


Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.


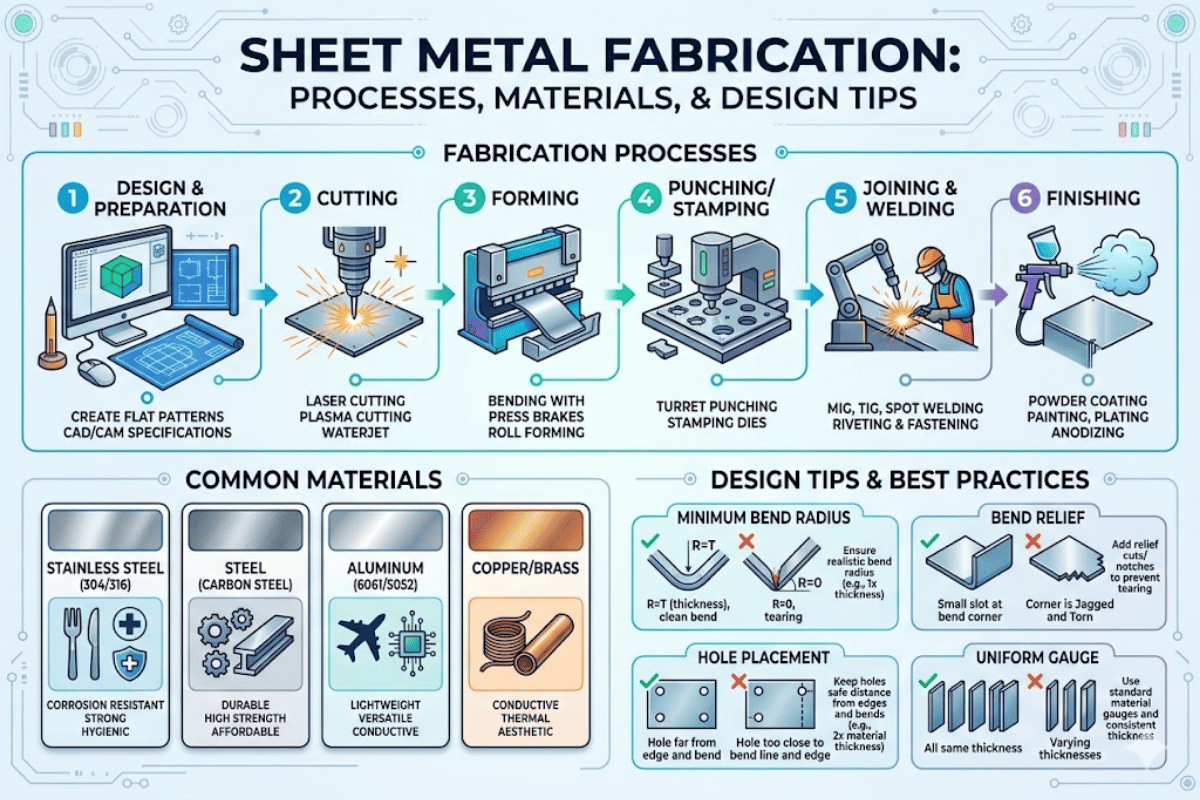
Fabricação de chapas metálicas: o guia do engenheiro para processos, materiais e design
| Espessura Típica | 0,5 mm 6,0 mm |
| Materiais Comuns | Alumínio (5052, 6061), Aço Inoxidável (304, 316L), Aço Carbono (SPCC), Cobre, Latão |
| Processos Chave | Corte a laser, dobra de freio de prensa, soldagem TIG/MIG, puncionamento CNC |
| Tolerâncias Padrão | ±0,05 mm (corte a laser), ±0,25 mm (curva única) de acordo com ISO 2768-mK |
| Prazo de execução típico | 5 15 dias úteis (protótipo para baixo volume) |
| Acabamentos Superficiais | Revestimento em pó, Anodização, Zinco Chapeamento, Escovação, Passivação |
A fabricação de chapas metálicas envolve pegar chapas planas de metal 0,5 mm a 6,0 mm (m3) e transformá-las em peças acabadas O estoque plano é cortado (perfilado), formado (dobrado, estampado, estirado) e montado (soldado, rebitado, fixado) no componente final Tem aplicações nas indústrias automotiva, aeroespacial, eletrônica e construção civil (em qualquer lugar, mas são necessários componentes de chapas metálicas fortes O tamanho global do mercado de serviços de fabricação de chapas metálicas foi avaliado em $22,32 bilhões em 2025 e está previsto para crescer a um CAGR de 4,551TP3 T entre 2025 e 2034 para atingir $33,31 bilhões.
Este guia de chapa metálica cobre os principais processos de fabricação, critérios de seleção de materiais, projeto para regras de capacidade de fabricação, fatores de custo e opções de acabamento que engenheiros e equipes de aquisição precisam para especificar corretamente as peças de chapa metálica personalizadas.

A fabricação de chapa metálica se destaca de outras opções de fabricação como um processo enxuto e de tolerância próxima que minimiza o desperdício de material. É rápido, preciso e eficiente em termos de materiais, adotado em automotivo, aeroespacial, eletrônica e construção. De acordo com Pesquisa Precedência, o mercado global de serviços de fabricação de chapas metálicas atingiu $22,32 bilhões em 2025 e deverá crescer a um CAGR de 4,55% para atingir $33,31 bilhões até 2034.
A fabricação de chapas metálicas geralmente usa estoque de 0,5 mm e 6,0 mm de espessura. Isso o torna diferente de outros processos de fabricação, como fundição ou usinagem CNC, que respectivamente fundem metal fundido em um molde ou material de máquina para baixo de um bloco grande.
A fabricação de chapas metálicas funciona com um amplo número de materiais não ferrosos e ferrosos, do alumínio ao titânio Cada fabricação de peças começa como material plano, que é cortado usando um perfil 2 D então transformado na forma final 3 D por uma combinação de dobra, estampagem ou desenho Várias folhas são unidas usando uma série de técnicas, incluindo fixadores, soldas ou rebites.

O que define o processo produz muito pouco desperdício é uma vantagem significativa onde os custos são impulsionados material de sucata Em adição à parte processos de fabricação aditiva diferente de chapa metálica reciclada peças fabricadas podem ser sem sofrer degradação da propriedade Precisão, velocidade e eficiência do material fazer fabricação de chapa metálica um grampo em indústrias de invólucros médicos para bandejas de bateria EV.
Cada processo de fabricação de chapa metálica se enquadra em uma das três categorias: cortar a chapa metálica para moldar, formá-la em uma geometria 3 D ou unir peças de chapa separadas usando soldagem ou fixadores mecânicos Sua escolha de processo determina a velocidade, tolerância e custo do item acabado.
| Método | Tolerância | Espessura Máx | Velocidade | Melhor Para |
|---|---|---|---|---|
| Corte Laser | ±0,05mm | 19 mm (aço) | 10 m/min | Perfis intrincados, bitola fina a média |
| Corte Plasma | ±0,5 mm | 38 100 mm | 2 m/min | Placa grossa, aço estrutural |
| Jato d'água | ±0,1mm | 300mm | 0.52 m/min | Materiais sensíveis ao calor, metais reflexivos |
| Cisalhamento | ±0,25mm | 6mm | Mais rápido (cortes retos) | Manchamento em linha reta, volume alto |
As operações de corte e dobra dominam a maioria dos trabalhos de fabricação de chapas metálicas Os perfis de corte a laser representam a maioria das peças de produção em oficinas de fabricação de chapas metálicas de precisão.
Após o corte, as chapas metálicas são elevadas em forma 3 D. Um freio de prensa é o processo de dobra de chapa metálica mais versátil: um conjunto de punção e matriz aplica força para formar chapa metálica, forçando-a em forma de V em um ângulo bem controlado A formação de rolo puxa uma chapa através de uma série de rolos para fazer formas de perfil contínuo como canais ou ângulos A estampagem é um processo de alto volume onde uma prensa de punção aciona uma peça em uma forma contra uma matriz fixa usando um conjunto progressivo de cavidades: as taxas de produção geralmente são superiores a 100 partes por minuto O desenho profundo puxa uma forma de folha através de uma ferramenta em forma de matriz: o estiramento mecânico empurra a folha em um produto oco em forma de copo ou caixa Os recheios, capuzes e caixas eletrônicas são componentes típicos de chapa metálica feitos por estampagem profunda.
Nota de Engenharia
Para a dobra de chapa metálica, o raio de curvatura mínimo varia de acordo com o material: usar 2 a espessura do estoque (2 T) com um aperto de 101TP3 T é um princípio orientador de boas práticas para alumínio; 0,8 T para aço macio e aço inoxidável (1,5 T-4 T, de grau e formato de peça).A dobra na direção do grão é uma consideração de segurança: uma curvatura não pode ser feita ao longo da direção do grão sem rachar As peças de liga de alumínio têm a maior necessidade de dobrar através do grão, o aço inoxidável o mais baixo A dobra do grão correrá o risco de rachadura, especialmente em ligas endurecidas.
A união de peças de chapa metálica em um conjunto é obtida com um amplo conjunto de técnicas de colagem As três mais comuns para metais são GMAW (Gas Metal Arc Welding, também conhecida como soldagem MIG), GTAW (Gas Tungsten Arc Welding, também conhecida como soldagem TIG) e Resistance Spot Welding GMAW é a abordagem mais rápida para aço carbono e ligas como alumínio: ele desenha um fio alimentado continuamente através de uma pistola blindada a gás, derretendo o fio na poça de solda GTAW faz soldas mais limpas e precisas, mas com taxas de alimentação mais baixas do que GMAW: ele insere um eletrodo de tungstênio na poça de solda A soldagem a ponto é um método de baixo calor onde duas folhas são pressionadas juntas em locais discretos e a resistência aquece as áreas entre as chapas Para juntas não permanentes, os fabricantes de metal usam rebites e fixadores mecânicos, como inserções PEM que permitem a desmontagem e o acesso ao serviço.
A escolha dos materiais de chapa metálica certos começa com três fatores: carga mecânica, ambiente operacional e custo Abaixo está um resumo das escolhas comuns para as propriedades mecânicas típicas que impactam a fabricação.
| Material /Grau | Resistência à tração | Densidade | Resistência à corrosão | Custo Relativo |
|---|---|---|---|---|
| Alumínio 5052-H32 | 228 MPa | 2,68g/cm³ | Excelente (salgado seguro) | $$ |
| Alumínio 6061-T6 | 310 MPa | 2,70g/cm³ | Bom | $$ |
| Aço Inoxidável 304 | 515 MPa | 7,93g/cm³ | Excelente | $$$ |
| Aço Inoxidável 316L | 485 MPa | 7,99g/cm³ | Superior (cloro resistente) | $$$$ |
| Aço Carbono SPCC | 270 MPa | 7,85g/cm³ | Baixo (requer revestimento) | $ |
| Cobre C110 | 220 MPa | 8,94g/cm³ | Bom | $$$$ |
| Latão C260 | 315 MPa | 8,53g/cm³ | Bom | $$$ |
O alumínio 5052 é um substituto resistente à corrosão para o aço macio em aplicações arquitetônicas e marítimas Quando maior resistência é um critério de projeto, 6061-T6 é o padrão Engenheiros que precisam usinagem alumínio para características de tolerância mais rígida pode combinar a formação de chapas metálicas com operações CNC secundárias.
Os aços inoxidáveis 304 e 316 L são resistentes à corrosão em muitas aplicações Para aplicações químicas ou maior resistência ao cloreto, o uso de 316 L oferece vantagens Ambos 304 e 316 L são adequados para a formação, e as ligas formadoras de folhas são frequentemente combinadas com secundárias Usinagem CNC. Peças aço inoxidável exigir furos usinados ou recursos roscados combina bem com uma abordagem de fabricação híbrida.
O aço carbono SPCC é o grau de chapa metálica de menor custo para ambientes fechados. Peças cobre servir aplicações térmicas e elétricas, enquanto componentes latão ofereça um equilíbrio entre usinabilidade e resistência à corrosão para usos decorativos ou de blindagem de RF.
Ao selecionar chapas metálicas, procure os certificados de teste de fresagem (MTC) do fornecedor Esses relatórios verificam a resistência real à tração, ductilidade e constituintes em seu lote, não apenas as especificações.

O projeto deficiente da chapa metálica é o único método o mais rápido para conduzir acima tanto o custo quanto o prazo de execução Seguir uma aproximação apropriada de DFM na fase do CAD elimina o retrabalho, a sucata, e a incapacidade encontrar tolerâncias do freio da imprensa e do corte do laser.
Cada curva deve ter um raio interno mínimo para evitar rachaduras nos cantos O raio mínimo tolerável depende do material (o material tolerável precisa de 2 vezes a espessura do material de canto (2 T) o aço macio precisa de 0,8 T, o aço inoxidável precisa de 1,5 T-4 T. Raios de curvatura excessivamente pequenos resultam em rachaduras superficiais no raio de curvatura externo se a direção do grão for contatada.
Comprimento mínimo do flange (comprimento mínimo do flange) O segmento plano entre a linha de curvatura e a borda da folha (sheet edge) deve ser pelo menos 2 vezes a espessura do material MAIS o raio de curvatura Os flanges curtos escorregarão para fora da matriz do freio de pressão durante a formação e produzirão ângulos inconsistentes.
Nota de Engenharia
Para uma chapa de aço inoxidável 304 de 2 mm com raio de curvatura de 3 mm: flange mínima = 2 × 2 mm + 3 mm = 7 mm. Folga furo a dobra = 2 × 2 mm + 3 mm = 7 mm. Coloque todas as características pelo menos a esta distância de qualquer linha de curvatura para evitar deformação.
Buracos, ranhuras e recortes localizados muito perto de uma linha de curvatura se deformarão durante o processo de conformação Como antes, 2 × a espessura do material mais o raio de curvatura é a distância mínima segura O tamanho do furo deve ser pelo menos igual à espessura do material (mínimo 1 T).As prensas de punção CNC farão furos menores, mas exigirão ferramentas personalizadas e configuração especial, adicionando custo significativo.
ISO 2768 define classes gerais de tolerância para peças de chapa metálica A maioria dos fabricantes padrão para ISO 2768-mK, onde “m” (médio) governa dimensões lineares e “K” (médio) governa tolerâncias geométricas como planicidade e perpendicularidade após flexão.
| Comprimento Nominal | Multar (f) | Médio (m) | Grosso (c) |
|---|---|---|---|
| 0,5 3 mm | ±0,05mm | ±0,1mm | ±0,2mm |
| 3 6 mm | ±0,05mm | ±0,1mm | ±0,3mm |
| 6 30 mm | ±0,1mm | ±0,2mm | ±0,5mm |
| 30 120 mm | ±0,15mm | ±0,3mm | ±0,8mm |
Outra área onde o custo é escondido é na tolerância de componentes multi-curvatura Cada curva adiciona cerca de 0,25 mm em incerteza dimensional Uma peça com quatro dobras tem uma tolerância posicional total acumulada de 1,0 mm. Onde características apertadas são necessárias em peças personalizadas, usinar para tolerâncias apertadas após formar a peça de chapa custa menos do que impor tolerâncias mais apertadas em toda a peça de metal Para protótipos complexos que exigem iteração rápida, serviços de prototipagem rápida pode validar suposições de DFM antes de se comprometer com ferramentas de produção.

O custo de fabricação de chapas metálicas depende de cinco fatores, Se você está encomendando peças de produção ou um único protótipo, controlar essas variáveis no estágio de projeto de chapas metálicas mantém o preço previsível.
| Motorista de custos | Faixa Típica | Impacto no Preço Unitário |
|---|---|---|
| Material | $215/kg (varia de acordo com o grau) | 300% de custo da peça |
| Corte | $8 150/h (laser) | 5 5% por parte |
| Dobrar | $60120/h (freio de pressão) | 10 parte 0% |
| Acabamento | 1TP0,50 5T00/parte | 5 5% por parte |
| Volume | Protótipo $20/parte, produção $54TP4T20, produção $5T4TP4T75/parte | 20× diferença de custo |
O volume de produção domina O diferencial de custo do prototipagem quantidades de produção excede em muito as diferenças de preço da matéria-prima O tempo de configuração em uma única peça é executado entre $50$200, enquanto em 1.000 unidades o custo é muitas vezes apenas $5$15 cada A mudança de aço inoxidável 316 L para alumínio 5052 pode reduzir o custo do material em 40 601TP3 T e o peso de corte em mais de 65%.
A geometria de projeto também tem um impacto direto nas tolerâncias e no tempo da máquina Cada curva adicional adiciona um ciclo de freio de prensa, e solicitar ISO 2768-f em vez de ISO 2768-m pode exigir inspeção secundária ou Fresagem CNC passes, aumentando o aumento de 50050TP3 T. Rush. As ordens carregam uma sobretaxa de 20 custo 20TP3T sobre os prazos de entrega padrão.
Minimize o custo sem diminuir a função aplicando tolerâncias apenas a dimensões críticas Padrão para ISO 2768-m e especifique valores mais apertados apenas onde as superfícies de acoplamento ou os ajustes de montagem exigirem Esta única alteração economiza 15-301TP3 T nos custos de inspeção e retrabalho.
Pronto para obter uma cotação sobre seu projeto de fabricação de metal? Serviço de fabricação de chapas metálicas personalizadas da Le-Creator fornece retorno de cotação de 24 horas com feedback DFM incluído.

Projeto para Manufacturability. Assegurando-se de que os componentes novos ou melhorados da chapa metálica possam ser feitos eficazmente em termos de custos a primeira vez pela casa fab da chapa metálica Evitando o retrabalho salvar o tempo e o dinheiro.
O acabamento de chapa metálica protege contra a corrosão, aumenta a resistência ao desgaste e finaliza a aparência da peça A escolha do acabamento ideal depende do metal base, do ambiente e das restrições de custo.
| Terminar | Espessura | Melhor Para | Padrão |
|---|---|---|---|
| Revestimento Pó | 60 µm | Aço, Alumínio (exposição exterior) | ASTM D3451 |
| Anodização (Tipo II) | 5 um | Apenas alumínio | MIL-A-8625 |
| Zinco Chapeamento | 5 um | Aço Carbono (interior/exterior suave) | ASTM B633 |
| Passivação | Químico (sem acúmulo) | Aço Inoxidável | ASTM A967 |
| Escovação/Moagem | N/A (textura superficial) | Aço Inoxidável, Alumínio (cosmético) | — |
| Conversão Cromato | 0,25 µm | Alumínio (condutividade elétrica) | MIL-DTL-5541 |
O revestimento em pó é a opção popular de acabamento de chapa metálica peças expostas ao clima Aplicado eletrostaticamente e curado a 180 °C, revestimento forma uma camada de 60 µm mais resistente do que a tinta líquida Para componentes de chapa metálica de alumínio, a anodização cria uma camada de óxido que faz parte do próprio metal base (não pode descascar ou flake) O revestimento de zinco em aço carbono fornece proteção contra corrosão sacrificial a baixo custo, embora a camada de 525 μm ofereça vida útil limitada em ambientes agressivos A passivação retira o ferro das superfícies de aço inoxidável e restaura a camada de óxido de cromo que protege contra a corrosão.

A maioria dos retrabalhos em projetos de fabricação de chapas metálicas se origina de cinco desafios no estágio de design Evitá-los pode economizar dinheiro e tempo de espera.

A produção corre o custo $5 parte $75, dependendo do tamanho e do estilo do protótipo; no volume do protótipo o custo é tipicamente entre $15 e $200+ cada Os fatores-chave que afetam o custo incluem o tipo de material (o aço inoxidável leva 3-5 vezes mais tempo para ser usinado que o aço carbono por quilograma), a forma (aumento do número de curvas adicionado uma pequena quantidade de tempo à usinagem), a classe de tolerância e o acabamento superficial O volume é, obviamente, o mais significativo.
Normalmente, um aumento de 10 x no volume resulta em uma diminuição de 50-701TP3 T no preço por unidade, etc. Solicite cotações de várias empresas de fabricação diferentes.
Sim, a prensa dobradeira a laser CNC não requer nenhuma ferramenta dedicada, portanto, a prototipagem de chapas metálicas permite execuções de protótipos de 1 peça. Turnaround time pode estar em qualquer lugar a partir de 3 7 dias úteis para peças mais simples Isso coloca a prototipagem bem à frente da estampagem (e do tempo de aquisição), pois uma matriz de protótipo de peça única pode custar $5.000+ e pode levar várias semanas para ser produzida.
Em muitos casos, os fabricantes aceitarão arquivos STEP, IGES ou DXF e podem até oferecer tempo de resposta na mesma semana para geometrias simples.
Procurando componentes de chapa metálica de precisão com prazos de entrega rápidos e design para assistência de fabricação?
Este livro faz referência às especificações ISO e ASTM publicadas, dados da indústria da Precedence Research e Grand View Research, bem como especificações técnicas adquiridas das capacidades de embalagem e envio dos fabricantes As regras DFM e os exemplos de empilhamento de tolerância são representativos do que é utilizado em oficinas comuns de chapas metálicas de precisão que fornecem necessidades automotivas, aeroespaciais e eletrônicas Todas as faixas de custos são derivadas de dados de mercado de 2024-2025; os preços mudarão dependendo da localização, volume e disponibilidade dos materiais.









