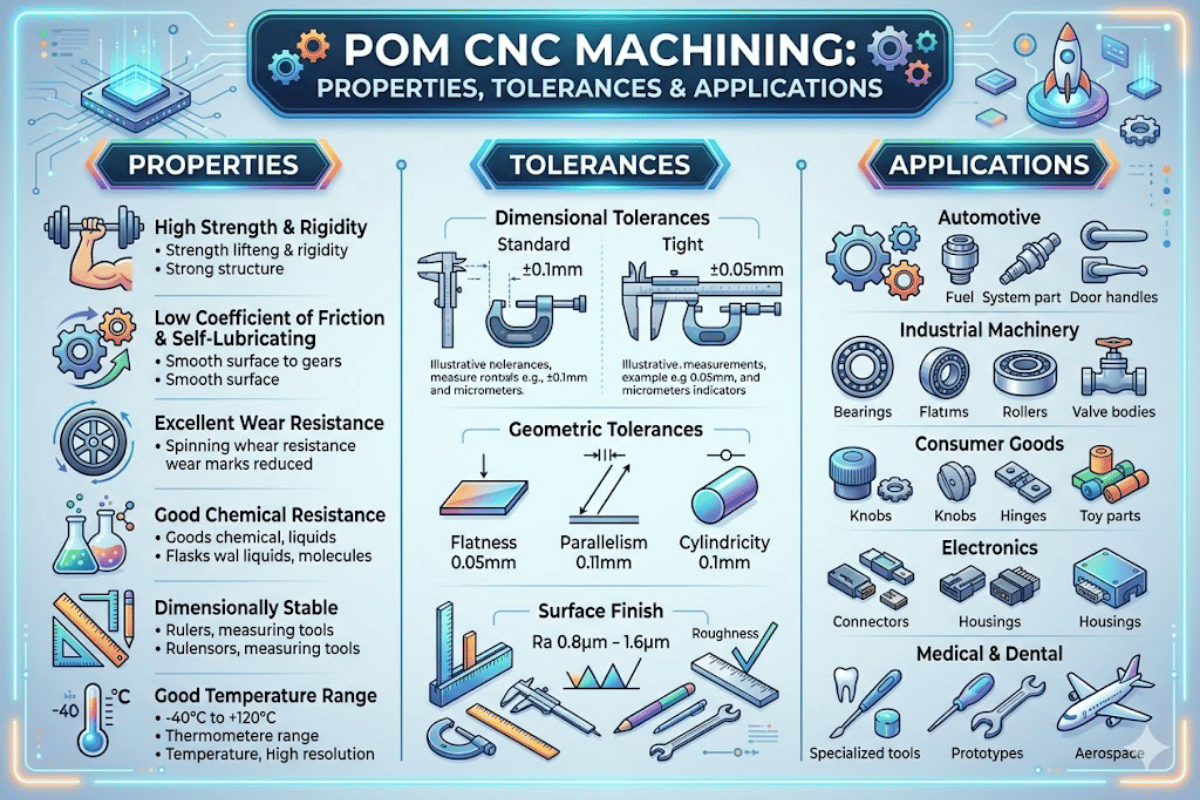
Wat POM zo geliefd maakt is de unieke combinatie van eigenschappen: hoge stijfheid maakt POM bestand tegen afbuiging door de snijkrachten lage wrijving maakt een niet-lassende chipvorming, en uitstekende maatvastheid houdt de grootte van het onderdeel dicht bij de programmeerafmetingen zodra de frees is vertrokken.
De extreme kristalliniteit ervan; tussen 75 en 85 procent resulteert in een kristallijne, in plaats van gomachtige en vezelige chipvorming; in tegenstelling tot amorfe kunststoffen.
Volgens de ASTM D6100-17 specificatie de POM-vorm moet ook voldoen aan de specificaties voor: Treksterkte Verlenging bij breuk Trekmodulus Buigmodulus Izod impact Porositeit In overeenstemming met deze specificaties hebben ingenieurs nu een gestandaardiseerde basislijn voor materiaalkwalificatie in precisie CNC-bewerkingstoepassingen.
Niet alle POM wordt gelijk gemaakt, De twee belangrijkste kwaliteiten, pom-h (homopolymeer) en POM-C (copolymeer) zijn dicht genoeg in de prestaties dat het selecteren van de verkeerde zal betekenen mechanisch falen in gebruik POM-H, verkrijgbaar als een merk delrin heeft ongeveer 15 procent hogere treksterkte en stijfheid POM-C, bekend als Celcon of Hostaform, offert enige mechanische sterkte voor een grotere chemische weerstand en lagere porositeit.
Binnen onze eigen productie handhaaft de pom-h strakkere toleranties op alle tandwielonderdelen en lageroppervlakken waar maatnauwkeurigheid onder belasting van cruciaal belang is. Terwijl POM-C het duidelijke voordeel laat zien in onderdelen die worden blootgesteld aan warmwaterleidingen, reinigingschemicaliën of lichtzure omstandigheden.
| Property | POM-H (homopolymeer) | POM-C (Copolymeer) |
|---|---|---|
| Treksterkte | 70 MPa | 61 MPa |
| Elastische Modulus | 4.623 MPa | 3.105 MPa |
| Verlenging bij breuk | 25% | 40-75% |
| Chemische weerstand (pH-bereik) | pH 4-9 | pH 4-13 |
| Hydrolyseweerstand | Tot 60 °C | Tot 85 °C |
| Centerline Porositeit | Hoger (zichtbaar in dikke staven) | Lager (beter voor het afdichten van oppervlakken) |
| Kruip Weerstand | ~10% hogere ladingscapaciteit | Standaard |
| Kosten | Hoger | Lager (75% van wereldwijde POM-verkopen) |
Ons Gradeselection Framework
Naast deze twee standaardkwaliteiten zijn er speciale versies van POM voor bepaalde specifieke doeleinden POM-C GF25 (25% glas gevuld voor hogere stijfheid), POM-ESD (antistatisch voor elektronica-assemblage) en POM-LF (wrijvingsarme, PTFE-vuller voor glijlagers).
Wanneer u machine pom cnc dan de mechanische eigenschappen direct invloed op hoe het zich gedraagt onder scherpe krachten, hoe goed het houdt afmetingen, en hoe lang afgewerkte onderdelen blijven in dienst Hier is een vergelijking van POM met de andere kunststoffen meest wijd gespecificeerd voor precisie CNC bewerkingsonderdelen.
| Property | POM | Nylon 6/6 | ABS | PEEK |
|---|---|---|---|---|
| Treksterkte (MPa) | 60-70 | 70-85 | 40-50 | 100-110 |
| Flexurale Modulus (GPa) | 2,6-13,0 | 2,5-19,8 | 2,0-2,4 | 3,5-4,5 |
| Coëfficiënt van Wrijving | 0,20-0,35 | 0,30-0,40 | 0,35-0,50 | 0,35-0,45 |
| Waterabsorptie (24u) | 0.20% | 1,2-1,5% | 0.20% | 0.10% |
| HDT bij 1,8 MPa (°C) | 110-136 | 65-100 | 88-100 | 152-160 |
| CTE (×10−6/K) | 110-130 | 80-95 | 80-100 | 47-54 |
| Bewerkbaarheid | Uitstekend | Goed (stringy chips) | Good | Goed (schurend) |
Vanwege de combinatie van POM's van lage wrijving, zelfsmerende eigenschappen en slijtvastheid is het ideaal voor bewegende delen zoals tandwielen; lager - en schuifmechanismen -toepassingen waarbij nylon overtollig vocht opzuigt en ABS niet de benodigde vermoeiingslevensduur heeft De lage waterabsorptie (0,20% vergeleken met nylon 1,2-1,5%) betekent alleen maar hoge dimensionale stabiliteit, zelfs in een vochtige omgeving Daarom wordt POM gebruikt in precisieonderdelen die een constante pasvorm vereisen in verschillende seizoenen en klimaten.
Vermeldenswaard: de thermische uitzettingscoëfficiënt van POM (110-130 × 10−6/K) betekent dat een POM-werkstuk van 100 mm bij 20 C met ongeveer 0,13 mm zou uitzetten bij 30 C. Voor tolerantievereisten die strakker zijn dan 0,05 mm, heeft dit invloed op de noodzaak om te bewerken en te inspecteren in een temperatuurgecontroleerde ruimte. Tests uitgevoerd op de POM-materialen door Mitsubishi Chemical Advanced Materials laat zien dat het respectieve copolymeer en de acetalen de maatstabiliteit behouden tot binnen gespecificeerde grenzen (ASTM-standaarden).
POM verslaat ABS in treksterkte (60-70 MPa vs 40-50 MPa), stijfheid, en vermoeiingslevensduur ABS hecht gemakkelijker met lijmen en accepteert verf beter Pick POM wanneer mechanische prestaties en slijtage materie; pick ABS wanneer cosmetische afwerking of chemische binding de prioriteit is.
POM is gemakkelijk te bewerken en een van de eenvoudigste technische kunststoffen om mee te werken, maar “simple” betekent niet “forgiving.” Slechte parameterkeuzes veroorzaken oppervlaktesmelten, vorming van gomachtige chips of, in het ergste geval, thermische ontleding waarbij formaldehydegas vrijkomt. Hier zijn de bewerkingsparameters die ons team gebruikt bij het uitvoeren van POM op CNC-frees- en draaicentra.
| Parameter | Aanbevolen Range | Notes |
|---|---|---|
| Oppervlakte Snelheid | 150-350 m/min | Carbide-gereedschap; begin bij 200 m/min |
| Chipbelasting per tand | 0,05-0,15 mm/tand | Te laag → warmteopbouw en smelten |
| Diepte van de snit (roerend) | 1,0-3,0 mm | POM gaat goed om met agressieve snijwonden |
| Diepte van de snede (afwerking) | 0,2-0,5 mm | Licht passeert voor Ra ≤ 0,8 µm |
| Flute Count | 1-2 fluiten hebben de voorkeur | Betere chip evacuatie dan 4-fluit |
| Parameter | Aanbevolen Range | Notes |
|---|---|---|
| Spindel Snelheid | 1.000-2.000 TPM | Aanpassen op basis van diameter |
| Feed Rate | 0,10-0,30 mm/omw | Hogere voeders produceren schonere chips |
| Diepte van Cut | 0,5-2,0 mm | Verwijder materiaal gelijkmatig van beide kanten |
| Gereedschapsgeometrie | Hark 5-10°, reliëf 10-15° | Positieve hark vermindert de snijkrachten |
Gebruik scherpe, gepolijste carbide snijders Uitvoeren Machinaal bewerken met positieve harkhoeken Gebruik hogesnelheidsstaal (HSS) snijders, omdat deze voldoende zijn voor productiewerkzaamheden in een laag volume, maar gebruik carbide voor een betere levensduur van het gereedschap, oppervlakteafwerkingen en gereedschapsslijtage.
Gebruik eindmolens met één of twee fluit in plaats van gereedschap met vier fluit, deze zullen chips effectiever verwijderen omdat de POM-chips de neiging hebben de valleien van de opnieuw smeltende messen te verstoppen:
Voor koelvloeistof is de geaccepteerde industriestandaard bij het draaien van POM perslucht onder hoge druk, hierdoor worden chips onmiddellijk afgebroken, wordt voorkomen dat er warmte in het werkstuk ontstaat en is de unit droog. Een wateroplosbaar koelmiddel is ook effectief, maar overstromingskoelmiddel is niet nodig vanwege de lage waterinname van POM (0,20%).
Koelmiddelen op oliebasis kunnen ook worden vermeden omdat ze de neiging hebben het oppervlak te markeren.
Het laten draaien van POM zonder koelvloeistof met een oppervlaktesnelheid van meer dan ongeveer 300 m/min leidt tot smelten van het oppervlak en gomachtige chips. Dit is een probleem dat we tegenkomen bij ongeveer 1⁄4 van de uitbestede POM-klussen die we ontvangen voor herbewerking. Oververhit materiaal geeft ook formaldehydegas af boven 220 °C. Als u tijdens het bewerken een harde, scherpe geur opmerkt, stop dan meteen en zorg ervoor dat u de extractie verhoogt.
De toleranties van POM zijn gelijkwaardig aan die van veel metalen en aanzienlijk beter dan die van de meeste andere kunststoffen. Standaard heeft onze pomponderdelen molarod 0,05 mm op kenmerken kleiner dan 50 mm. Haalbare toleranties voor precisieboring-aanpassingen en bijpassende onderdelen zijn 0,02 mm met behulp van nabewerking of fijnboren, gecombineerd met temperatuurregelmachinesituaties.
| Eigenschap Type | Standaard Tolerantie | Precisietolerantie |
|---|---|---|
| Lineaire afmetingen (<50 mm) | ±0,05 mm | ±0,02 mm |
| Lineaire afmetingen (50-150 mm) | ±0,08 mm | ±0,05 mm |
| Boring diameters | ±0,03 mm | ±0,01 mm |
| Vlakheid (per 100 mm) | 0,10 mm | 0,05 mm |
| Draad (M3-M10) | 6U/6g | 5H/5g |
| Eindig Methode | Ra-waarde | Typisch Gebruik |
|---|---|---|
| As-machined (standaard) | Ra 1,6-3,2 µm | Functionele onderdelen, contactloze oppervlakken |
| Fijn bewerkt | Ra 0,8 µm | Lagervlakken, glijdend contact |
| Gepolijst | Ra 0,4 µm | Afdichtingsvlakken, medische componenten |
| Damp gepolijst | Ra 0,2 µm | Optische helderheid, cosmetische oppervlakken |
pom-onderdelen kunnen gedurende de 24-48 uur na de bewerking 0,02 tot 0,05 mm vervormen, omdat de interne spanningen ontspannen Voor precisie POM onderdelen binnen 0,03 mm tolerantie, plan een periode van stabilisatie voorafgaand aan de eindinspectie Sommige winkels hebben succes met het verlichten van spanning door POM-blanco's in de oven te laten gloeien bij 160 °C gedurende 1-2 uur voorafgaand aan de bewerking, een stap die we zouden aanbevelen voor alle componenten met nauwe toleranties.
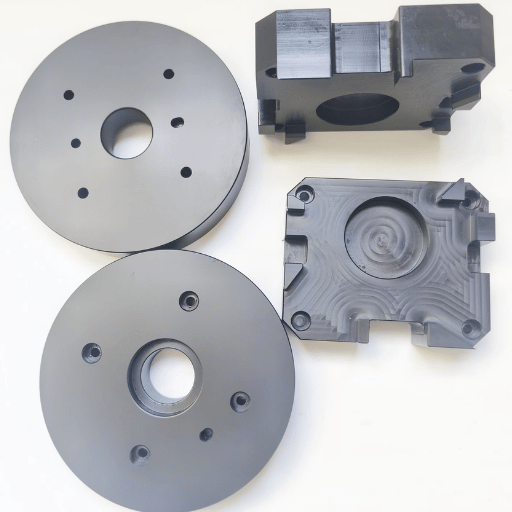
POM's unieke mix van mechanische sterkte, lage wrijving en chemische bestendigheid maakt het geschikt voor het brede scala aan kunststoffen dat hiervoor wordt gebruikt CNC-gefreesde POM-componenten. Hier zijn typische plastic onderdelen die we het vaakst bewerken: insulinepenmechanismen voor medische OEM's, transportbandgeleidingsrails voor processen van voedingskwaliteit en behuizingen van elektrische connectoren die zijn beoordeeld op UL94 HB-vlamprestaties.
Versnellingen, onderdelen van het brandstofsysteem, componenten van de raamregelaar, veiligheidsgordelmechanismen en interieurbekledingsbevestigingen maken allemaal gebruik van POM. De uitstekende slijtvastheid en levensduur tegen vermoeidheid maken het ideaal in toepassingen waarbij deze onderdelen honderdduizenden cycli zonder smering te zien zijn, waardoor aanzienlijke onderhoudskosten in het proces worden bespaard.
Systemen voor medicijnafgifte (insulinepennen, inhalatoren), handvatten voor chirurgische instrumenten, omhulsels voor diagnostische patronen POM van medische kwaliteit voldoet aan de eisen van FDA 21 CFR 177.2470 en is opgenomen in zowel FDA Drug Master File als FDA Device Master File registers ISO 10993 testen en USP Klasse VI biocompatibiliteitstests bieden extra zekerheid over hun veilig gebruik in contact met patiënten.
Transportkettingen, geleiderails, schraperbladen en klepzittingen POM-C van voedingskwaliteit houdt zich aan bestaande FDA-voorschriften voor contact met voedsel regels, samen met EU-verordening 10/2011 die direct contact met voedselmaterialen met zich meebrengen, worden steeds belangrijker voor exportcomponenten.
Connectorschalen, schakelbehuizingen, ventilatorlagers en dunne isolatoren Uitstekende maatvastheid over een breed temperatuur- en vochtbereik elimineert verschuivingen in de plaatsing van de connectorpin, terwijl de lage vochtabsorptie de zwelling vermindert die de elektrische speling kan veranderen.
Pompwaaiers, kleppen, nokvolgers en aangepaste POM-bussen Deze kunststoffen zijn levensvatbare vervangingen voor metaal wanneer gewichtsbesparing, corrosiebestendigheid, smeervrije werking naar verwachting de veranderingen zullen rechtvaardigen met 30 procent minder afgewerkte onderdeelkosten.
spuitgieten is in staat om CNC-bewerking POM, maar is beter geschikt om te voldoen aan de projectprofielen van de grotere-volume behoeften die doorgaans worden geïdentificeerd door spuitgieten klanten Tolerantie specificatie, component volume, doorlooptijden, en onderdeel budget worden tegen elkaar afgewogen om de beslissing te nemen.
| Factor | CNC-bewerking | Injection Molding |
|---|---|---|
| Vooraf kosten | Laag (geen gereedschap) | $5.000-$50.000+ (schimmelkosten) |
| Kosten per onderdeel (10 eenheden) | $15-$80 | Niet levensvatbaar (de malkosten domineren) |
| Kosten per onderdeel (1.000 eenheden) | $10-$60 | $1-$5 |
| Kosten per onderdeel (10.000 eenheden) | $8-$50 | $0.50-$3 |
| Lead Time | 3-10 werkdagen | 4-8 weken (vormfabricage) |
| Haalbare tolerantie | ±0,02 mm (precisie) | ±0,05-0,10 mm (typisch) |
| Ontwerpwijzigingen | CAD-bestand bijwerken (uren) | Modify or remake matrijs (weken) |
| Materiaal Afval | Hoger (subtractief proces) | Lager (bijna-net-vorm) |
Naar onze mening moet CNC-bewerking worden toegepast voor inspanningen van minder dan 500 onderdelen of onderdelen die strengere toleranties vereisen dan 0,05 mm. Voor stabiele ontwerpen met een batchgrootte van 1.000 onderdelen of meer is het echter beter om spuitgieten toe te passen. De drempel voor economische levensvatbaarheid voor eenvoudige vormen bedraagt 300-700 onderdelen, terwijl dezelfde drempel stijgt naar 5.000 onderdelen voor complexe POM-vormen waarvoor dure vormen met meerdere holtes nodig zijn.
Veel van onze klanten maken gebruik van een hybride proces: CNC-bewerkte POM-onderdelen dienen als prototype en testartikel, daarna zorgt spuitgieten voor de productieruns Op deze manier worden vorm en functie gevalideerd op bewerkte POM-onderdelen voordat $10.000 of meer worden ingezet voor matrijsgereedschap Het CNC-prototype gebruikt dezelfde POM-kwaliteit als het uiteindelijke gegoten onderdeel, zodat materiaaleigenschappen rechtstreeks worden overgedragen in tegenstelling tot prototypes met 3D-print die alleen de uiteindelijke prestaties benaderen.
Het verkrijgen van een exacte offerte voor CNC-bewerking en spuitgieten op basis van uw verwachte volume is erg handig voor een kostenvergelijking Voor POM-onderdelen is de CNC-naar-vorm crossover vaak lager dan voor metalen en plastic onderdelen, omdat POM-machines snel en acetaalvormgereedschap speciale ventilatie nodig hebben om formaldehyde-afgassing tijdens het spuitgietproces te verwerken.

Van prototype tot productie, bespaar op uw De POM-bewerkingsservice van Lecreator kosten met firstpass-opbrengsten van 98%+ en inspectie op 100% van banen.
Deze gids is gebaseerd op Lecreator's 17 jaar ervaring met het bewerken van POM op medisch, automobiel - en elektronicaveld Het biedt gegevens over bewerkingsparameters en toleranties op basis van onze productiegegevens die POM-H en POM-C bewerken over meer dan 80 CNC-machines in onze fabriek in Shenzhen Alle specificaties die worden genoemd referentie ASTM, FDA, en ISO-normen 'als de aangegeven specificaties werden bevestigd op het moment van publicatie.









