


Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.


Fabrication de tôles : le guide de l'ingénieur sur les processus, les matériaux et la conception
| Épaisseur Typique | 0,5 mm 6,0 mm |
| Matériaux Communs | Aluminium (5052, 6061), acier inoxydable (304, 316 L), acier au carbone (SPCC), cuivre, laiton |
| Processus clés | Découpe laser, cintrage des freins à pression, soudage TIG/MIG, poinçonnage CNC |
| Tolérances Standard | ±0,05 mm (coupe laser), ±0,25 mm (à simple courbure) selon la norme ISO 2768-mK |
| Délai d'exécution typique | 5 15 jours ouvrables (prototype à faible volume) |
| Finitions de surface | Poudre Revêtement, Anodisation, Zinc Placage, Brossage, Passivation |
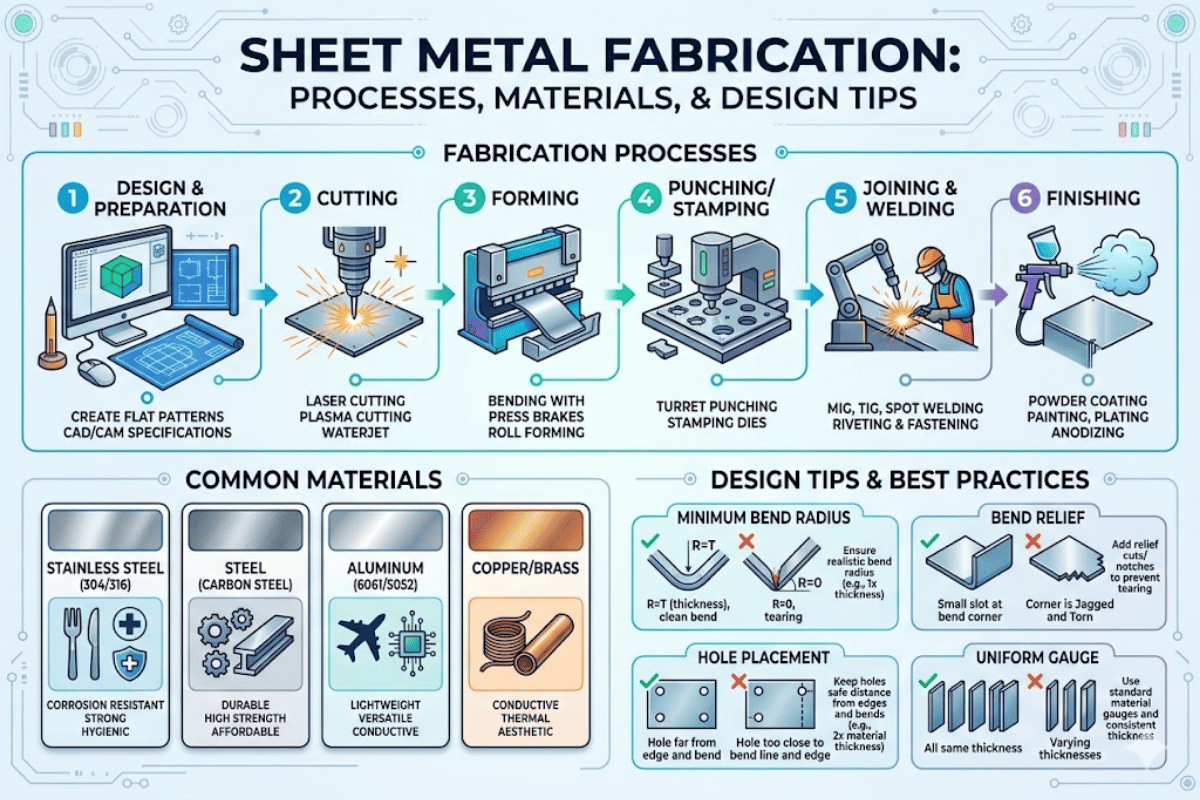
La fabrication de tôles consiste à prendre des tôles plates de métal de 0,5 mm à 6,0 mm d'épaisseur et à les transformer en pièces finies Le stock plat est coupé (profilé), formé (bendu, estampé, étiré) et assemblé (soudé, rivé, fixé) dans le composant final Il a des applications dans les industries automobile, aérospatiale, électronique et de la construction : des composants légers mais solides en tôle métallique sont nécessaires La taille du marché mondial des services de fabrication de tôles a été évaluée à $22,32 milliards en 2025 et devrait croître à un CAGR de 4,551TP3 entre 20203 et 203.
Ce guide de tôle couvre les processus de fabrication du noyau, les critères de sélection des matériaux, la conception des règles de fabricabilité, les facteurs de coûts et les options de finition dont les ingénieurs et les équipes d'approvisionnement ont besoin pour spécifier correctement les pièces en tôle personnalisées.

La fabrication de tôle se distingue des autres options de fabrication en tant que processus pauvre et à tolérance étroite qui minimise les déchets de matériaux. Il est rapide, précis et efficace en matériaux : adopté dans l'automobile, l'aérospatiale, l'électronique et la construction. Selon Recherche sur la préséance, [TRADUCTION] ?, le marché mondial des services de fabrication de tôles a atteint $22,32 milliards en 2025 et devrait croître à un TCAC de 4,551TP3 T pour atteindre $33,31 milliards d'ici 2034.
La fabrication de tôle utilise généralement une matière plate de 0,5 mm et une épaisseur de 6,0 mm. Cela la façonne en composants finis. Cela la différencie des autres processus de fabrication tels que la coulée ou l'usinage CNC, qui coulent respectivement du métal fondu dans un moule ou un matériau de machine à partir d'un gros bloc.
La fabrication de tôles fonctionne avec un grand nombre de matériaux non ferreux et ferreux, de l'aluminium au titane Chaque fabrication de pièces commence comme un stock plat, qui est coupé à l'aide d'un profil 2 D puis transformé en forme 3 D finale par une combinaison de pliage, d'emboutissage ou de dessin Plusieurs feuilles sont jointes à l'aide d'une gamme de techniques, y compris des attaches, des soudures ou des rivets.

Ce qui distingue le processus, c'est qu'il produit très peu de déchets. Un avantage significatif lorsque les coûts sont déterminés par les déchets. De plus, contrairement aux processus de fabrication additive, les pièces fabriquées en tôle peuvent être recyclées sans subir de dégradation des propriétés. La précision, la vitesse et l'efficacité des matériaux font de la fabrication de tôles un incontournable dans les industries allant des boîtiers médicaux aux plateaux de batteries pour véhicules électriques.
Chaque processus de fabrication de tôle se classe dans l'une des trois catégories suivantes : couper la tôle pour la façonner, la former dans une géométrie 3 D ou assembler des pièces de tôle séparées à l'aide de soudures ou d'attaches mécaniques Votre choix de processus détermine la vitesse, la tolérance et le coût de l'article fini.
| Méthode | Tolérance | Épaisseur maximale | Vitesse | Meilleur pour |
|---|---|---|---|---|
| Découpe Laser | ±0,05 mm | 19 mm (acier) | 10 m/min | Profils complexes, de calibre mince à moyen |
| Découpe Plasma | ±0,5 mm | 38 : 100 mm | 28 m/min | Plaque épaisse, acier de construction |
| Jet d'eau | ±0,1 mm | 300 mm | 0,5 m/min | Matériaux sensibles à la chaleur, métaux réfléchissants |
| Cisaillement | ±0,25 mm | 6 mm | Le plus rapide (coupes droites) | Découverture en ligne droite, volume élevé |
Les opérations de découpe et de cintrage dominent la plupart des travaux de fabrication de tôles Les profilés découpés au laser représentent la majorité des pièces de production dans les ateliers de fabrication de tôles de précision.
Après la découpe, les tôles sont élevées en forme 3 D. Une presse plieuse est le processus de pliage de tôle le plus polyvalent : un jeu de poinçon et de matrice applique une force pour former une tôle, la forçant à prendre une forme en V selon un angle bien contrôlé Le formage de rouleaux tire une tôle à travers une série de rouleaux pour réaliser des formes de profil continu comme des canaux ou des angles L'emboutissage est un processus à grand volume où une presse à poinçon entraîne une pièce en forme contre une matrice fixe à l'aide d'un jeu progressif de cavités : les cadences de production sont souvent supérieures à 100 parties par minute Le dessin profond tire une forme de tôle à travers un outil de forme de matrice : l'étirage mécanique pousse la tôle dans une coupelle creuse ou un produit en forme de boîte électronique.
📐 Note d'ingénierie
Pour le cintrage de tôle, le rayon de courbure minimum varie selon le matériau : en utilisant 2 l'épaisseur de stock (2 T) avec une compression de 101TP3 T est un principe directeur de bonne pratique pour l'aluminium ; 0,8 T pour l'acier doux et l'acier inoxydable (1,5 T-4 T, à partir de la nuance et de la forme de la pièce).Le cintrage dans le sens des grains est une considération de sécurité : un cintrage ne peut pas être effectué dans le sens des grains sans fissuration Les pièces en alliage d'aluminium ont le plus grand besoin de se plier dans les grains, le cintrage du grain risque de se fissurer, en particulier dans les alliages durcis.
Le joint de pièces de tôle dans un assemblage est réalisé avec un large ensemble de techniques de collage Les trois plus courantes pour les métaux sont le GMAW (Gas Metal Arc Welding, également connu sous le nom de soudage MIG), le GTAW (Gas Tungsten Arc Welding, alias TIG welding), et le Resistance Spot Welding Le GMAW est l'approche la plus rapide pour l'acier au carbone et les alliages comme l'aluminium : il dessine un fil alimenté en continu à travers un pistolet à protection gazeuse, fondant le fil dans le bain de soudure Le GTAW rend les soudures plus propres, plus précises mais à des débits d'alimentation plus faibles emplacements de tissu GMAW : il insère un service permanent dans le bain de soudure permet deux zones de soudure de soudure de soudure.
Le choix des bons matériaux en tôle commence par trois facteurs : la charge mécanique, l'environnement de fonctionnement et le coût. Vous trouverez ci-dessous un résumé des choix courants concernant les propriétés mécaniques typiques qui ont un impact sur la fabrication.
| Matériel /Classement | Résistance à la traction | Densité | Résistance à la corrosion | Coût Relatif |
|---|---|---|---|---|
| Aluminium 5052-H32 | 228 MPa | 2,68 g/cm³ | Excellent (sûr à l'eau salée) | $$ |
| Aluminium 6061-T6 | 310 MPa | 2,70 g/cm³ | Bien | $$ |
| Acier inoxydable 304 | 515 MPa | 7,93 g/cm³ | Excellent | $$$ |
| Acier inoxydable 316L | 485 MPa | 7,99 g/cm³ | Supérieur (résistant aux chlorures) | $$$$ |
| Acier au carbone SPCC | 270 MPa | 7,85 g/cm³ | Faible (nécessite un revêtement) | $ |
| Cuivre C110 | 220 MPa | 8,94 g/cm³ | Bien | $$$$ |
| Laiton C260 | 315 MPa | 8,53 g/cm³ | Bien | $$$ |
L'aluminium 5052 est un substitut résistant à la corrosion de l'acier doux dans les applications architecturales et marines Lorsque la résistance supérieure est un critère de conception, 6061-T6 est la norme Ingénieurs qui ont besoin usinage d'aluminium pour une tolérance plus stricte, les fonctionnalités peuvent combiner le formage de la tôle avec des opérations CNC secondaires.
Les aciers inoxydables 304 et 316 L sont résistants à la corrosion dans de nombreuses applications Pour des applications chimiques ou une plus grande résistance aux chlorures, l'utilisation du 316 L offre des avantages Les 304 et 316 L conviennent tous deux au formage, et les alliages de formage de tôles sont souvent combinés avec des alliages secondaires Usinage CNC. Pièces en acier inoxydable nécessitant des alésages usinés ou des caractéristiques filetées s'associent bien à une approche de fabrication hybride.
Le SPCC en acier au carbone est la catégorie de tôle la moins chère pour les environnements fermés. Pièces en cuivre servir les applications thermiques et électriques, tout en composants en laiton offrir un équilibre entre usinabilité et résistance à la corrosion pour des utilisations décoratives ou de protection RF.
Lors de la sélection des tôles, recherchez les certificats d'essai de broyeur (MTC) auprès du fournisseur Ces rapports vérifient la résistance à la traction, la ductilité et les constituants réels de votre lot, et pas seulement les spécifications.

Une mauvaise conception de la tôle est la méthode la plus rapide pour augmenter à la fois le coût et le délai. Suivre une approche DFM appropriée au stade CAO élimine les retouches, les rebuts et l'incapacité de respecter les tolérances de coupe des presses plieuses et des lasers.
Chaque coude doit avoir un rayon intérieur minimum pour éviter les fissures dans les coins Le rayon minimum tolérable dépend du matériau : l'aluminium a besoin de 2 fois l'épaisseur du matériau (2 T), l'acier doux a besoin de 0,8 T, l'acier inoxydable a besoin de 1,5 T-4 T. Des rayons de courbure excessivement petits entraînent des fissures de surface dans le rayon de courbure externe si la direction du grain est en contact.
Longueur minimale de la bride : le segment plat entre la ligne de pliage de la feuille (bord de la feuille) doit être au moins 2 fois supérieur à l'épaisseur du matériau PLUS le rayon de pliage. Les brides courtes glisseront hors de la matrice de presse-plieuse pendant le formage et produiront des incohérences.
📐 Note d'ingénierie
Pour une tôle 304 en acier inoxydable de 2 mm avec un rayon de courbure de 3 mm : bride minimale = 2.1.2 mm + 3 mm = 7 mm. Jeu trou à coude = 2.1.2 mm + 3 mm = 7 mm. Placer toutes les caractéristiques à au moins cette distance de toute ligne de pliage pour éviter toute déformation.
Les trous, fentes et découpes situés trop près d'une ligne de pliage se déformeront pendant le processus de formage Comme précédemment, 2.1 l'épaisseur du matériau plus le rayon de courbure est la distance minimale de sécurité La taille du trou doit être au moins égale à l'épaisseur du matériau (minimum 1 T).Les presses à poinçon CNC feront des trous plus petits mais nécessiteront un outillage personnalisé et une configuration spéciale, ce qui ajoutera un coût important.
ISO 2768 définit les classes de tolérance générales pour les pièces en tôle La plupart des fabricants sont par défaut conformes à la norme ISO 2768-mK, où “m” (moyen) régit les dimensions linéaires et “K” (moyen) régit les tolérances géométriques comme la planéité et la perpendicularité après pliage.
| Longueur Nominale | Bien (f) | Moyen (m) | Grossier (c) |
|---|---|---|---|
| 0,5 : 3 mm | ±0,05 mm | ±0,1 mm | ±0,2 mm |
| 3 6 mm | ±0,05 mm | ±0,1 mm | ±0,3 mm |
| 6 60 mm | ±0,1 mm | ±0,2 mm | ±0,5 mm |
| 30 120 mm | ±0,15 mm | ±0,3 mm | ±0,8 mm |
Un autre domaine où le coût est caché est celui de la tolérance des composants multi-courbures Chaque coude ajoute environ 0,25 mm d'incertitude dimensionnelle Une pièce à quatre coudes a une tolérance totale accumulée de 1,0 mm de position Lorsque des caractéristiques serrées sont nécessaires sur les pièces personnalisées, l'usinage selon des tolérances serrées après la formation de la pièce en tôle coûte moins cher que d'imposer des tolérances plus serrées sur l'ensemble de la pièce métallique Pour les prototypes complexes nécessitant une itération rapide, services de prototypage rapide peut valider les hypothèses DFM avant de s'engager dans l'outillage de production.

Le coût de fabrication des tôles dépend de cinq facteurs Que vous commandiez des pièces de production ou un seul prototype, le contrôle de ces variables au stade de la conception des tôles permet de maintenir la fixation des prix prévisible.
| Conducteur de coûts | Gamme Typique | Impact sur le prix unitaire |
|---|---|---|
| Matériel | $215/kg (variables par grade) | 30 Coût de pièce 0% |
| Découpe | $80150/h (laser) | 5% par pièce |
| Pliage | $60120/h (frein à pression) | 1020% par pièce |
| Finition | $0.50,50/partie | 52% par pièce |
| Volume | Prototype $15+$200/partie, Production $5$75/partie | 210× différence de coût |
Le volume de production domine Le différentiel de coût du prototypage par rapport aux quantités de production dépasse de loin les différences de prix des matières premières Le temps de configuration sur une seule pièce s'étale entre $50$200, tandis qu'à 1 000 unités le coût est souvent seulement $5 $15 chacune Le passage de l'acier inoxydable 316 L à l'aluminium 5052 peut réduire le coût des matériaux de 40601TP3 T et réduire le poids de plus de 65TP3 T.
La géométrie de conception a également un impact direct sur les tolérances et le temps de la machine Chaque virage supplémentaire ajoute un cycle de presse plieuse, et demander ISO 2768-f au lieu de ISO 2768-m peut nécessiter une inspection secondaire ou Fraisage CNC passes, augmentant le coût 20050%. Les commandes Rush comportent un supplément de 20 01TP3 T sur les délais standard.
Minimiser le coût sans abaisser la fonction en appliquant des tolérances uniquement aux dimensions critiques Par défaut à ISO 2768-m et spécifier des valeurs plus serrées uniquement lorsque les surfaces d'accouplement ou les ajustements d'assemblage l'exigent Ce changement unique permet d'économiser 15-301TP3 T en coûts d'inspection et de reprise.
Prêt à obtenir un devis sur votre projet de fabrication de métal ? Le service de fabrication de tôle sur mesure de Le-creator fournit un délai d'exécution des devis de 24 heures avec commentaires DFM inclus.

Conception pour la fabrication. S'assurer que les composants en tôle nouveaux ou améliorés peuvent être fabriqués de manière rentable la première fois par la maison en tôle. Éviter la reprise permet d'économiser du temps et de l'argent.
La finition de la tôle protège contre la corrosion, améliore la résistance à l'usure et finalise l'apparence et la sensation de la pièce. Le choix de la finition idéale dépend des contraintes de métal de base, d'environnement et de coût.
| Finir | Épaisseur | Meilleur pour | Standard |
|---|---|---|---|
| Revêtement en poudre | 60 : 20 µm | Acier, Aluminium (exposition extérieure) | ASTM D3451 |
| Anodisation (Type II) | 5 µm | Aluminium seulement | MIL-A-8625 |
| Zinc Placage | 5 µm | Acier au carbone (intérieur/extérieur doux) | ASTM B633 |
| Passivation | Chimique (pas d'accumulation) | Acier inoxydable | ASTM A967 |
| Brossage/ Broyage | N/A (texture de surface) | Acier inoxydable, Aluminium (cosmétique) | — |
| Conversion du chromate | 0,251µm | Aluminium (conductivité électrique) | MIL-DTL-5541 |
Le revêtement en poudre est l'option de finition de tôle la plus populaire pour les pièces exposées aux intempéries Appliqué électrostatiquement et durci à 180200 °C, le revêtement forme une couche de 60 120 µm plus résistante que la peinture liquide Pour les composants en tôle, l'anodisation crée une couche d'oxyde qui fait partie du métal de base elle-même ne peut pas peel ou flake Le placage de zinc sur l'acier offre une protection sacrificielle contre la corrosion à faible coût, bien que la couche de 525 µm offre une durée de vie limitée dans les environnements de passivation du fer inoxydable des surfaces en acier et restaure la couche d'oxyde de chrome qui protège contre la corrosion.

La plupart des remaniements sur les projets de fabrication de tôles proviennent de cinq défis au stade de la conception Les éviter peut permettre d'économiser de l'argent et des délais.

Les cycles de production coûtent $5 par pièce, selon la taille et le style ; dans le volume du prototype, le coût se situe généralement entre $15 et $200+ chacun. Les facteurs clés qui affectent le coût incluent le type de matériau (l'acier inoxydable prend 3 à 5 fois plus de temps à usiner que l'acier au carbone par kilogramme), la forme (un nombre accru de coudes a ajouté un petit laps de temps à l'usinage), la classe de tolérance et la finition de surface. Le volume est bien sûr le plus important.
Habituellement, une augmentation de 10 x du volume entraîne une diminution de 50-701TP3 T du prix par unité, etc. Demandez des devis à plusieurs entreprises de fabrication différentes.
Oui, la découpe laser et le cintrage de presse plieuse CNC ne nécessitent aucun outillage dédié du tout, donc le prototypage de tôle pour les séries de prototypes de pièces 15. le temps d'exécution peut être n'importe où de 3 7 jours ouvrables pour les pièces plus simples. Cela place le prototypage bien avant l'estampage (et le temps d'approvisionnement), car un prototype de matrice monobloc peut coûter plus de $5 000 et peut prendre plusieurs semaines à produire.
Dans de nombreux cas, les fabricants accepteront les fichiers STEP, IGES ou DXF et peuvent même offrir un délai d'exécution d'une même semaine pour des géométries simples.
Vous recherchez des composants en tôle de précision avec des délais d'exécution rapides et une conception pour l'aide à la fabrication ?
Ce livre fait référence aux spécifications ISO et ASTM publiées, aux données industrielles de Precedence Research et de Grand View Research, ainsi qu'aux spécifications techniques acquises à partir des capacités d'emballage et d'expédition des fabricants Les règles DFM et les exemples d'empilement de tolérances sont représentatifs de ce qui est utilisé dans les ateliers de tôle de précision courants qui répondent aux besoins automobiles, aérospatiaux et électroniques Toutes les fourchettes de coûts sont dérivées des données de marché 2024-2025 ; les prix changeront en fonction de l'emplacement, du volume et de la disponibilité des matériaux.









