


Ondersteunende, professionele, klantgerichte service
Neem contact op met Lecreator Company
Van prototypes tot productie op volledige schaal, wij hebben u gedekt.


Er wordt gezegd dat bij de fabricage en het ontwerp de details van het grootste belang zijn als men effectieve resultaten wil bereiken Een van deze details die maar al te vaak genegeerd worden zijn de interne hoekstralen en hun effect op de toegang tot het gereedschap tijdens de bewerking Deze overwegingen hebben niet alleen invloed op de productiehaalbaarheid van het onderdeel maar ook op de levensduur, prijs en algehele kwaliteit ervan. De huidige post gaat de immens belangrijke functie van interne hoekstralen in ontwerp en fabricage onderzoeken, waarbij de belangrijkste punten voor het optimaliseren van de toegang tot gereedschap worden onthuld zonder dat dit ten koste gaat van de integriteit van de constructie Als u een ervaren ingenieur of een ontwerper bent die net begint, kunt u praktische inzichten uit dit artikel opdoen die u zullen helpen om de precisie van uw ontwerp en de efficiëntie van uw productie te verhogen.
Interne hoekstralen geven de gladde afgeronde randen aan die het ontmoetingspunt vormen van twee oppervlakken in een onderdeel. Hun betekenis is echter meer dan alleen esthetisch, aangezien ze feitelijk een noodzakelijk onderdeel zijn bij het ontwerp en de productie, omdat ze de toegang voor de gereedschappen bij het bewerken vergemakkelijken, de spanningsconcentratie verlagen en ten slotte de sterkte van het onderdeel vergroten. Het imposante probleem van scherpe interne hoeken leidt dus tot de moeilijkheden van de productie en de mogelijke zwakte van de structuur, waardoor het dienovereenkomstig op te nemen radiidictaat deze risico's aanzienlijk vermindert Ontwerpers zullen moeten controleren of de stralen in lijn zijn met de gereedschappen en processen die worden gebruikt om functionele en produceerbare producten met optimale resultaten te hebben.
Interne hoekstralen zijn de afstanden of bogen die worden gebruikt om een vloeiende overgang te creëren of de hoeken af te ronden waar twee binnenoppervlakken van een onderdeel of een ontwerp samenkomen De scherpe hoek wordt vermeden en in plaats daarvan worden de hoeken afgerond tot een straal die een vloeiende overgang geeft van de oppervlakken die samenkomen Dit gebeurt meestal door het aanbrengen van een bepaalde boog of curve tijdens de ontwerpfase Interne hoekstralen zijn erg belangrijk in de techniek en productie omdat ze helpen bij het gelijkmatig spreiden van de spanningen, waardoor een kleinere kans ontstaat dat het materiaal breekt en het onderdeel dus over het algemeen duurzamer wordt. Ook houden ze rekening met de fysieke beperkingen van de gebruikte bewerkingsgereedschappen, bijvoorbeeld eindmolens die een vaste snijdiameter hebben en geen oneindig scherpe functionele hoek kunnen maken.
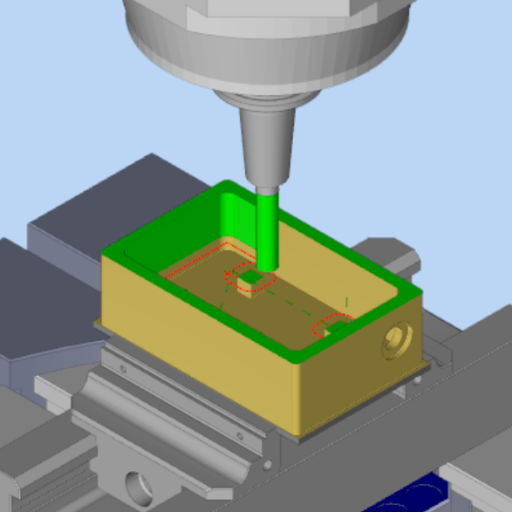
CNC-bewerking vereist het gebruik van de juiste hoekstralen, die het proces en de uitkomst van de gemaakte onderdelen aanzienlijk beïnvloeden, zowel wat betreft maakbaarheid als functionaliteit. Fabrikanten kunnen de slijtage van het gereedschap aanzienlijk verminderen, de bewerkingsefficiëntie vergroten en betere oppervlakteafwerkingen krijgen door de juiste stralen aan te nemen. Bovendien maakt het verhogen van de interne hoeken ze minder diep, wat betekent dat het risico op spanningsconcentratie lager is en dat de onderdelen dus minder snel barsten of bezwijken onder belasting. Bovendien resulteren grotere stralen in hoge snijsnelheden en verminderen ze de kans op breuk van het gereedschap, omdat de mechanische spanningen op de bewerkingsgereedschappen lager zijn. De juiste hoekstralen zijn een must als men een perfect evenwicht wil bereiken tussen sterke constructies, lage productiekosten en een lange levensduur van het gereedschap.
Scherpe interne hoeken in machinaal bewerkte onderdelen gaan gepaard met veel uitdagingen Ten eerste fungeren ze als spanningsverhogers en maken het daardoor zeer waarschijnlijk dat het materiaal onder de belasting zal bezwijken. Dit leidt onvermijdelijk tot scheuren, een korte levensduur van vermoeiing en een zwakke structuur. Ten tweede is het maken van zeer scherpe hoeken niet alleen moeilijk maar ook inefficiënt omdat het meer kost om het snijgereedschap te dragen en het risico op breuk vergroot. Zo stijgen de productiekosten in termen van langzamere bewerkingstijden, frequente gereedschapswisselingen en extra afwerkingswerkzaamheden. Ten slotte vertonen de technische materialen een kortere levensduur, vooral metalen, wanneer ze scherpe hoeken hebben omdat de spanningen op die punten geconcentreerd zijn. Al deze redenen maken het noodzakelijk om de juiste filets of afgeronde bewerkingshoeken in de ontwerp te laten verwerken, waardoor de algehele efficiëntie wordt verbeterd en de efficiëntie wordt verbeterd.
Gebruik voldoende filetradii: Zorg ervoor dat de interne hoeken voldoende straal hebben om de spanning die zich daar verzamelt te verminderen en ook om het materiaal langer mee te laten gaan Een gebruikelijke aanbeveling is om een filetradius te hebben die niet minder dan een derde van de dikte van de muur bedraagt.
Overweeg productiebeperkingen: Productieprocessen moeten worden toegepast op het hoekontwerp om slijtage van het gereedschap te minimaliseren en de efficiëntie van machinaal bewerkte onderdelen of productieproces te vergroten.
Vermijd scherpe randen: Randen moeten afgerond zijn in plaats van scherp om het onderdeel te versterken, de productietijd te verkorten en tegelijkertijd uitval te voorkomen.
Balansfunctionaliteit en kosten: Het is raadzaam om rekening te houden met de ontwerpen die de hoogste prestaties leveren en toch redelijke productiekosten hebben vanwege de eenvoud van het ontwerp.
Wanneer u deze praktijken implementeert, bent u verzekerd van interne hoeken die een betere sterkte hebben, gemakkelijker te produceren en ook zuiniger zijn.
Minimale straalgrootte: Houd een minimale straal van ten minste een derde van de dikte van het onderdeel om geen spanningsconcentraties te hebben en de juiste stroming van het materiaal tijdens de productie te garanderen.
Compatibiliteit van gereedschap: Het is noodzakelijk dat de geselecteerde straalgrootte compatibel is met de standaardgereedschappen om het productieproces soepel te houden en daarmee de kosten te verlagen.
Consistente stralen: Breng consistent dezelfde stralen aan in het ontwerp, omdat dit het productieproces vereenvoudigt en tegelijkertijd de structurele integriteit vergroot.
Materiaal Type: Houd rekening met de materiaaleigenschappen zoals hardheid en flexibiliteit, aangezien verschillende materialen verschillende straalafmetingen nodig kunnen hebben om scheuren of vervorming te voorkomen.
Volgens deze regels zullen interne hoeksecties de voordelen krijgen van verbeterde prestaties, betere maakbaarheid en langere levensduur.
De vraag die het vaakst opkomt wanneer de interne hoekstralen worden geoptimaliseerd voor CNC-bewerking is: “Wat zou de meest effectieve en radiusgrootte zijn om zowel nauwkeurig als kostenefficiënt snijden te verkrijgen? De meest geschikte radiusgrootte wordt beïnvloed door verschillende factoren, zoals de diameter van het snijgereedschap, het materiaal en het afwerkingstype. Over het algemeen zijn grote stralen degene die de meeste toepassingen kiezen omdat ze het gebruik van standaard gereedschapsdiameters ondersteunen, de bewerkingstijd verkorten en de slijtage van het gereedschap verlagen, wat uiteindelijk resulteert in goedkopere productie. Een straal van 3-6 mm is bijvoorbeeld het gebruikelijke maatbereik voor veel industriële toepassingen, omdat het mogelijk maakt om de juiste mix te krijgen tussen precisie, waardoor de prestaties van de machinaal geoptimaliseerde gereedschappen effectief worden verminderd. Maar niet alleen kleinere complexiteit, kleinere stralen kunnen worden gebruikt.
De juiste straalafmeting wordt bepaald door de specifieke behoeften van de toepassing Over het algemeen wordt een grote straal gebruikt om de spanningsconcentratie te verminderen en de levensduur van het onderdeel te verbeteren Kleinere stralen kunnen daarentegen de mogelijkheid van onnauwkeurigheden in gedetailleerde kenmerken elimineren; ze kunnen echter ook grotere productie-uitdagingen en dus kosten met zich meebrengen. Om de beste oplossing te vinden, moet u rekening houden met de materiaal-, functionele vereisten en maattoleranties. Indien van toepassing, raadpleeg dan industriestandaarden of werk samen met productie-experts om tot een straalgrootte te komen die perfect past bij zowel de prestaties als de kostenefficiëntie.

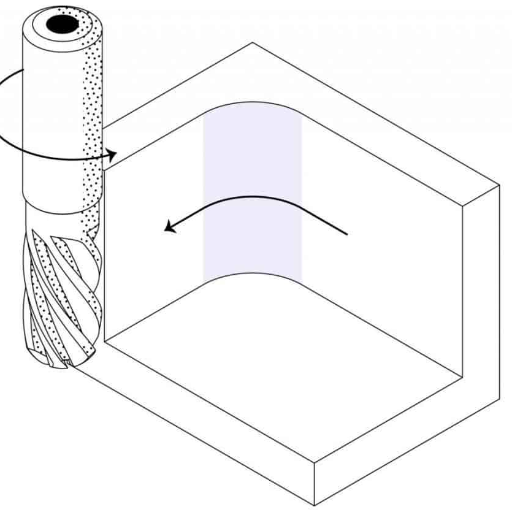
De toegang tot het gereedschap is een zeer belangrijke factor in het proces van het definiëren van de interne hoekstralen, omdat het een directe impact heeft op de maakbaarheid van een ontwerp. Het gebrek aan toegang tot het gereedschap kan uiteindelijk bewerkingsbeperkingen, stijgende kosten of het gebruik van gespecialiseerd gereedschap met zich meebrengen. Normaal gesproken, wanneer de hoekstralen groter zijn, is het voor de standaard snijgereedschappen gemakkelijker om eraan te werken, waardoor de bewerkingen soepeler worden en de slijtage van de apparatuur wordt verminderd. Aan de andere kant zullen de strakkere hoeken meestal het gebruik van kleinere en minder stevige gereedschappen noodzakelijk maken, wat op zijn beurt zal resulteren in een langere bewerkingstijd en een grotere kans op gereedschapsbreuk. Om de toegang tot gereedschappen te vergemakkelijken, moeten de ontwerpers niet alleen rekening houden met de gemeenschappelijke en de stralen, maar ook de meest voorkomende gereedschapsuitstralen zouden ze moeten samenvallen.
De keuze van de gereedschapsgrootte is een belangrijke factor bij het bewerken van hoeken die de hele proceskwaliteit en efficiëntie bepalen, als het gaat om het bewerken met grote stralen, zijn de grotere gereedschappen bijna altijd de eerste keuze. Ze kunnen het proces gemakkelijk stabieler en sneller maken in termen van materiaalreductie. Als de straal echter klein is of er behoefte is aan een complex ontwerp, dan is het gebruik van kleine gereedschappen een must om de nauwkeurigheid te behouden en niet verder te gaan dan de grenzen van materiaalverwijdering. De machinisten zijn altijd op zoek naar de meest efficiënte methoden om gereedschapsgrootte en snijsnelheid te combineren, wat een voortdurende interesse toont in de optimalisatie van de relatie tussen het gereedschap en de hoekcompatibiliteit. De juiste gereedschapsgrootte voor de gegeven vorm kan de fabrikanten helpen hun bedrijfskosten te verlagen, waardoor het gereedschap beter wordt gesimuleerd en het gereedschapsoppervlak worden gemaakt.
Bij de bewerking zou het ideale scenario zijn om helemaal geen barrières te hebben, wat betekent dat de gereedschappen direct beschikbaar zouden zijn en het hele proces zeer efficiënt zou zijn, De ruimtes tussen de onderdelen zouden zo moeten worden ingericht dat er geen gereedschap verplaatst hoeft te worden voor een herpositionering alleen maar om op de kritieke plek te komen. De toegankelijkheid in ingewikkelde vormen kan aanzienlijk worden verbeterd door het gebruik van gereedschap met groter bereik of onder een hoek staande gereedschapshouders. Bovendien kunnen de mogelijke problemen worden gedetecteerd met behulp van CAD-simulaties, zelfs vóór de daadwerkelijke bewerking, en kunnen de noodzakelijke wijzigingen aan de snijpaden worden aangebracht voor een betere toegang. Een goede klemming van de werkstukken, samen met de juiste positionering, zal de toegankelijkheid en nauwkeurigheid verder verbeteren.
Gereedschapsbreuk: De snijgereedschappen kunnen versleten raken of voortijdig breken als gevolg van de verhoogde spanning veroorzaakt door de scherpe hoeken in de interne hoeken.
Slechte oppervlakteafwerking: In krappe hoeken is een gladde afwerking meestal moeilijk te bereiken, omdat het gereedschap niet optimaal kan worden gebruikt en de toegang beperkt is.
Materiaalopbouw: Het bewerkingsproces kan worden beïnvloed door de ophoping van spanen en vuil in de scherpe hoeken en daarom kunnen onnauwkeurigheden ontstaan.
Verminderde levensduur van het gereedschap: De effectieve levensduur van het gereedschap wordt verkort omdat de slijtage van het gereedschap snel optreedt in gebieden met strakke en precieze hoeken.
Bewerkingstijd: De scherpe interne hoeken zijn behoorlijk ingewikkeld en daarom wordt de bewerkingstijd aanzienlijk verlengd vanwege de noodzaak om lagere snelheden te gebruiken en verschillende passages met het gereedschap te maken.
De volgende methoden kunnen worden overwogen om het bewerkingsproces voor interne hoekstralen te verfijnen
Groter hoekradiusontwerp: Selecteer grotere hoekstralen in de ontwerpfase om de spanningsconcentraties en gereedschapslijtage te verlagen, waardoor machinaal bewerken eenvoudiger wordt.
Professioneel gereedschap: Maak gebruik van specifiek ontworpen gereedschappen zoals eindmolens met hoekradius of op maat gemaakte frezen voor nauwkeurige en efficiënte bewerking van ingewikkelde hoeken.
Aanpassing van bewerkingsparameters: Aan te brengen wijzigingen in het voer en de snelheid volgens de materiaal - en gereedschapsspecificaties; het doel is om overmatige trillingen en slijtage te elimineren.
Toepassing van uiterst nauwkeurige machines: Maak gebruik van up-to-date CNC-machines en hun geavanceerde vaardigheden voor het bereiken van strakkere toleranties en kwaliteit van oppervlakteafwerkingen.
Onderhoud en inspectie: Zorg ervoor dat de gereedschappen en machines regelmatig worden onderhouden, zodat hun prestaties ononderbroken blijven en de mogelijkheid van verstoringen als gevolg van slijtage of defecten tot een minimum wordt beperkt.
De toepassing van deze praktijken kan leiden tot aanzienlijke verbeteringen in de efficiëntie, nauwkeurigheid en kosten van het bewerkingsproces van de interne hoekstralen.
De interne hoeken efficiënte bewerking combineert de reeds gevestigde best practices samen met de meest up-to-date tools om de beste resultaten te krijgen Verder zijn er meer technieken toe te passen
Adaptieve gereedschapspaden gebruiken: Het gebruik van adaptieve gereedschapspaden in CAM-software kan resulteren in een opmerkelijke vermindering van de slijtage van het gereedschap en een toename van de bewerkingstijd. De paden zijn zo gemaakt dat de snijbewegingen volledig zijn geoptimaliseerd, de verwijdering van het materiaal constant blijft en zo scherpe richtingsveranderingen worden vermeden die spanning op de gereedschappen kunnen uitoefenen.
Juiste gereedschapsselectie: De keuze van gereedschappen met de juiste geometrieën zoals stierenneus-eindmolens of gereedschappen met een kleine hoekradius zorgt ervoor dat er een hoge mate van nauwkeurigheid is in interne hoeken. Deze gereedschappen verminderen niet alleen het risico op oversnijden, maar door ook de ontwikkeling van de uiteindelijke afwerkingskwaliteit mogelijk te maken, helpen ze deze te verbeteren.
Gereedschapspadsimulatie: Het uitvoeren van een volledige simulatie van het gereedschapspad voorafgaand aan de bewerking kan helpen mogelijke problemen zoals botsingen, inefficiënties of gebieden die problematisch zijn in de hoeken aan het licht te brengen, waardoor de noodzakelijke aanpassingen mogelijk worden gemaakt om de productiesnelheid te verhogen.
Instellingen voor materialen: Pas de toevoersnelheden, spilsnelheden en snijdieptes aan het specifieke materiaal dat wordt bewerkt aan. Voor zachtere materialen zoals aluminium kunnen bijvoorbeeld andere tactieken nodig zijn dan hardere metalen zoals titanium.
Minimalisatie van warmte en trillingen: Door het koelmiddel goed aan te brengen kan men de snijtemperaturen regelen en zo doorbuiging van gereedschap voorkomen en de hoeknauwkeurigheid verbeteren, het elimineren van trillingen resulteert in betere maattoleranties en oppervlakteafwerkingen.
Door de integratie van deze geavanceerde technieken met hoogwaardige apparatuur en regelmatige procesanalyse kunnen machinisten opmerkelijke efficiëntie en nauwkeurigheid bereiken bij het creëren van interne hoeken.
De materialen die worden gebruikt voor het beheer van interne hoekstralen moeten worden gerangschikt op basis van hun kenmerken en de vereisten van het bewerkingsproces. De selectie van materialen moet worden gedaan op basis van hun sterkte en hardheid, zodat ze bestand zijn tegen de vervorming die kan optreden tijdens de bewerking. Als het materiaal zacht is zoals aluminium, dan moet er goed worden geklemd om te voorkomen dat het materiaal beweegt vanwege de snijkrachten. Bovendien is het verstandig om materialen te gebruiken die uniforme korrelstructuren hebben met als doel gladdere oppervlakteafwerkingen te verkrijgen.
Niettemin zijn een goede opslag en behandeling erg belangrijk, omdat ze de kans dat het werkstuk vervuild of beschadigd raakt tot een minimum beperken. Daarnaast kunnen barrières worden gebruikt om materialen droog en schoon te houden en kan het aantal keren dat er met de handling kan worden gewerkt worden beperkt tot een mate waarin er geen oppervlaktedefecten ontstaan. Door materiaalselectie- en handlingmethoden af te stemmen op bewerkingsdoelen, verbetert u niet alleen de precisie, maar ook de totale productiviteit.
Thermische expansie is een belangrijke factor in de nauwkeurigheid van de bewerking en structurele integriteit Het gebruik van materialen met lage thermische uitzettingscoëfficiënten zoals specifieke legeringen of composieten ontworpen voor thermische veranderingen kan dit effect verminderen Bovendien zal het beheer van de temperaturen in de omgeving ook helpen om de temperatuurvariaties te verlagen Koelmethoden zoals precisie-koelmiddelsystemen of thermische beheertechnieken kunnen worden gebruikt om de vervorming veroorzaakt door temperatuurveranderingen te verminderen. Gezien het probleem van thermische uitzetting zal dit leiden tot nauwkeurigere en betrouwbaardere bewerkingsbewerkingen.

Het ontwerp van de hoekradius is een cruciaal aspect voor de prestaties en levensduur van CNC-bewerkte onderdelen Goed ontworpen hoekradii kunnen helpen bij het verminderen van de spanningsconcentraties en minder materiaal zou gevoelig zijn voor vermoeidheid of zelfs breuk Het ontwerp van de hoekradius heeft een aanzienlijk effect in het geval van toepassingen met hoge spanning, zoals ruimtevaartcomponenten, medische apparaten en auto-onderdelen waarbij betrouwbaarheid en precisie voorop staan. Bovendien zullen ze, als de stralen in hoeken groter zijn, ook een factor zijn die bijdraagt aan het verlengen van de levensduur van het gereedschap, omdat ze minder aan de snijkanten zullen slijten, resulteren in soepelere bewerkingsprocessen en betere oppervlakteafwerkingen en algehele productkwaliteit.
Hoekstralen moeten worden gekozen op basis van de kenmerken van het materiaal bij het ontwerpen met metalen, kunststoffen of composieten. Normaal gesproken worden grotere stralen aanbevolen voor metalen vanwege het feit dat ze helpen bij het verminderen van het optreden van spanningsconcentraties, wat op zijn beurt kan leiden tot barsten of vervorming bij belasting. Onder andere wordt het plastic gewoonlijk gemakkelijker gehanteerd bij het sinteren en kan het dus worden gebruikt voor kleinere stralen, hoewel het voorkomen van kromtrekken of het aantasten van de sterkte aan de scherpe randen moet worden overwogen. Afhankelijk van het composiettype kunnen de stralen worden gewijzigd om een goede verdeling van spanning te bieden en tegelijkertijd vezelbreuk of delaminatie in het laminaat te voorkomen. Het is essentieel om de volgende specifieke sterkte en veilige volgorde te begrijpen.
De implementatie van geavanceerde methoden voor het bewerken van hoekradiussen heeft geresulteerd in een opmerkelijke toename van de efficiëntie, nauwkeurigheid en prestaties van het materiaal. Hogesnelheids-CNC-bewerking die samen met adaptieve gereedschapspadstrategieën wordt gebruikt, is een opmerkelijke nieuwe ontwikkeling. Chef-koks en fabrieken kunnen nog steeds duidelijke overgangen maken op de hoeken, wat resulteert in een vermindering van de slijtage van gereedschappen en ook de kwaliteit van het oppervlak blijft constant. Bovendien heeft de combinatie van de meerassige bewerking het mogelijk gemaakt om ingewikkelder vormen te hanteren waarbij divers materiaal optimaal wordt geproduceerd zonder dat dit ten koste gaat van de sterkte van het product.
Bovendien zijn de hightech simulatie- en modelleringssoftware zeer essentieel in het planningsproces van de hoekstralen. Dit zijn de tools die de toekomstige spanningspunten aangeven en de ingenieurs in staat stellen de ontwerpen aan te passen vóór de start van het productieproces, waardoor de kans op defecten wordt verkleind en de gelijkmatig verdeelde spanning wordt gegarandeerd. De fabrikanten blijven door de nauwkeurige bewerkingshardware, slimme software en de kennis van het specifieke materiaal dat samen wordt gebruikt de grenzen verleggen van wat haalbaar is in de hedendaagse bewerkingsmethoden en zijn zeer effectief in het overwinnen van uitdagingen zoals vermindering van vervorming, gereedschapskletsel en warmteopbouw tijdens de bewerkingsprocessen.
Precisiebewerking van de interne hoeken in componenten van titaniumlegeringen was een vereiste van een topluchtvaartbedrijf. Het team maakte gebruik van geavanceerde 5-assige CNC-bewerking samen met geoptimaliseerde gereedschapspaden, waardoor de spanningsconcentratie met succes werd geminimaliseerd en toleranties werden bereikt. Het resultaat was een onderdeel dat beter presteerde onder extreme bedrijfsomstandigheden, waardoor de effectiviteit van CNC-technieken voor kritische toepassingen werd aangetoond.
Een automobielfabrikant had te maken met het probleem om de bewerking van interne hoeken van aluminium motorblokken consistent te houden, met de introductie van speciale snijgereedschappen en adaptieve bewerkingssoftware konden ze zowel een betere maatnauwkeurigheid als een kortere bewerkingstijd krijgen. Deze strategie leidde tot een duidelijke toename van de productie-efficiëntie en de betrouwbaarheid van onderdelen.
Deze gevallen wijzen op de noodzaak van op maat gemaakte bewerkingsoplossingen en hightech gereedschappen om de gebruikelijke interne hoekbewerkingsproblemen weg te nemen.
De effecten van hoekstraal en randstraal op gereedschapsflankslijtage: Deze studie onderzoekt hoe hoek- en randstralen de slijtage van gereedschappen beïnvloeden, wat inzicht geeft in een optimaal ontwerp voor bewerking. Bron
Het effect van de gereedschapsrandstraal op het contactfenomeen van op gereedschap gebaseerde microbewerking: Dit artikel onderzoekt de impact van de randradius van het gereedschap op wrijvingscontact tijdens microbewerking, relevant voor het ontwerp van de interne hoekstralen. Bron
5-assige lokale hoekafronding van lineaire gereedschapspaddiscontinuïteiten: Dit onderzoek richt zich op het gladmaken van gereedschapspaden in hoeken met behulp van 5-assige bewerking, waarbij uitdagingen op het gebied van gereedschapstoegang en hoekstralen worden aangepakt. Bron
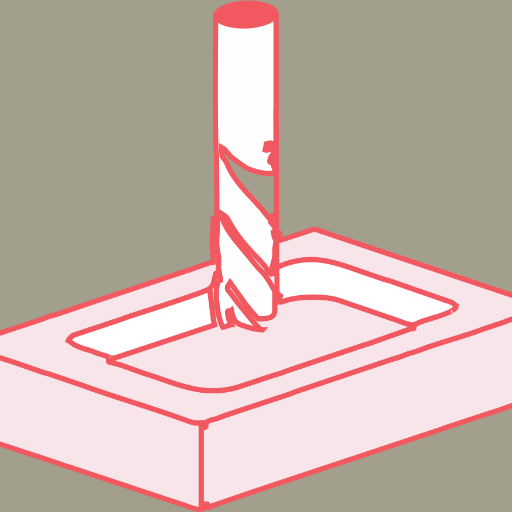
De hoekradius moet groter of hetzelfde zijn als de gereedschapsradius die u wilt gebruiken; dit suggereert over het algemeen het selecteren van een straal die ten minste standaard eindfreesgroottes heeft (zoals een straal van 1/8″ of 1/4″ die gelijk is aan de beschikbare eindfreesdiameters of kogeleindgereedschappen) voor de meeste bewerkingen. Dit zorgt ervoor dat de hoeken van een cnc-bewerkt onderdeel worden gemaakt zonder extra profilering of kostbaar gereedschap, waardoor de bewerkingstijd en -kosten worden verlaagd doordat er geen aangepaste frezen of lange afwerkingspassen hoeven te worden gebruikt.
Meestal zijn scherpe interne hoeken van 90 graden niet mogelijk met een roterende cilindrische eindfrees, omdat het gereedschap een eindige gereedschapsradius heeft en de gereedschapsgeometrie afgeronde interne hoeken creëert. Om een bijna scherpe interne hoek van 90 graden te krijgen, zou het gebruik van aanvullende processen zoals EDM of speciaal gereedschap de andere optie zijn; anders vergroot u de hoekstralen of herontwerpt u de binnenhoeken van een cnc-onderdeel om compatibel te zijn met de standaard gereedschapsafmetingen en de beperkingen van het bewerkingsproces.
Zeer strakke stralen zullen het verkleinen van het gereedschap of het definiëren van ingewikkeldere gereedschapspaden noodzakelijk maken, waardoor verder wordt bijgedragen aan de tijd die nodig is voor het bewerken, het inschakelen van het gereedschap en ook aan de waarschijnlijkheid van machinetrillingen. Een gebied met een kleine straal brengt hogere kosten met zich mee die worden toegeschreven aan langzame voeding, verhoogde gereedschapslijtage en het risico dat extra afwerkingsprocedures moeten worden uitgevoerd. Daarom kan het productieproces eenvoudiger worden uitgevoerd en kunnen tegelijkertijd de kosten van de bewerking worden verlaagd als het ontwerp zo wordt uitgevoerd dat de hoekstralen tot een toegestaan niveau worden verhoogd.
Kogeleindgereedschappen en eindmolens met een kleinere diameter worden doorgaans gebruikt om strakke interne hoeken en kleine kenmerken te bereiken. Dit zijn echter niet de enige, aangezien gespecialiseerde gereedschappen (eindmolens met hoekradius) ook kunnen worden gebruikt om een bepaald binnenhoekprofiel te creëren. Wanneer gereedschapsgeometrie, standaard gereedschapsafmetingen en het snijproces factoren zijn waarmee rekening wordt gehouden, biedt een kleinere eindmolen de beste toegankelijkheid, maar tegelijkertijd zal het de bewerkingstijd en -kosten verhogen, terwijl de juiste keuze van gereedschapsaangrijping en gereedschapspadstrategie de balans tussen precisie en efficiëntie mogelijk zal maken.
Bij het ontwerpen van een onderdeel voor cnc vermijden zeer kleine stralen nodig, tenzij absoluut noodzakelijk; verhogen van de hoek stralen naar standaard gereedschap stralen, groeperen kleine functies samen zodat minder gereedschap veranderingen nodig zijn, en voeg voldoende stralen zodat geen spanningsconcentraties optreden Bespreek met de machine winkel de haalbare straal en aanbevolen standaard gereedschapsgroottes; het maken van ontwerp wijzigingen aan het begin van het proces zorgt voor de meeste ontwerp flexibiliteit en kostenbesparingen.









