


Ondersteunende, professionele, klantgerichte service
Neem contact op met Lecreator Company
Van prototypes tot productie op volledige schaal, wij hebben u gedekt.


Wat ingenieurs en kopers moeten weten over CNC-freesdiensten
📐 Snelle specificaties CNC-frezen in één oogopslag
| Axis Range | 3-assig, 4-assig, 5-assig |
| Standaard Tolerantie | ±0,05 mm (ISO 2768-m) |
| Precisietolerantie | ±0,01 mm |
| Oppervlakte Afwerking | Ra 1,6-3,2 μm (gemachineerd) |
| Spindel Snelheid | 8.000-30.000 TPM |
| Materials | 50+ metalen en kunststoffen |
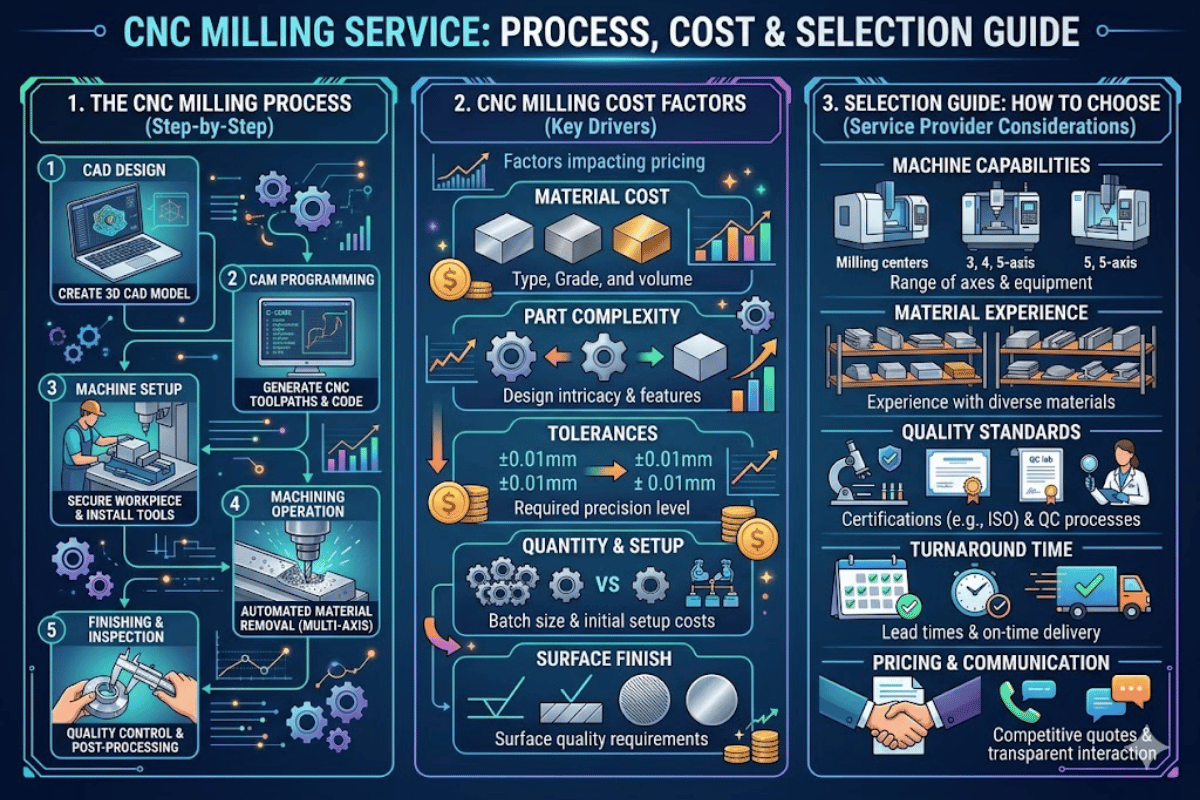
Het bepalen van uw ideale CNC-freesprovider gaat over veel meer dan valuta-naar-valuta (of dollar-naar-dollar).De kwaliteiten, doorlooptijd en kosten van onderdelen komen samen op meer dan de meeste ontwerpingenieurs beseffen, vooral voor het selecteren van het juiste aantal assen, materiaalkwaliteit of tolerantieklasse van uw kant. Tussen het genereren van gereedschapspaden en de eindinspectie bespreekt deze gids het CNC-bewerkingsproces, vergelijkt de kosten per regio en machine per machine, en biedt een real-world basislijn voor besluitvorming, zodat u kunt bestellen onder de zekerheid die u nodig heeft, in plaats van giswerk.
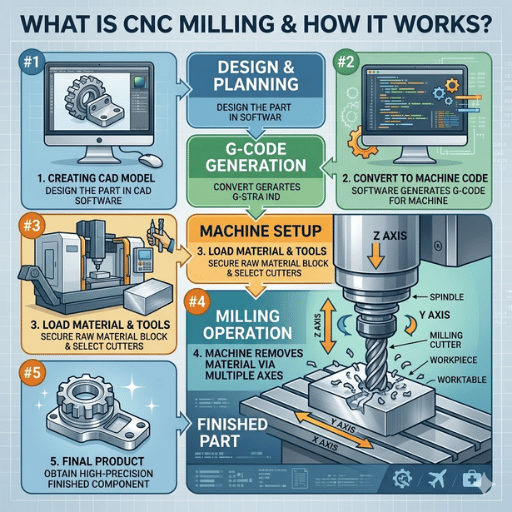
CNC frezen, een subtractief fabricageproces, omvat vele CNC-machinetypes en - technieken Omdat het ongewenst materiaal verwijdert via een roterend snijgereedschap om aangepaste onderdelen te genereren, instructies machinist gedurende het hele proces: van het kiezen van de snelheid van het gereedschap tot het regelen van waar elke snijbit zich verplaatst.
Het bewerkingsproces verloopt via drie belangrijke fasen:
Ontwerpfase-cad. Met behulp van native SolidWorks/Fusion 360 of neutrale formaten zoals IGES of STEP hangt de soepele werking van CNC-frezen af van nauwkeurig gedimensioneerde CAD-modellen. Onnauwkeurige CAD-modellen zijn als kapotte machines. Het resultaat is verloren uren na het nastreven van bewerkingstoleranties.
Toolpath Stage -W.C. Terwijl CNC-molens draaien op G-code bestanden (een reeks instructiesets die de precieze beweging van het gereedschap specificeren, inclusief wanneer het moet vertragen of stoppen) om aangepaste CNC-onderdelen te maken, is de primaire logica achter frezen een ervaren programmeur die tools selecteert, stepovers plant, voorbewerkings - en afwerkingscycli kiest en het gereedschapspad programmeert.
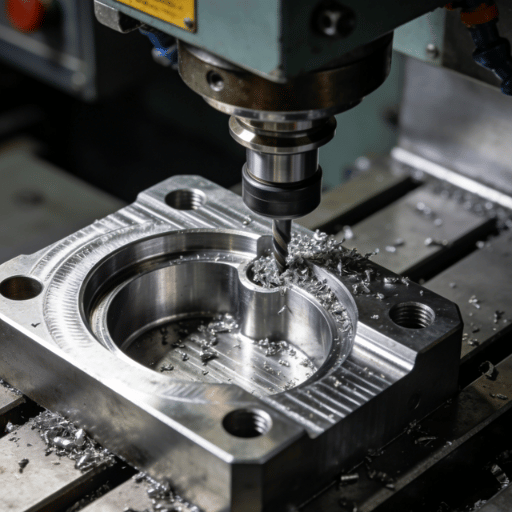
Uitvoering Fase-al-cnc-bewerking Harde machines boren, snijden en voeren precisiebewerking uit op ruwe voorraad Snijden (Vc) varieert afhankelijk van de samenstelling van het substraat: aluminiumlegeringen bij 200-400 m/min, koolstofstaal bij 80-150 m/min en titaniumlegeringen bij 30-70 m/min Dit wordt beperkt door de thermische stabiliteit van hardmetalen bewerkingsgereedschappen, zoals hardmetalen boren, die te snel gaan, zullen de inzetstukken eenvoudigweg verbranden en verslijten.
De huidige freescentra hebben spindelsnelheden van 8.000 tot 30.000 RPM en behouden positioneringsnauwkeurigheden van wel 0,005 mm in hoogwaardige toepassingen. Door de stijfheid van het machinelichaam, de precisie van de kogelschroeven en de snelle feedback van de besturing te combineren, kan een enkele CNC-machine herhaaldelijk identieke hoeveelheden van 1000 stuks van dezelfde onderdelen genereren.
Beantwoorden van de vragen; Hoeveel assen moet ik kiezen? Hoeveel onderdelen moet ik produceren? Welke tolerantieklasse is nodig? Hoe kan ik het beste doorlooptijd besparen? verandert een CNC-molen letterlijk in een echt instrument voor het maken van onderdelen. De implicaties van uw selectieproces worden rechtstreeks door oppervlakteafwerking, gereedschapsslijtage en cyclustijd verminderd.
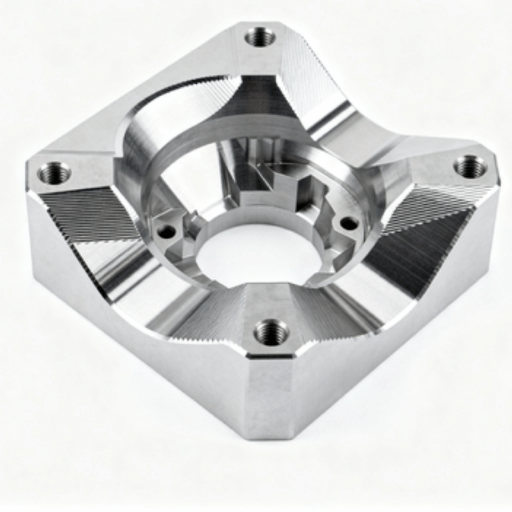
Meer assen op een CNC-machine betekent dat al het werk in één opstelling gebeurt. Voor de complexiteit geldt dat als je onbepaalde hoeken moet toevoegen of ondersnijdingen moet bereiken, hoe meer assen een CNC-molen heeft, hoe minder herinrichting 're-fixing' wordt. 'C-bewerkingstoepassingen' van lucht- en ruimtevaartbeugels tot medische behuizingen profiteren hiervan, en dus hoe meer geld u in het algemeen bespaart.
| Feature | 3-assig | 4-assig | 5-assig |
|---|---|---|---|
| Axes of Motion | X, Y, Z | X, Y, Z + A (rotatie) | X, Y, Z + A + B (rotatie) |
| Best For | Platte/prismatische onderdelen, beugels | Cilindrische kenmerken, noklobben | Turbinebladen, waaiers, medische implantaten |
| Typische Tolerantie | ±0,05 mm | ±0,03 mm | ±0,01 mm |
| Wijzigingen instellen | 3-6 per onderdeel | 1-3 per onderdeel | 0-1 per onderdeel |
| Relatieve Kosten | $35-55/uur | $50-90/uur | $75-250/uur |
| Typische Onderdelen | Behuizingen, platen, mallen | Assen, tandwielblanco's, armaturen | Lucht- en ruimtevaartbeugels, waaiers, chirurgische hulpmiddelen |
⚙️ Technische opmerking 3+2 geïndexeerd versus gelijktijdig 5-assig
Bij 3+2 (positionele) bewerking worden de twee draaiassen onder een vaste hoek gehouden, maar wordt er bewerkt met behulp van de drie lineaire assen, deze methode wordt gebruikt voor de meeste meervlaksonderdelen en is sneller in de programmeertijd Gelijktijdige 5-as verwijst naar de vijf assen die constant in beweging zijn tijdens de snede, ideaal voor gebeeldhouwde oppervlakken zoals turbinebladen of contouren voor botimplantaten waarbij voortdurend wisselende gereedschapsvectoren nodig zijn om het gereedschap raakvlak aan het oppervlak te houden.
Winkels met een hoog volume suggereren 5-assige onderdelen voor alle onderdelen met ondersnijdingen, samengestelde trekhoeken of extra functies die anders zouden kunnen worden bewerkt met meer dan 4 opstellingen op 3 assen. Voor uitgebreide informatie kunt u terecht op 5-assige CNC-bewerking voor complexe componenten.
belangrijkste punt om te onthouden: match bewegingsassen met vorm van onderdeel 3 as zal 60-70% van gemiddelde CNC bewerkte onderdelen doen, terwijl 5 assen betaalt het eigen manier op elk onderdeel dat zou moeten worden gedaan in meerdere opstellingen.
Materialen bepalen de bewerkingskosten, cyclustijd en functionele prestaties CNC-bewerkingsfaciliteiten houden over het algemeen een voorraad van ruim 50 vormen van metaal en kunststof aan, maar zes zijn goed voor bijna 80% van alle geplaatste CNC-frezen. De meest populaire worden hieronder samengevat.
| Materiaal | Treksterkte | Bewerkbaarheidsbeoordeling | Best For | Kostenniveau |
|---|---|---|---|---|
| Aluminium 6061-T6 | 310 MPa | 90% (uitstekend) | Behuizingen, beugels, prototypeonderdelen | $ |
| Aluminium 7075-T6 | 572 MPa | 70% | Structurele, spanningsrijke armaturen voor de lucht- en ruimtevaart | $$ |
| Roestvrij staal 304 | 515 MPa | 45% | Apparatuur van voedingskwaliteit, maritieme hardware | $$ |
| Roestvrij staal 316L | 485 MPa | 40% | Medische apparaten, chemische verwerking | $$$ |
| Titanium Ti-6Al-4V | 950 MPa | 22% | Lucht- en ruimtevaart, medische implantaten | $$$$ |
| Messing C360 | 340 MPa | 100% (referentie) | Connectoren, kleplichamen, fittingen | $$ |
| POM (Delrin) | 70 MPa | 95% | Tandwielen, bussen, wrijvingsarme geleidingen | $ |
| PEEK | 100 MPa | 55% | High-temp afdichtingen, halfgeleider armaturen | $$$$ |
Het is zinvol om bijna al CNC frezen op aluminiumlegeringen te doen (de 6061 vormde het grootste deel van het CNC-werk dat ik deed, omdat ze sneller zullen machinaal bewerken en consistent goede chipvorming zullen produceren ten opzichte van andere legeringen, en het gereedschap goedkoper is. Voor corrosiebestendige metalen onderdelen in bijvoorbeeld een maritieme of medische omgeving komt roestvrij staal 316L het meest voor, ondanks dat het ongeveer 2,5 keer langzamer is dan aluminium in de machine. Messing C360 is het criterium bewerkbaarheid (100%) en wordt onder meer gebruikt voor elektrische connectoren en sanitaire voorzieningen.
Aan de kunststofzijde vormen POM (Delrin) en PEEK de meeste goede kunststofbestellingen. POM-machines zo schoon als messing voor veel lagere kosten dan PEEK. PEEK kan continue temperaturen tot 250 graden Celsius verdragen. Het kan dus het enige plastic zijn als het bij hoge temperaturen in de lucht- en ruimtevaart en halfgeleiders wordt gebruikt.
⚙️ Technische opmerking Al 6061-T6 versus 7075-T6
6061-T6: 310 MPa treksterkte, goede lasbaarheid en zeer goede anodiseerrespons, standaard legering voor de meeste productie en prototype behuizingen.7075-T6:572 MPa (84% sterker) legering voor structurele componenten in de lucht - en ruimtevaart, niet betrouwbaar lasbaar en ongeveer 30-40% duurder per ruwe voorraad Standaard tot 6061, tenzij de mechanische belasting 7075 rechtvaardigt Lees de volledige machvergelijking in onze 6061 versus 7075 aluminium article.
Moeite met het kiezen van het juiste materiaal voor uw project?
De pagina's voor aluminium CNC bewerking en roestvrij staal CNC verspanen bij Le-creator zitten ze boordevol technische informatie voor elke klas.
Geleerde les: Gebruik Al 6061-T6 standaard voor zowel kosten als snelheid Gebruik roestvrij staal of titanium alleen als de toepassing absoluut corrosieweerstand, biocompatibiliteit of hoge treksterkte vereist.
Specificeren van tolerantieklassen en eisen voor oppervlakteafwerking
ze hebben allemaal een lineair effect op de bewerkingstijd en - kosten Overspecificeren van tolerantieklassen door één klasse resulteert in 30-50% duurder per onderdeel, onderspecificeren resulteert in montagestoringen De ISO 2768-tolerantieklassen kennen stelt u in staat om alleen te specificeren wat een onderdeel nodig heeft, en niet meer.
ISO 2768 Algemene toleranties (lineaire afmetingen)
| Dimension Range | Klasse f (boete) | Klasse m (medium) | Klasse c (grof) |
|---|---|---|---|
| 0,5-6 mm | ±0,05 mm | ±0,10 mm | ±0,20 mm |
| 6-30 mm | ±0,05 mm | ±0,10 mm | ±0,30 mm |
| 30-120 mm | ±0,10 mm | ±0,15 mm | ±0,50 mm |
| 120-400 mm | ±0,15 mm | ±0,20 mm | ±0,80 mm |
Referentiewaarden voor oppervlakteafwerking
| Afwerkingstype | Ra-waarde | Method |
|---|---|---|
| As-machined (standaard) | Ra 3,2 μm | Standaard CNC frezen |
| Fijn bewerkt | Ra 1,6 μm | Afwerkingspas, lager voer |
| Gepolijst | Ra 0,8 µm | Hand of machinaal polijsten |
| Mirror | Ra 0,4 μm | Meertraps lappen |
⚙️ Technische opmerking ISO 2768-m versus ISO 2768-f
(ISO 2768-m um medium.) Gemeenschappelijke tolerantieklasse in CNC-vervaardigde onderdelen Vereist de meeste niet-kritische afmetingen Gebruik (ISO 2768-f -fine.) alleen voor op elkaar aansluitende oppervlakken, lagerboringen of lokaliserende kenmerken.
Door verschillende tolerantieklassen op één te laten aansluiten, strak op de kritische dimensies en ontspannen op de minder kritische, blijven de kosten laag zonder dat dit ten koste gaat van de pasvorm.
DFM-tips voor tolerantie en functieontwerp:
Belangrijkste punt 68 altijd standaard volgens ISO 278-m en Ra 3,2 µm. Verscherp de toleranties oordeelkundig op paringskenmerken. 'Deken strakke toleranties zijn niet optimaal voor de onderdelenfunctie en kosten meer.

De kosten van CNC-frezen zijn afhankelijk van het machinetype, het materiaal, de gewenste tolerantie en de hoeveelheid. Zodra u begrijpt hoe de winkels prijzen werken, kunt u de kosten schatten voordat u een CAD-bestand uploadt en een snelle offerte afdwingt en identificeren wanneer u te veel in rekening wordt gebracht.
3-assig uurtarief
$35-55/uur
5-assig uurtarief
$75-250/uur
Kostenfactoren die CNC-freesprijzen aandrijven:
Regionale kostenvergelijking (CNC-bewerkingstijden per uur):
| Regio | 3-assig tarief | 5-assig tarief |
|---|---|---|
| China (Shenzhen/Dongguan) | $12-25/uur | $30-75/uur |
| Europa (Duitsland/VK) | $45-90/uur | $90-200/uur |
| Verenigde Staten | $35-150/uur | $75-250/uur |
💡 Pro Tip 5 manieren om de CNC-freeskosten te verlagen
Klaar om de exacte prijzen van uw kant te zien? Ontvang direct een offerte door uw CAD-bestand te uploaden.
Belangrijkste afhaalmaaltijd: Machinetijd domineert CNC-freeskosten Inkoop van het Chinese Shenzhen/Dongguan CNC-productiecluster kan de bewerkingssnelheden met 50-70% verlagen in vergelijking met Amerikaanse winkels zonder dat dit ten koste gaat van de kwaliteit wanneer de leverancier ISO 9001 in handen heeft en inspectie tijdens het proces uitvoert.

CNC frezen, CNC draaien, en 3D printen passen elk bij verschillende onderdeel geometrieën, volumes, en tolerantie eisen Kiezen van het verkeerde custom fabricage proces in de ontwerpfase dwingt kostbare re-engineering later Hier is hoe de drie processen zich verhouden op de factoren die het belangrijkst zijn voor ingenieurs en inkoopteams.
| Factor | CNC Frezen | CNC Draaien | 3D-printen (FDM/SLS) |
|---|---|---|---|
| Geometrie | Prismatisch, gepot, multi-face | Roterend/cilindrisch | Complex organisch, rooster, interne kanalen |
| Typische Tolerantie | ±0,01-0,05 mm | ±0,01-0,03 mm | ±0,10-0,30 mm |
| Beste Volume | 1-10.000 onderdelen | 1-100.000 onderdelen | 1-50 delen (prototyping) |
| Materials | 50+ metalen en kunststoffen | 40+ metalen en kunststoffen | 15-30 polymeren, beperkte metalen |
| Doorlooptijd (prototype) | 3-7 dagen | 3-7 dagen | 1-3 dagen |
| Oppervlakte Afwerking | Ra 0,8-3,2 μm | Ra 0,4-3,2 μm | Ra 6-15 µm (laaglijnen zichtbaar) |
✔ CNC-freesvoordelen
⚠️ CNC-freesbeperkingen
Merk op dat plaatwerk fabricage (buigen, stempelen, lasersnijden) vult een andere niche (dun-gauge behuizingen en beugels in 0.25 10 mm dik materiaal Wanneer een onderdeel bevat zowel het plaatwerk vormen (matrijs stempelen, laser-cut) en machinaal bewerkte functies, veel winkels zullen laser-cut de plano en vervolgens CNC frezen de precisie interfaces in een secundaire operatie.
Beslissingskader: CNC frees eventuele prismatische metalen onderdelen tot 0,05 mm of beter Uitbesteden CNC draaien voor assen, bussen, andere ronde delen. 3D print vroege prototypes in ABS of hars waarbij maatnauwkeurigheid niet zoveel uitmaakt als vormnauwkeurigheid Gebruik draad EDM bewerking voor onderdelen met dunne sleuven of R0,1 mm interne scherpe hoeken Voor een meer diepgaande vergelijking, zie onze CNC frezen vs CNC draaien guide.
Kernpunt: CNC molen niet-roterende metalen onderdelen van prototype tot middenvolume productie Wanneer u begint met het produceren van ronde onderdelen, overschakelen naar draaien, en wanneer u formulier wilt controleren, ga voor 3D-printen.
U kunt niet aannemen dat een online CNC-bewerkingsservice u dezelfde output, communicatie of doorlooptijd zal bieden als ons wereldwijde netwerk van fabrikanten van vertrouwde onderdelen. Het feit dat een machinewerkplaats autobeugels kan maken, betekent niet dat ze onderdelen van ruimtevaartkwaliteit kunnen gebruiken Gebruik de onderstaande checklist om online een CNC-bewerkingswerkplaats te doorlichten voordat u koopt.
✔ 8-punts checklist voor evaluatie van leveranciers
⚠️ Rode vlaggen bij het evalueren van een CNC-freesaanbieder
Le-creator exploiteert één enkele winkel in Shenzhen met meer dan 80 CNC (3-5 assen), ISO 9001 gecertificeerde machines, interne CMM-inspectie en 98% first-pass opbrengst op 17 jaar productie Om de implicaties voor uw aandeel te zien, bekijk uit De CNC-bewerkingsmogelijkheden van Le-Creator of bezoek de CNC-bewerkingsservice overzicht.
Belangrijk punt op hoog niveau: certificering en DFM-feedbackkwaliteit en interne inspectie vertellen u meer over de CNC-freeskwaliteit dan alleen maar prijzen. Machinebezit is een zorgwerk dat aan een derde partij wordt uitbesteed en dat niet aan dezelfde toleranties kan worden gehouden als in-house werk.
Typische 3-assige CNC-freessnelheid: 35-55 USD/uur (VS), $12-25/uur (China). 5-assige prijzen voor binnenlandse aanbieders variëren van 75-250 USD/uur. per onderdeel kosten heeft andere variabelen: materiaal, tolerantie, batchgrootte, enz.
CNC freesgereedschap blijft stationair en het werk wordt gedraaid om prismatische vormen, zakken, en sleuven te creëren CNC draaien maakt gebruik van een vast snijgereedschap terwijl het werk eromheen draait; deze methode is beter voor onderdelen die volledig cilindrisch zijn, zoals pennen, bussen, en assen Complexe geometrieën vereisen vaak frezen en draaien gebruikt in volgorde om een onderdeel af te werken.
CNC-bewerkingsmaterialen omvatten aluminium (6061, 7075), roestvrij staal (304, 316L), koper, messing, kunststoffen zoals POM (Delrin), PEEK, nylon en andere in meer dan 50 variëteiten Materiaalkeuze wordt gedreven door kosten, functionele sterkte en corrosieweerstand.
Huidige CNC freesafmetingen toleranties: 0,05 mm (standaard, ISO 2768-m) Gekalibreerde apparatuur bereikt 0,01 mm toleranties Verhoogde tolerantieniveaus kunnen 30-50% duurder zijn; pas precisietoleranties alleen toe op bijpassende oppervlakken.
Rapid prototyping bestellingen (1-10 onderdelen) gemiddeld 3-7 werkdagen te vervaardigen Tot 1.000 onderdelen voor productie assemblage kan kosten 10-20 werkdagen om te engineeren Prototype is doel ontwerp specificatie; productie is het eindproduct Versnelde service kan prototype tijd terugbrengen tot 1-3 dagen bij een 30-50% premie Veel kwaliteit CNC aanbieders bieden snel-draai onderdelen programma's voor dringende bestellingen.
CNC 5-assen kunnen complexe 3D-vormen genereren, waaronder geschulpte surfs, ondersnijdingen en hoeken in één treffer Complexe onderdelen zoals turbinebladen, cosmetische omhulsels en medische implantaten gebruiken gewoonlijk gelijktijdige 5-assen. Voor interne volumes kan 3D-printen of EDM het probleem oplossen, aangezien het 5-assig frezen van de opstelling niet in het onderdeel kan reiken.
Gebruik standaardtoleranties (ISO 2768-m) voor niet-kritische afmetingen Selecteer aluminium (kosten, bewerkbaarheid) boven staal of titanium Vervang 5-assen door 3-assen onderdelen door ondersneden gebieden te vermijden en gebruik CNC-bewerkingsontwerpkenmerken, zoals ronde randen of horizontale vormen. Groepeer soortgelijke onderdelen in bulkbestellingen om de kosten van de CNC-opstellingstijd over te slaan. Schakel cosmetische oppervlakken afwerkingen toe, pas Ra 3,2 µm (ruw bewerkt) toe. De oppervlaktekwaliteit is goed voor onderdelen die in andere assemblages passen.
Dien CAD-bestand in en ontvang direct een offerte Le-creator maakt prototypeonderdeel in slechts 3 dagen met een nauwkeurigheid van 0,01 mm met behulp van 80+ CNC-machines in onze fabriek in Shenzhen, China.
Het team achter deze analyse
Deze CNC freesstrategieën gids is ontwikkeld door Le-creator engineering Department (Le-creator Technology Co. Ltd.), waarbij 80+ CNC-molens worden gecombineerd, waaronder 3-assen, 4-assen, 5-assen (uit één enkele Shenzhen-faciliteit Le-creator geeft meer dan 10 jaar CNC-projecten weer, assembleer en test ervaring, meer dan 95% eerste poging succespercentage; procesingenieurs en technische schrijvers hebben deze gids gemodelleerd met behulp van daadwerkelijke gegevens op de werkvloer en representatieve projectresultaten ten behoeve van fabrikanten die onderzoek doen naar potentiële fabrikanten voor CNC-projectoffertes.









