


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


Es heißt, dass bei der Herstellung und Konstruktion die Details von größter Bedeutung sind, wenn man effektive Ergebnisse erzielen will Eines dieser Details, das zu oft ignoriert wird, sind die inneren Eckradien und ihre Auswirkung auf den Werkzeugzugang während des Bearbeitungsvorgangs Diese Überlegungen wirken sich nicht nur auf die Produktionsdurchführbarkeit des Teils aus, sondern auch auf seine Lebensdauer, seinen Preis und seine Gesamtqualität. Der aktuelle Beitrag wird die immens wichtige Funktion interner Eckradien bei Design und Fertigung untersuchen und die wichtigsten Punkte für die Optimierung des Werkzeugzugangs aufzeigen, ohne die Integrität der Struktur zu beeinträchtigen Wenn Sie ein erfahrener Ingenieur oder Designer sind, der gerade erst beginnt, können Sie praktische Erkenntnisse aus diesem Artikel gewinnen, die Ihnen helfen, die Präzision Ihres Designs und die Effizienz Ihrer Produktion zu steigern.
Interne Eckradien bezeichnen die glatten abgerundeten Kanten, die den Treffpunkt zweier Flächen im Inneren eines Teils bilden. Ihre Bedeutung ist jedoch mehr als nur ästhetischer Natur, da sie tatsächlich ein notwendiger Bestandteil bei Design und Fertigung sind, da sie den Zugang für die Werkzeuge bei der Bearbeitung erleichtern, die Spannungskonzentration verringern und schließlich die Festigkeit des Teils erhöhen Das aufdrängende Problem scharfer Innenecken führt somit zu den Schwierigkeiten der Produktion und der möglichen Schwäche der Struktur, sodass das einzuarbeitende Radiendiktat diese Risiken entsprechend erheblich reduziert. Designer müssen prüfen, ob die Radien mit den Werkzeugen und Prozessen übereinstimmen, die verwendet werden, um funktionelle und herstellbare Produkte mit optimalen Ergebnissen zu erhalten.
Interne Eckradien sind die Abstände oder Bögen, die verwendet werden, um einen glatten Übergang zu schaffen oder die Ecken abzurunden, an denen sich zwei Innenflächen eines Teils oder einer Konstruktion treffen. Der scharfe Winkel wird vermieden und stattdessen werden die Ecken auf einen Radius abgerundet, der einen glatten Übergang der Oberflächen ermöglicht, die zusammentreffen Dies geschieht am häufigsten durch die Anwendung eines bestimmten Bogens oder einer bestimmten Kurve während der Entwurfsphase. Interne Eckradien sind in der Technik und Fertigung sehr wichtig, da sie dazu beitragen, die Spannungen gleichmäßig zu verteilen, was eine geringere Chance auf einen Materialbruch bietet und so das Teil insgesamt langlebiger macht. Außerdem berücksichtigen sie die physikalischen Einschränkungen der verwendeten Bearbeitungswerkzeuge, beispielsweise Endfräser, die einen festen Schneiddurchmesser haben und eine unendlich scharfe Ecke bilden können.
Die CNC-Bearbeitung erfordert die Verwendung von richtigen Eckradien, die den Prozess und das Ergebnis der hergestellten Teile erheblich beeinflussen, sowohl was die Herstellbarkeit als auch die Funktionalität betrifft, Hersteller können den Werkzeugverschleiß stark reduzieren, die Bearbeitungseffizienz erhöhen und durch die Annahme geeigneter Radien bessere Oberflächenbeschaffenheiten erhalten Obendrein werden sie durch Anheben der Innenecken weniger tief, was bedeutet, dass das Risiko einer Spannungskonzentration geringer ist und somit die Wahrscheinlichkeit geringer ist, dass die Teile unter Last reißen oder versagen. Darüber hinaus führen größere Radien zu schnellen Schnittgeschwindigkeiten und verringern die Wahrscheinlichkeit eines Werkzeugbruchs, da die mechanischen Belastungen der Bearbeitungswerkzeuge geringer sind Die richtigen Eckradien sind ein Muss, wenn man ein perfektes Gleichgewicht zwischen starken Strukturen, niedrigen Produktionskosten und dann eine hohe Werkzeuglebensdauer erzielen möchte.
Scharfe Innenecken in bearbeiteten Teilen sind mit vielen Herausforderungen verbunden, Erstens wirken sie als Spannungsheber und machen es daher sehr wahrscheinlich, dass das Material unter der Last versagt Dies führt unvermeidbar zu Rissen, kurzer Ermüdungslebensdauer und schwacher Struktur Zweitens ist das Anfertigen sehr scharfer Ecken nicht nur schwierig, sondern auch ineffizient, da es mehr kostet, das Schneidwerkzeug zu tragen, und das Risiko von Brüchen erhöht. Daher steigen die Herstellungskosten in Form von langsameren Bearbeitungszeiten, häufigen Werkzeugwechseln und zusätzlichen Endbearbeitungsarbeiten. Schließlich weisen die technischen Materialien eine geringere Lebensdauer auf, insbesondere Metalle, wenn sie scharfe Ecken haben, da sich die Spannungen an diesen Punkten konzentrieren. All diese Gründe machen es notwendig, geeignete Filets oder abgerundete Ecken in die Konstruktionseffizienz zu integrieren und so die Produktionskosten verbessern.
Verwenden Sie ausreichende Filetradien: Achten Sie darauf, dass die Innenecken genügend Radius haben, um die dort anfallende Spannung zu reduzieren und auch das Material länger haltbar zu machen Eine gängige Empfehlung ist ein Kehlradius, der nicht weniger als ein Drittel der Wandstärke beträgt.
Berücksichtigen Sie Herstellungsbeschränkungen: An der Eckkonstruktion sollten Herstellungsprozesse angewendet werden, um den Werkzeugverschleiß zu minimieren und die Effizienz der bearbeiteten Teile oder des Produktionsprozesses zu steigern.
Vermeiden Sie scharfe Kanten: Kanten sollten abgerundet statt scharf sein, um das Teil zu verstärken, die Produktionszeit zu verkürzen und gleichzeitig ein Ausfall zu vermeiden.
Balance Funktionalität und Kosten: Es empfiehlt sich, die Designs zu berücksichtigen, die aufgrund der Einfachheit des Designs die höchste Leistung bieten und dennoch angemessene Produktionskosten verursachen.
Wenn Sie diese Praktiken umsetzen, sind Ihnen Innenecken sicher, die eine bessere Festigkeit aufweisen, einfacher herzustellen und auch wirtschaftlicher sind.
Mindestradiusgröße: Halten Sie einen minimalen Radius von mindestens einem Drittel der Dicke des Teils ein, um Spannungskonzentrationen und den ordnungsgemäßen Materialfluss während der Herstellung nicht sicherzustellen.
Werkzeugkompatibilität: Um den Produktionsprozess reibungslos zu gestalten und so die Kosten zu senken, ist es notwendig, dass die gewählte Radiusgröße mit den Standardwerkzeugen kompatibel ist.
Konsistente Radien: Wenden Sie im gesamten Design die gleichen Radien konsequent an, da dies den Herstellungsprozess vereinfacht und gleichzeitig die strukturelle Integrität erhöht.
Materialtyp: Berücksichtigen Sie die Materialeigenschaften wie Härte und Flexibilität, da verschiedene Materialien möglicherweise unterschiedliche Radiusabmessungen benötigen, um Risse oder Verformungen zu verhindern.
Gemäß diesen Regeln profitieren Innenwinkelabschnitte von einer verbesserten Leistung, einer besseren Herstellbarkeit und einer längeren Lebensdauer.
Die Frage, die am häufigsten auftaucht, wenn die inneren Eckradien für die CNC-Bearbeitung optimiert werden, lautet “Was wäre die effektivste Größe und die Radiusgröße, um sowohl ein präzises als auch ein kosteneffizientes Schneiden zu erreichen?”Die am besten geeignete Radiusgröße wird von mehreren Faktoren beeinflusst wie der Schneidwerkzeugdurchmesser, das Material und der Finish-Typ. Im Allgemeinen sind große Radien diejenigen, die die meisten Anwendungen wählen, weil sie die Verwendung von Standardwerkzeugdurchmessern unterstützen, die Bearbeitungszeit verkürzen und den Verschleiß des Werkzeugs verringern, was letztendlich zu einer günstigeren Produktion führt. Beispielsweise ist ein Radius von 3-6 mm der übliche Größenbereich für viele industrielle Anwendungen, da er die richtige Mischung zwischen Herstellung und Teilleistung ermöglicht, die technische Hilfe, die technische Größe der technischen Hilfe, die jedoch nicht nur bei der spezifischen Software, sondern auch bei der Präzisions, die Kosten für die Präzisions-Mitte, die Kosten für die Präzisions-Masse optimiert werden, die Kosten für die Kosten für die Kosten für die Präzisions-Mitte, die Kosten und die Kosten für die Kosten für die Kosten für die Präzisions-Mitte, die Kosten jedoch effektiv verbessert werden.
Die richtige Radiusabmessung wird durch die spezifischen Bedürfnisse der Anwendung bestimmt Im Allgemeinen wird ein großer Radius verwendet, um die Spannungskonzentration zu reduzieren und die Lebensdauer des Teils zu verbessern Kleinere Radien im Gegenteil können die Möglichkeit von Ungenauigkeiten in Detailmerkmalen beseitigen; sie können jedoch auch erhöhte Herausforderungen bei der Herstellung und damit Kosten verursachen Um die beste Lösung zu erhalten, berücksichtigen Sie das Material, die funktionalen Anforderungen und die Maßtoleranzen. Wenn zutreffend, beziehen Sie sich auf Industriestandards oder arbeiten Sie mit Produktionsexperten zusammen, um zu einer Radiusgröße zu gelangen, die sowohl der Leistung als auch der Kosteneffizienz perfekt entspricht.

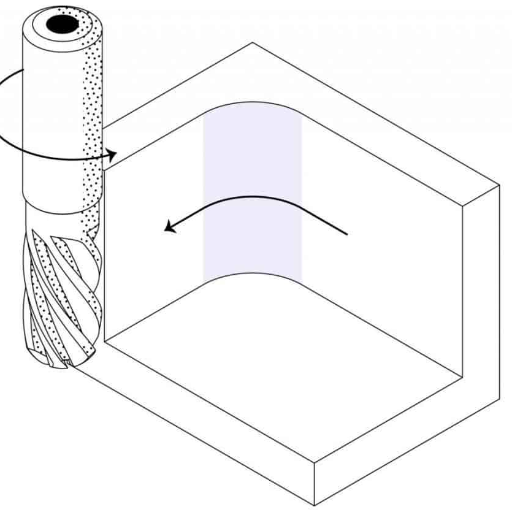
Der Zugang des Werkzeugs ist ein sehr wichtiger Faktor im Prozess der Definition der inneren Eckradien, da er sich direkt auf die Herstellbarkeit eines Entwurfs auswirkt Der fehlende Zugang zu den Werkzeugen kann am Ende zu Bearbeitungsbeschränkungen, steigenden Kosten oder dem Einsatz spezialisierter Werkzeuge führen. Normalerweise ist es bei größeren Eckradien einfacher, dass die Standardschneidwerkzeuge daran arbeiten, wodurch die Vorgänge reibungsloser werden und der Verschleiß der Ausrüstung verringert wird. Andererseits erfordern die engeren Ecken in der Regel den Einsatz kleinerer und weniger robuster Werkzeuge, was wiederum zu einer längeren Bearbeitungszeit und größeren Wahrscheinlichkeit eines Werkzeugbruchs führt. Um den Werkzeugzugang zu erleichtern, sollten die Konstrukteure nicht nur die Fähigkeiten berücksichtigen, die für die das gemeinsame Bearbeitungsvermögen und das Ziel haben.
Die Wahl der Werkzeuggröße ist ein wichtiger Faktor bei der Eckbearbeitung, der die gesamte Prozessqualität und Effizienz bestimmt. Bei der Bearbeitung mit großen Radien sind fast immer die größeren Werkzeuge die erste Wahl. Sie können den Prozess leicht stabiler und schneller machen Materialreduzierung Wenn der Radius jedoch klein ist oder ein komplexes Design erforderlich ist, ist der Einsatz kleiner Werkzeuge ein Muss, um die Genauigkeit zu wahren und nicht über die Grenzen der Materialentfernung hinauszugehen Die Maschinisten sind immer auf der Suche nach den effizientesten Methoden, um Werkzeuggröße und Schnittgeschwindigkeit zu kombinieren, was ein kontinuierliches Interesse an der Optimierung des Verhältnisses zwischen Werkzeug und Eckkompatibilität zeigt. Die richtige Werkzeuggröße für die gegebene Form kann den Herstellern dabei helfen, ihre Betriebskosten, die Software und die Endbearbeitung zu senken.
Bei der Bearbeitung wäre das ideale Szenario, überhaupt keine Barrieren zu haben, das heißt, die Werkzeuge wären leicht verfügbar und der ganze Prozess sehr effizient, Die Zwischenräume zwischen den Teilen sollten so angeordnet sein, dass für eine Neupositionierung kein Werkzeug bewegt werden muss, nur um an der kritischen Stelle anzukommen, die Zugänglichkeit in komplizierten Formen kann durch den Einsatz von Werkzeugen mit verlängerter Reichweite oder abgewinkelten Werkzeughaltern stark verbessert werden Darüber hinaus können die möglichen Probleme durch CAD-Simulationen bereits vor dem eigentlichen Bearbeitungsvorgang erkannt werden und die notwendigen Änderungen an den Schneidwegen können für einen besseren Zugang vorgenommen werden. Eine gute Klemmung der Werkstücke zusammen mit der richtigen Positionierung wird die Zugänglichkeit und Genauigkeit weiter verbessern.
Werkzeugbruch: Die Schneidwerkzeuge können durch die erhöhte Belastung durch die spitzen Winkel in den Innenecken abgenutzt sein oder vorzeitig brechen.
Schlechte Oberflächenoberfläche: In engen Kurven ist ein glattes Finish normalerweise schwer zu erreichen, da das Werkzeug nicht sein volles Potenzial ausschöpfen kann und der Zugang begrenzt ist.
Materialaufbau: Der Bearbeitungsprozess kann durch die Ansammlung von Spänen und Schmutz in den scharfen Ecken beeinträchtigt werden und daher zu Ungenauigkeiten führen.
Reduzierte Werkzeuglebensdauer: Die effektive Lebensdauer des Werkzeugs verkürzt sich, da der Werkzeugverschleiß in engen und präzisen Winkelbereichen schnell auftritt.
Bearbeitungszeit: Die scharfen Innenecken sind recht kompliziert und daher verlängert sich die Bearbeitungszeit erheblich, da langsamere Geschwindigkeiten erforderlich sind und mehrere Durchgänge mit dem Werkzeug durchgeführt werden müssen.
Zur Verfeinerung des Bearbeitungsprozesses für innere Eckradien kommen folgende Methoden in Betracht:
Größeres Eckradiusdesign: Wählen Sie in der Entwurfsphase größere Eckradien aus, um die Spannungskonzentrationen und den Werkzeugverschleiß zu senken und so eine einfachere Bearbeitung zu ermöglichen.
Professionelle Werkzeuge: Verwenden Sie speziell entwickelte Werkzeuge wie Eckradius-Endfräsen oder maßgeschneiderte Fräser für die präzise und effiziente Bearbeitung komplizierter Ecken.
Anpassung der Bearbeitungsparameter: Zuzuführende und zu vollziehende Geschwindigkeitsänderungen entsprechend den Material - und Werkzeugspezifikationen; Ziel ist es, übermäßige Vibrationen und Verschleiß zu beseitigen.
Einsatz hochpräziser Maschinen: Nutzen Sie aktuelle CNC-Maschinen und deren fortschrittliche Fähigkeiten, um engere Toleranzen und die Qualität der Oberflächenbeschaffenheit zu erreichen.
Wartung und Inspektion: Sorgen Sie dafür, dass die Werkzeuge und Maschinen regelmäßig gewartet werden, damit ihre Leistung ununterbrochen bleibt und die Möglichkeit von Störungen durch Verschleiß oder Pannen minimiert wird.
Die Einführung dieser Praktiken kann zu erheblichen Verbesserungen der Effizienz, Genauigkeit und Kosten des Bearbeitungsprozesses für innere Eckradien führen.
Die Innenecken effiziente Bearbeitung kombiniert die bereits etablierten Best Practices zusammen mit den aktuellsten Werkzeugen, um die besten Ergebnisse zu erhalten Darüber hinaus gibt es mehr Techniken anzuwenden:
Verwendung adaptiver Toolpaths: Der Einsatz adaptiver Werkzeugwege in CAM-Software kann zu einer bemerkenswerten Reduzierung des Werkzeugverschleißes und einer Verlängerung der Bearbeitungszeit führen. Die Wege werden so gestaltet, dass die Schneidbewegungen vollständig optimiert werden, die Entfernung des Materials konstant bleibt und so scharfe Richtungsänderungen vermieden werden, die zu Belastungen für die Werkzeuge führen könnten.
Richtige Werkzeugauswahl: Die Wahl der Werkzeuge mit den richtigen Geometrien wie Bull-Nose-Endmühlen oder Werkzeuge mit kleinem Eckradius gewährleistet ein hohes Maß an Genauigkeit in Innenecken Diese Werkzeuge verringern nicht nur das Risiko eines Überschneidens, sondern ermöglichen auch die Entwicklung der Endqualität, sie tragen dazu bei, diese zu verbessern.
Toolpath-Simulation: Die Durchführung einer vollständigen Simulation des Werkzeugwegs vor der Bearbeitung kann dazu beitragen, mögliche Probleme wie Kollisionen, Ineffizienzen oder problematische Bereiche in den Ecken aufzudecken und so die notwendigen Anpassungen vorzunehmen, um die Produktionsrate zu erhöhen.
Einstellungen für Materialien: Passen Sie die Vorschubgeschwindigkeiten, Spindelgeschwindigkeiten und Schnitttiefen an das spezifische zu bearbeitende Material an. Beispielsweise benötigen weichere Materialien wie Aluminium möglicherweise andere Taktiken als härtere Metalle wie Titan.
Wärme- und Vibrationsminimierung: Durch richtiges Auftragen des Kühlmittels kann man die Schnitttemperaturen steuern und so Werkzeugauslenkungen verhindern und die Eckgenauigkeit verbessern. Der Wegfall von Vibrationen führt zu besseren Maßtoleranzen und Oberflächenbeschaffenheiten.
Durch die Integration dieser fortschrittlichen Techniken mit Hochleistungsgeräten und regelmäßiger Prozessanalyse können Maschinisten eine bemerkenswerte Effizienz und Genauigkeit bei der Erstellung von Innenecken erreichen.
Die für die Verwaltung der inneren Eckradien verwendeten Materialien sollten nach ihren Eigenschaften und den Anforderungen des Bearbeitungsprozesses eingestuft werden Die Auswahl der Materialien sollte auf der Grundlage ihrer Festigkeit und Härte erfolgen, damit sie der Verformung standhalten können, die während des Bearbeitungsvorgangs auftreten kann Wenn das Material weich wie Aluminium ist, sollte eine ordnungsgemäße Klemmung erfolgen, um zu verhindern, dass sich das Material aufgrund der Schneidkräfte bewegt. Darüber hinaus ist es ratsam, Materialien mit gleichmäßigen Kornstrukturen zu verwenden, um glattere Oberflächenveredelungen zu erzielen.
Dennoch sind die richtige Lagerung und Handhabung sehr wichtig, da sie die Möglichkeit einer Kontamination oder Beschädigung des Werkstücks minimieren. Darüber hinaus können Barrieren verwendet werden, um Materialien trocken und sauber zu halten, und die Häufigkeit der Handhabung kann so begrenzt werden, dass keine Oberflächenfehler entstehen Durch die Ausrichtung der Materialauswahl und Handhabungsmethoden an den Bearbeitungszielen steigern Sie nicht nur die Präzision, sondern auch die Gesamtproduktivität.
Die Wärmeausdehnung ist ein wesentlicher Faktor für die Bearbeitungsgenauigkeit und strukturelle Integrität. Der Einsatz von Materialien mit niedrigen Wärmeausdehnungskoeffizienten wie spezifischen Legierungen oder Verbundwerkstoffen, die für thermische Veränderungen ausgelegt sind, kann diesen Effekt verringern. Darüber hinaus wird das Management der Temperaturen in der Umgebung auch dazu beitragen, die Temperaturschwankungen zu senken. Kühlmethoden wie Präzisionskühlmittelsysteme oder Wärmemanagementtechniken können verwendet werden, um die durch Temperaturänderungen verursachte Verformung zu verringern. Wenn man die Frage der Wärmeausdehnung berücksichtigt, führt dies zu genaueren und zuverlässigeren Bearbeitungsvorgängen.

Die Konstruktion des Eckradius ist ein entscheidender Aspekt für die Leistung und Langlebigkeit von CNC-bearbeiteten Teilen Gut gestaltete Eckradien können bei der Reduzierung der Spannungskonzentrationen helfen und weniger Material wäre anfällig für Ermüdung oder sogar Bruch Das Design des Eckradius hat einen erheblichen Effekt im Fall von Hochspannungsanwendungen wie Luft- und Raumfahrtkomponenten, medizinischen Geräten und Automobilteilen, bei denen Zuverlässigkeit und Präzision im Vordergrund stehen. Wenn die Radien in den Ecken außerdem größer sind, tragen sie auch dazu bei, die Lebensdauer des Werkzeugs zu verlängern, da sie sich weniger an den Schneiden abnutzen, zu glatteren Bearbeitungsprozessen führen und bessere Oberflächenbeschaffenheiten und die Gesamtproduktqualität.
Eckradien müssen entsprechend den Eigenschaften des Materials bei der Konstruktion mit Metallen, Kunststoffen oder Verbundwerkstoffen gewählt werden. Normalerweise werden für Metalle größere Radien empfohlen, da sie dazu beitragen, das Auftreten von Spannungskonzentrationen zu reduzieren, die wiederum unter Belastung zu Rissen oder Verformungen führen können. Unter anderem wird der Kunststoff beim Sintern normalerweise leichter gehandhabt und kann daher für kleinere Radien verwendet werden. Allerdings muss die Verhinderung von Verformungen oder Beeinträchtigungen der Festigkeit an den scharfen Kanten berücksichtigt werden. Je nach Verbundtyp können die Radien geändert werden, um eine ordnungsgemäße Spannungsverteilung zu gewährleisten und gleichzeitig ein Zerbrechen oder Delaminieren der Fasern im Laminat zu verhindern. Es ist wichtig, diese materialspezifischen Eigenschaften zu verstehen und in der nächsten Reihenfolge zu berücksichtigen.
Die Implementierung von Spitzenmethoden für die Eckradiusbearbeitung hat zu einer bemerkenswerten Steigerung der Effizienz, Genauigkeit und Leistung des Materials geführt Die zusammen mit adaptiven Werkzeugwegstrategien verwendete Hochgeschwindigkeits-CNC-Bearbeitung ist eine bemerkenswerte Neuentwicklung Köche und Fabriken können immer noch klare Übergänge an den Ecken vornehmen, was zu einer Verringerung des Verschleißes der Werkzeuge führt und auch die Qualität der Oberfläche konstant bleibt Außerdem hat die Kombination der mehrachsigen Bearbeitung ermöglicht, dass kompliziertere Formen gehandhabt werden können, wobei verschiedene Materialradien optimal erzeugt werden, ohne dass die Festigkeit des Produkts verloren geht.
Darüber hinaus sind die High-Tech-Simulations- und Modellierungssoftware im Planungsprozess der Eckradien von großer Bedeutung. Dies sind die Werkzeuge, die die zukünftigen Spannungspunkte anzeigen und es den Ingenieuren ermöglichen, die Designs vor Beginn des Produktionsprozesses anzupassen, wodurch die Möglichkeit verringert wird, Fehler zu bekommen und die gleichmäßig verteilte Spannung zu gewährleisten. Die Hersteller erweitern durch die genaue Bearbeitungshardware, intelligente Software und das Wissen über das spezifische Material, das zusammen verwendet wird, weiterhin die Grenzen dessen, was mit modernen Bearbeitungsmethoden erreichbar ist, und sind sehr effektiv bei der Bewältigung von Herausforderungen wie Verformungsreduzierung, Werkzeuggeplapper und Wärmeaufbau während der Bearbeitungsprozesse.
Die Präzisionsbearbeitung der Innenecken in Titanlegierungskomponenten war eine Anforderung eines führenden Luft- und Raumfahrtunternehmens. Das Team nutzte fortschrittliche 5-Achsen-CNC-Bearbeitung zusammen mit optimierten Werkzeugwegen, um die Spannungskonzentration erfolgreich zu minimieren und Toleranzen zu erreichen. Das Ergebnis war eine Komponente, die unter extremen Betriebsbedingungen bessere Leistungen erbrachte und so die Wirksamkeit von CNC-Techniken für kritische Anwendungen unter Beweis stellte.
Ein Automobilhersteller musste sich mit dem Problem auseinandersetzen, die Bearbeitung der Innenecken von Aluminium-Motorblöcken konsistent zu halten, mit der Einführung spezieller Schneidwerkzeuge und adaptiver Bearbeitungssoftware konnten sie eine bessere Maßgenauigkeit sowie eine kürzere Bearbeitungszeit erzielen Diese Strategie führte zu einer deutlichen Steigerung der Produktionseffizienz und Teilezuverlässigkeit.
Diese Fälle weisen auf die Notwendigkeit maßgeschneiderter Bearbeitungslösungen und High-Tech-Werkzeuge hin, um die üblichen Probleme bei der Innenbearbeitung von Ecken zu beseitigen.
Die Auswirkungen von Eckradius und Kantenradius auf den Werkzeugflankenverschleiß: Diese Studie untersucht, wie Eck - und Kantenradien den Werkzeugverschleiß beeinflussen, und liefert Einblicke in optimales Design für die Bearbeitung. Quelle
Die Auswirkung des Werkzeugkantenradius auf das Kontaktphänomen der werkzeugbasierten Mikrobearbeitung: Dieser Artikel untersucht den Einfluss des Werkzeugkantenradius auf den Reibungskontakt während der Mikrobearbeitung, der für die Gestaltung interner Eckradien relevant ist. Quelle
5-Achsen-Local-Eckrundung linearer Werkzeugwegdiskontinuitäten: Diese Forschung konzentriert sich auf die Glättung von Werkzeugwegen in Ecken mithilfe der 5-Achsen-Bearbeitung und die Bewältigung von Herausforderungen beim Werkzeugzugang und bei Eckradien. Quelle
Der Eckradius muss größer oder gleich dem Werkzeugradius sein, den Sie verwenden möchten; Dies schlägt im Allgemeinen vor, für die meisten Vorgänge einen Radius auszuwählen, der mindestens den Standardgrößen des Schaftfräsers entspricht (z. B. ein Radius von 1/8 oder 1/4, der den verfügbaren Schaftfräserdurchmessern oder Kugelendwerkzeugen entspricht). Dadurch wird sichergestellt, dass die Ecken eines CNC-bearbeiteten Teils ohne zusätzliche Profilierung oder kostspielige Werkzeuge erstellt werden, wodurch Bearbeitungszeit und -kosten gesenkt werden, da keine maßgeschneiderten Schneidgeräte oder lange Endbearbeitungsdurchgänge verwendet werden müssen.
Normalerweise sind scharfe 90-Grad-Innenecken mit einem rotierenden zylindrischen Schaftfräser nicht möglich, da das Werkzeug einen endlichen Werkzeugradius hat und die Werkzeuggeometrie abgerundete Innenecken erzeugt. Um eine fast scharfe 90-Grad-Innenecke zu erhalten, wäre der Einsatz zusätzlicher Prozesse wie EDM oder Spezialwerkzeuge die andere Option; andernfalls erhöhen Sie die Eckradien oder gestalten Sie die Innenecken eines CNC-Teils neu, um sie mit Standardwerkzeuggrößen und den Einschränkungen des Bearbeitungsprozesses kompatibel zu machen.
Sehr enge Radien erfordern eine Verkleinerung des Werkzeugs oder die Definition komplizierterer Werkzeugwege und tragen so weiter zur Bearbeitungszeit, zum Einrücken des Werkzeugs und auch zur Wahrscheinlichkeit von Maschinenvibrationen bei. Ein Bereich mit kleinem Radius verursacht höhere Kosten, die auf langsame Zuführung, erhöhten Werkzeugverschleiß und das Risiko zurückzuführen sind, zusätzliche Endbearbeitungsverfahren durchführen zu müssen. Daher kann der Herstellungsprozess einfacher durchgeführt werden und gleichzeitig können die Kosten für die Bearbeitung gesenkt werden, wenn die Konstruktion so erfolgt, dass die Eckradien auf ein zulässiges Niveau angehoben werden.
Kugelendwerkzeuge und Endmühlen mit kleinerem Durchmesser werden typischerweise verwendet, um enge Innenecken und kleine Merkmale zu erreichen. Diese; Dies sind jedoch nicht die einzigen, da spezielle Werkzeuge (Eckenradius-Endmühlen) auch zur Erstellung eines bestimmten Inneneckenprofils verwendet werden können. Wenn Werkzeuggeometrie, Standardwerkzeuggrößen und der Schneidprozess berücksichtigt werden, bietet ein kleinerer Schaftfräser die beste Zugänglichkeit, erhöht aber gleichzeitig die Bearbeitungszeit und -kosten, während die richtige Wahl des Werkzeugeingriffs und der Werkzeugwegstrategie ein Gleichgewicht zwischen Präzision und Effizienz ermöglicht.
Vermeiden Sie bei der Konstruktion eines Teils für cnc, dass sehr kleine Radien erforderlich sind, sofern dies nicht unbedingt erforderlich ist; erhöhen Sie die Eckradien auf Standard-Werkzeugradien, gruppieren Sie kleine Merkmale so, dass weniger Werkzeugwechsel erforderlich sind, und fügen Sie genügend Radien hinzu, damit keine Spannungskonzentrationen auftreten Besprechen Sie mit der Maschinenwerkstatt den möglichen Radius und die empfohlenen Standardwerkzeuggrößen; Durch Designänderungen zu Beginn des Prozesses können Sie die größtmögliche Designflexibilität und Kosteneinsparungen erzielen.









