


Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.


Diz-se que na fabricação e projeto os detalhes são de extrema importância se se pretende alcançar resultados efetivos, um desses detalhes que muitas vezes é ignorado é os raios de canto internos e seu efeito no acesso à ferramenta durante a operação de usinagem, estas considerações não só impactam a viabilidade de produção da peça mas também sua vida útil, preço, e qualidade geral O post atual vai explorar a função imensamente importante dos raios de canto internos no projeto e fabricação, revelando os principais pontos para otimizar o acesso à ferramenta sem sacrificar a integridade da estrutura Se você é um engenheiro experiente ou um designer que está apenas começando, você será capaz de obter insights práticos deste artigo que o ajudará a elevar a precisão do seu projeto e a eficiência da sua produção.
Os raios de canto internos denotam as bordas arredondadas lisas que formam o ponto de encontro de duas superfícies dentro de uma peça, no entanto, seu significado é mais do que apenas estético, pois eles são realmente uma parte necessária no projeto e fabricação, uma vez que facilitam o acesso para as ferramentas na usinagem, menor concentração de tensão e, finalmente, aumentam a resistência da peça O imponente problema dos cantos internos afiados leva, assim, às dificuldades da produção e à possível fraqueza da estrutura, assim, o ditado dos raios a ser incorporado de acordo reduz muito esses riscos Os projetistas terão que verificar se os raios estão de acordo com as ferramentas e processos que estão sendo usados para ter produtos funcionais e fabricáveis com ótimos resultados.
Raios de canto internos são as distâncias ou arcos usados para criar uma transição suave ou arredondar os cantos onde duas superfícies interiores de uma peça ou um projeto se encontram O ângulo agudo é evitado e, em vez disso, os cantos são arredondados para um raio que dá uma transição suave das superfícies que se encontram Isso é feito mais comumente pela aplicação de um certo arco ou curva durante a fase de projeto Os raios de canto interno são muito importantes na engenharia e fabricação porque ajudam na propagação uniforme das tensões, dando uma menor chance de quebra do material, e assim tornando a peça mais durável em geral Além disso, eles levam em conta as restrições físicas das ferramentas de usinagem usadas, por exemplo, fresas de topo que têm um diâmetro de corte fixo e não podem fazer um canto interno infinitamente afiado Assim, fazendo raios de canto internos da maneira que eles fazem engenheiros são capazes de manter o desempenho funcional enquanto facilitam o fluxo de trabalho e prolongam a vida útil da ferramenta.
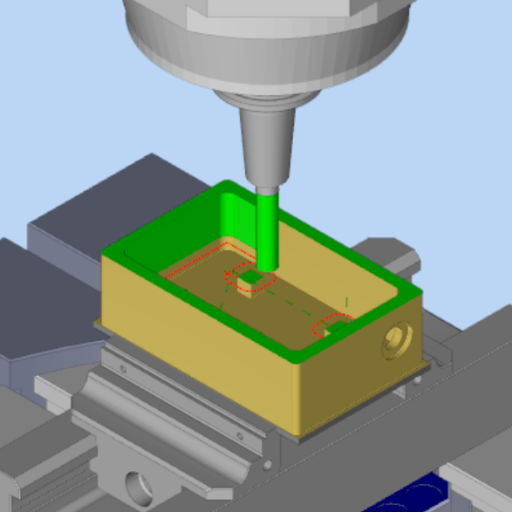
A usinagem CNC requer o uso de raios de canto adequados, que influenciam significativamente o processo e o resultado das peças feitas, tanto em termos de capacidade de fabricação quanto de funcionalidade Os fabricantes podem reduzir bastante o desgaste da ferramenta, aumentar a eficiência da usinagem e obter melhores acabamentos de superfície adotando raios apropriados Além disso, elevar os cantos internos os torna menos profundos, o que significa que o risco de concentração de tensão é menor e, portanto, as peças são menos propensas a rachar ou falhar sob carga Além disso, raios maiores resultam em velocidades de corte rápidas e diminuem a chance de quebra da ferramenta, uma vez que as tensões mecânicas nas ferramentas de usinagem são menores Os raios de canto corretos são uma obrigação se se alguém quiser alcançar um equilíbrio perfeito entre estruturas fortes, baixos custos de produção e longa vida útil da ferramenta, o que resultaria em componentes econômicos e de alta qualidade.
Os cantos internos afiados em peças usinadas vêm com muitos desafios Primeiro, eles agem como elevadores de tensão e, portanto, tornam muito provável que o material falhe sob a carga Isso é inevitavelmente levando a rachaduras, vida útil curta à fadiga e estrutura fraca Segundo, fazer cantos muito afiados não é apenas difícil, mas também ineficiente, pois custa mais para usar a ferramenta de corte e aumenta o risco de quebra Assim, o custo de fabricação sobe em termos de tempos de usinagem mais lentos, mudanças frequentes de ferramentas e trabalho de acabamento extra Por último, os materiais de engenharia mostram menos vida útil especialmente metais, quando eles têm cantos afiados desde que as tensões estão concentradas nesses pontos Todas essas razões tornam necessário ter filetes adequados ou cantos arredondados incorporados no projeto tomando-o como um passo para melhorar a confiabilidade das peças, aumentar a eficiência de usinagem e, assim, reduzir os custos gerais de produção.
Use raios de filete adequados: Certifique-se de que os cantos internos tenham raio suficiente para reduzir a tensão que se acumula lá e também para fazer o material durar mais tempo Uma recomendação comum é ter um raio de filé que não seja inferior a um terço da espessura da parede.
Considere limitações de fabricação: Os processos de fabricação devem ser aplicados ao projeto do canto, a fim de minimizar o desgaste da ferramenta e aumentar a eficiência da peça usinada ou do processo de produção.
Evite bordas afiadas: As bordas devem ser arredondadas em vez de afiadas para fortalecer a peça, reduzir o tempo de produção e a falha pode ser evitada ao mesmo tempo.
Funcionalidade e custo do equilíbrio: É aconselhável considerar os designs que proporcionarão o maior desempenho da peça e ainda terão um custo de produção razoável devido à simplicidade do design.
Quando você implementa essas práticas, você tem certeza de cantos internos que têm melhor resistência, são mais fáceis de produzir e também mais econômicos.
Tamanho mínimo do raio: Manter um raio mínimo de pelo menos um terço da espessura da peça para não garantir concentrações de tensão e o fluxo adequado do material durante a fabricação.
Compatibilidade com ferramentas: É necessário que o tamanho do raio selecionado seja compatível com as ferramentas padrão para manter o processo produtivo tranquilo e, assim, reduzir os custos.
Raios Consistentes: Aplique os mesmos raios de forma consistente em todo o projeto, pois isso simplificará o processo de fabricação e, ao mesmo tempo, aumentará a integridade estrutural.
Tipo de material: Leve em consideração as propriedades do material, como dureza e flexibilidade, uma vez que diferentes materiais podem necessitar de diferentes dimensões de raio para evitar rachaduras ou deformações.
Seguindo essas regras, as seções dos cantos internos obterão os benefícios de melhor desempenho, melhor capacidade de fabricação e vida útil prolongada.
A questão que surge com mais frequência quando os raios de canto internos são otimizados para usinagem CNC é: “Qual seria o tamanho mais eficaz e de raio para obter um corte preciso e econômico?” O tamanho de raio mais adequado é influenciado por vários fatores, como o diâmetro da ferramenta de corte, o material e o tipo de acabamento. Em geral, raios grandes são aqueles que a maioria das aplicações escolhe porque suportam o uso de diâmetros de ferramenta padrão, encurtam o tempo de usinagem e diminuem o desgaste da ferramenta, o que no final resulta em uma produção mais barata Por exemplo, o raio de 3-6 mm é a faixa de tamanho comum para muitas aplicações industriais porque permite obter a mistura certa entre fabricação e desempenho da peça. No entanto, não apenas raios menores serão necessários no caso de projetos intrincados ou tolerâncias rígidas, mas também levarão ao aumento da complexidade e do custo de usinagem. Além disso, softwares CNC modernos acoplados a ferramentas otimizadas para materiais específicos podem efetivamente ajudar a determinar o tamanho de raio mais apropriado que garante precisão e, assim, reduz custos desnecessários.
A dimensão adequada do raio é determinada pelas necessidades específicas da aplicação Geralmente, um raio grande é usado para reduzir a concentração de tensão e melhorar a vida útil da peça Raios menores, pelo contrário, podem eliminar a possibilidade de imprecisões nas características detalhadas; no entanto, eles também podem trazer desafios de fabricação aumentados e, assim, custos Para obter a melhor solução, considere o material, requisitos funcionais e tolerâncias dimensionais Se aplicável, consulte os padrões da indústria ou colabore com especialistas em produção para chegar a um tamanho de raio que se adapte perfeitamente ao desempenho e à eficiência de custos.

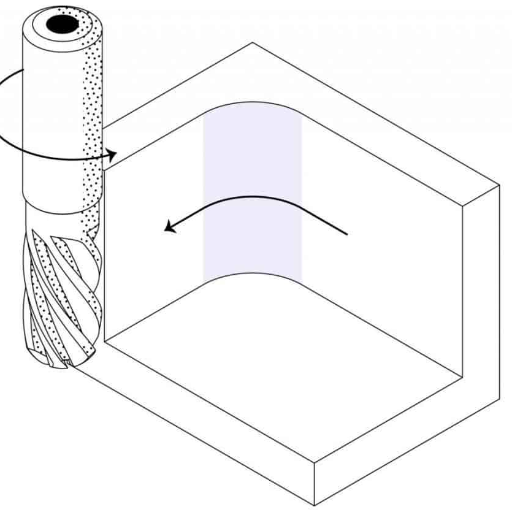
O acesso da ferramenta é um fator muito importante no processo de definição dos raios internos de canto, uma vez que tem impacto direto na fabricabilidade de um projeto, a falta de acesso às ferramentas pode acabar produzindo limitações de usinagem, custos crescentes, ou exigindo o uso de ferramentas especializadas Normalmente, quando os raios de canto são maiores, é mais fácil para as ferramentas de corte padrão trabalharem neles, tornando assim as operações mais suaves e reduzindo o desgaste do equipamento Por outro lado, os cantos mais apertados geralmente exigirão o uso de ferramentas menores e menos resistentes que, por sua vez, resultarão em maior tempo de usinagem e maiores chances de quebra da ferramenta, a fim de facilitar o acesso à ferramenta, os projetistas não devem considerar apenas os raios que coincidiriam com a ferramenta que é mais comum e as capacidades da usinagem, mas também devem buscar um equilíbrio entre a intenção de projeto, custo e capacidade de fabricação.
A escolha do tamanho da ferramenta é um fator importante na usinagem de canto determinando toda a qualidade e eficiência do processo Quando se trata de usinagem com raios grandes, as ferramentas maiores são quase sempre a primeira escolha Eles podem facilmente tornar o processo mais estável e rápido em termos de redução de materiais No entanto, se o raio é pequeno ou há necessidade de um projeto complexo, então o uso de pequenas ferramentas é uma obrigação, a fim de preservar a precisão e não ir além dos limites de remoção de material Os maquinistas estão sempre em busca dos métodos mais eficientes para combinar o tamanho da ferramenta e velocidade de corte que mostra um interesse contínuo na otimização da relação entre a ferramenta e compatibilidade de canto O tamanho certo da ferramenta para a forma dada pode ajudar os fabricantes a diminuir seus custos operacionais, diminuir o desgaste da ferramenta, e obter um melhor acabamento superficial Bom planejamento com software CAD e simulações de usinagem por sua vez contribui para os resultados certificando que o tamanho da ferramenta corresponde aos requisitos do projeto.
Na usinagem, o cenário ideal seria não ter nenhuma barreira, o que significa que as ferramentas estariam prontamente disponíveis e todo o processo seria muito eficiente Os espaços entre as peças devem ser dispostos de forma que nenhuma ferramenta tenha que ser movida para um reposicionamento apenas para chegar ao ponto crítico A acessibilidade em formas complicadas pode ser bastante melhorada pelo uso de ferramentas de alcance estendido ou porta-ferramentas angulares Além disso, os possíveis problemas podem ser detectados usando simulações CAD antes mesmo da operação de usinagem real e as alterações necessárias nos caminhos de corte podem ser feitas para um melhor acesso Uma boa fixação das peças de trabalho, juntamente com o posicionamento correto, melhorará ainda mais a acessibilidade e a precisão.
Quebra de ferramenta: As ferramentas de corte podem ficar desgastadas ou quebrar prematuramente devido ao aumento do estresse causado pelos ângulos agudos nos cantos internos.
Má superfície Acabamento: Em curvas fechadas, um acabamento suave é geralmente difícil de obter, pois a ferramenta não pode ser usada em todo o seu potencial e o acesso é limitado.
Produção de materiais: O processo de usinagem pode ser afetado pelo acúmulo de cavacos e detritos nos cantos afiados e, portanto, podem ocorrer imprecisões.
Vida útil reduzida da ferramenta: A vida útil efetiva da ferramenta é reduzida à medida que o desgaste da ferramenta ocorre rapidamente nas áreas de ângulos apertados e precisos.
Tempo de usinagem: Os cantos internos agudos são bastante complicados e por isso o tempo de usinagem é consideravelmente prolongado devido à necessidade de utilizar velocidades mais lentas e fazer diversas passagens com a ferramenta.
Os seguintes métodos podem ser considerados para refinar o processo de usinagem para raios de canto internos:
Projeto de raio de canto maior: Selecione raios de canto maiores na fase de projeto para diminuir as concentrações de tensão e o desgaste da ferramenta, permitindo assim uma usinagem mais fácil.
Ferramentas profissionais: Empregue ferramentas projetadas especificamente, como fresas de topo de raio de canto ou fresas personalizadas para usinagem precisa e eficiente de cantos complexos.
Ajuste de parâmetros de usinagem: Mudanças de alimentação e velocidade a serem feitas de acordo com as especificações do material e da ferramenta; o objetivo é eliminar vibrações e desgaste excessivos.
Emprego de Máquinas de Alta Precisão: Faça uso de máquinas CNC atualizadas e suas habilidades avançadas para obter tolerâncias e qualidade mais rigorosas dos acabamentos superficiais.
Manutenção e Inspeção: Certifique-se de que as ferramentas e máquinas sejam atendidas regularmente para que seu desempenho permaneça ininterrupto e a possibilidade de interrupções devido a desgaste ou avarias seja minimizada.
A adoção dessas práticas pode levar a melhorias significativas na eficiência, precisão e custo do processo de usinagem de raios de canto interno.
A usinagem eficiente de cantos internos combina as melhores práticas já estabelecidas juntamente com as ferramentas mais atualizadas para obter os melhores resultados, Além disso, existem mais técnicas para aplicar:
Usando caminhos de ferramentas adaptativos: O uso de caminhos de ferramentas adaptativos em software CAM pode resultar em uma notável redução do desgaste da ferramenta e num aumento do tempo de usinagem. Os caminhos são feitos de forma que os movimentos de corte sejam totalmente otimizados, a remoção do material permaneça constante evitando assim mudanças direcionais acentuadas que poderiam aplicar tensão às ferramentas.
Seleção adequada de ferramentas: A escolha de ferramentas com as geometrias certas como fresas de topo de nariz de boi ou ferramentas com um pequeno raio de canto garante que haja um alto grau de precisão nos cantos internos Essas ferramentas não apenas reduzem o risco de corte excessivo, mas também permitem o desenvolvimento da qualidade final do acabamento, mas também ajudam a melhorá-la.
Simulação de caminho de ferramentas: Realizar uma simulação completa do caminho da ferramenta antes da usinagem pode ajudar a desenterrar possíveis problemas como colisões, ineficiências ou áreas problemáticas nos cantos, permitindo assim fazer os ajustes necessários para aumentar a taxa de produção.
Configurações para materiais: Ajuste as taxas de alimentação, as velocidades do fuso e as profundidades de corte para o material específico que está sendo usinado Por exemplo, materiais mais macios, como o alumínio, podem precisar de táticas diferentes dos metais mais duros, como o titânio.
Minimização de Calor e Vibração: Ao aplicar o refrigerante adequadamente, pode-se controlar as temperaturas de corte e, assim, evitar a deflexão da ferramenta e melhorar a precisão do canto A eliminação de vibrações resulta em melhores tolerâncias dimensionais e acabamentos superficiais.
Através da integração destas técnicas avançadas com equipamentos de alto desempenho e análise regular de processos, os maquinistas podem alcançar notável eficiência e precisão na criação de cantos internos.
Os materiais utilizados para o gerenciamento dos raios de canto internos devem ser classificados de acordo com suas características e os requisitos do processo de usinagem A seleção dos materiais deve ser feita com base em sua resistência e dureza para que possam suportar a deformação que pode ocorrer durante a operação de usinagem Se o material for macio como o alumínio, então a fixação adequada deve ser feita para evitar que o material se mova por causa das forças de corte Além disso, é aconselhável usar materiais que tenham estruturas de grãos uniformes com a finalidade de conferir acabamentos de superfície mais lisos.
Não obstante, o armazenamento e manuseio adequados são muito importantes, pois minimizarão a possibilidade de a peça ser contaminada ou danificada Além disso, barreiras podem ser usadas para manter os materiais secos e limpos e o número de vezes que o manuseio pode ser feito pode ser limitado a uma extensão que os defeitos superficiais não são criados Ao alinhar os métodos de seleção e manuseio de materiais com as metas de usinagem, você não apenas aumenta a precisão, mas também a produtividade total.
A expansão térmica é um fator importante na precisão da usinagem e integridade estrutural O emprego de materiais com baixos coeficientes de expansão térmica, como ligas específicas ou compósitos projetados para mudanças térmicas, pode reduzir esse efeito. Além disso, o gerenciamento das temperaturas na área circundante também ajudará a diminuir as variações de temperatura. Métodos de resfriamento como sistemas de refrigeração de precisão ou técnicas de gerenciamento térmico podem ser usados para diminuir a deformação causada por mudanças de temperatura. Considerando a questão da expansão térmica levará a operações de usinagem mais precisas e confiáveis.

O projeto do raio de canto é um aspecto crucial para o desempenho e a longevidade das peças usinadas CNC Os raios de canto bem projetados podem ajudar na redução das concentrações de tensão e menos material seria propenso a fadiga ou mesmo fratura O projeto do raio de canto tem um efeito significativo no caso de aplicações de alto estresse, como componentes aeroespaciais, dispositivos médicos e peças automotivas, onde a confiabilidade e a precisão são primordiais Além disso, se os raios nos cantos forem maiores, eles também serão um fator contribuinte no aumento da vida útil da ferramenta, pois se desgastarão menos nas arestas de corte, resultarão em processos de usinagem mais suaves e melhores acabamentos superficiais e qualidade geral do produto.
Os raios de canto devem ser escolhidos de acordo com as características do material no projeto com metais, plásticos ou compósitos. Normalmente, raios maiores são recomendados para metais porque ajudam a reduzir a ocorrência de concentração de tensões que, por sua vez, podem levar a fissuras ou deformações, quando sob carga. Entre outras coisas, o plástico geralmente é manuseado mais facilmente no caso de sinterização e, portanto, pode ser usado para raios menores, embora a prevenção de empenamento ou comprometimento da resistência nas bordas afiadas deva ser considerada Dependendo do tipo compósito, os raios podem ser alterados para fornecer distribuição adequada de tensão, evitando ao mesmo tempo a quebra ou delaminação da fibra no laminado. É essencial compreender e considerar essas características específicas do material para garantir a resistência, durabilidade e capacidade de fabricação do próximo melhor produto.
A implementação de métodos de ponta para usinagem de raio de canto resultou em um aumento notável na eficiência, precisão e desempenho do material A usinagem CNC de alta velocidade usada em conjunto com estratégias adaptativas de caminho de ferramenta é um novo desenvolvimento notável Os chefs e fábricas ainda podem fazer transições claras nos cantos, o que resulta na redução do desgaste das ferramentas e também na qualidade da superfície permanece constante Além disso, a combinação da usinagem multieixo tornou possível que formas mais complicadas fossem manuseadas com diversos materiais de forma ideal, raios sendo produzidos sem sacrificar a resistência do produto.
Além disso, os softwares de simulação e modelagem de alta tecnologia são muito essenciais no processo de planejamento de raios de canto. Estas são as ferramentas que indicam os futuros pontos de tensão e permitem aos engenheiros ajustar os projetos antes do início do processo produtivo reduzindo assim a possibilidade de obtenção de defeitos e garantindo a tensão distribuída uniformemente. Os fabricantes, pelo hardware de usinagem preciso, pelo software inteligente e pelo conhecimento do material específico utilizado em conjunto, continuam a ampliar os limites do que é alcançável nos métodos de usinagem contemporâneos e são muito eficazes na superação de desafios como redução de deformação, vibração de ferramentas e acúmulo de calor durante os processos de usinagem.
A usinagem de precisão dos cantos internos em componentes de liga de titânio era um requisito de uma empresa aeroespacial de topo A equipe fez uso de usinagem CNC avançada de 5 eixos, juntamente com caminhos de ferramentas otimizados, minimizando com sucesso a concentração de tensão e alcançando tolerâncias O resultado foi um componente que teve melhor desempenho sob condições extremas de operação, mostrando assim a eficácia das técnicas CNC para aplicações críticas.
Um fabricante automotivo teve que lidar com o problema de manter consistente a usinagem dos cantos internos dos blocos de motores de alumínio Com a introdução de ferramentas de corte especiais e software de usinagem adaptativa, eles conseguiram obter melhor precisão dimensional, bem como menor tempo de usinagem. Essa estratégia levou a um aumento acentuado na eficiência da produção e na confiabilidade das peças.
Esses casos apontam a necessidade de soluções de usinagem customizadas e ferramentas de alta tecnologia para eliminar os habituais problemas de usinagem de cantos internos.
Os efeitos do raio de canto e do raio de borda no desgaste do flanco da ferramenta: Este estudo examina como os raios de canto e borda influenciam o desgaste da ferramenta, fornecendo insights sobre o projeto ideal para usinagem. Fonte
O efeito do raio da borda da ferramenta no fenômeno de contato da microusinagem baseada em ferramentas: Este artigo investiga o impacto do raio da borda da ferramenta no contato de fricção durante a microusinagem, relevante para o projeto de raios de canto internos. Fonte
arredondamento de canto local de 5 eixos de descontinuidades do caminho da ferramenta linear: Esta pesquisa se concentra em suavizar caminhos de ferramentas em cantos usando usinagem de 5 eixos, abordando desafios no acesso a ferramentas e raios de canto. Fonte
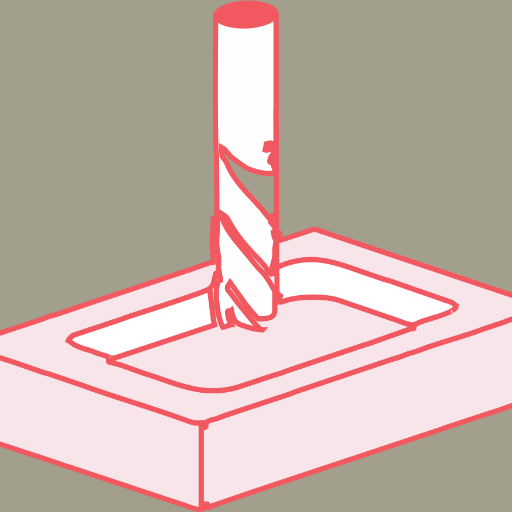
O raio do canto tem que ser maior ou igual ao raio da ferramenta que você pretende usar; isso geralmente sugere selecionar um raio que seja pelo menos tamanhos padrão de fresa de topo (como um raio de 1/8″ ou 1/4″ que são iguais aos diâmetros disponíveis de fresa de topo ou ferramentas de topo esférico) para a maioria das operações Isso garante que os cantos de uma peça usinada cnc sejam criados sem perfil extra ou ferramentas caras, diminuindo assim o tempo e os custos de usinagem ao não precisar usar cortadores personalizados ou passes de acabamento longos.
Normalmente, cantos internos afiados de 90 graus não são possíveis com um moinho de extremidade cilíndrico rotativo, pois a ferramenta tem um raio de ferramenta finito e a geometria da ferramenta cria cantos internos arredondados. Para obter um canto interno quase nítido de 90 graus, o uso de processos adicionais como EDM ou ferramentas especiais seria a outra opção; caso contrário, aumente os raios dos cantos ou redesenhe os cantos internos de uma peça cnc para serem compatíveis com os tamanhos padrão das ferramentas e as restrições do processo de usinagem.
Raios muito apertados necessitarão do downsizing da ferramenta ou definir caminhos de ferramenta mais intrincados, contribuindo assim ainda mais para o tempo necessário para usinagem, engatar a ferramenta e também a probabilidade de vibrações da máquina Uma área de raio pequeno tem custos mais altos atribuídos à alimentação lenta, maior desgaste da ferramenta e o risco de ter que realizar procedimentos de acabamento adicionais. Assim, o processo de fabricação pode ser facilitado de executar e, ao mesmo tempo, o custo da usinagem pode ser reduzido se o projeto for feito de tal forma que os raios de canto sejam elevados a um nível permitido.
Ferramentas de extremidade de esfera e fresas de extremidade de menor diâmetro são normalmente usadas para obter cantos internos apertados e pequenas características Estes; no entanto, não são os únicos, pois ferramentas especializadas (moinhos de extremidade de raio de canto) também podem ser usadas para criar um perfil de canto interno específico. Quando a geometria da ferramenta, os tamanhos padrão das ferramentas e o processo de corte são fatores levados em consideração, um moinho de extremidade menor oferece a melhor acessibilidade, mas ao mesmo tempo aumentará o tempo e os custos de usinagem, enquanto a escolha certa de engate da ferramenta e a estratégia do caminho da ferramenta permitirão o equilíbrio entre precisão e eficiência.
Ao projetar uma peça para cnc evite exigir raios muito pequenos, a menos que seja absolutamente necessário; aumente os raios de canto para raios de ferramentas padrão, agrupe pequenos recursos para que sejam necessárias menos alterações na ferramenta e adicione raios suficientes para que não ocorram concentrações de tensão Discuta com a oficina mecânica o raio viável e os tamanhos de ferramentas padrão recomendados; fazer alterações de design no início do processo permite a maior flexibilidade de design e economia de custos.









