


Ondersteunende, professionele, klantgerichte service
Neem contact op met Lecreator Company
Van prototypes tot productie op volledige schaal, wij hebben u gedekt.


Gebruik deze beslissingsgids om machinespecificaties, de geometrie van de spotdraaibank eerst te lezen en de machinekosten te scheiden van de onderdeelkosten. De lecreator ondersteunt CNC-draaien, freeswerk, draaien van het Zwitserse type, prototypeonderdelen en productiedraaien voor kopers die afgewerkte onderdelen nodig hebben in plaats van een nieuwe machine op de vloer.
| Beste pasvorm | Assen, pennen, bussen, afstandhouders, inzetstukken met schroefdraad, hulzen, mondstukken, katrollen en gedraaide behuizingen. |
|---|---|
| Machine specs die er toe doen | Spindel, rpm, spankop of spantang, barcapaciteit, X/Z-beweging, koepel, levend gereedschap, koelvloeistof, behuizing, controller en inspectietoegang. |
| Dienstbrug | Lecreator vermeldt 2-assig CNC-draaien, live-gereedschap, draaien van het Zwitserse type, rapid prototyping, productiedraaien en secundaire bewerkingen. |
| Public Lecreator beweert | Turning tolerantie aan +/-0.0005 in, 50+ materialen, snelste doorlooptijd van 3 dagen, en kwaliteitstaal die AS9100D, ISO 13485, en IATF 16949 omvat. |
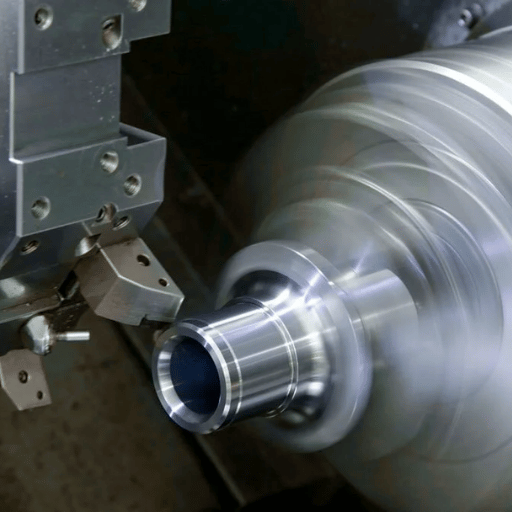
CNC draaibanken draaien een werkstuk terwijl een gereedschap materiaal verwijdert Dat maakt het proces van nature sterk voor ronde metaalgeometrie: diameters, schouders, groeven, draden, boringen, taps toelopende delen, afschuiningen, en gezichten Geometrie wordt een pasvorm probleem wanneer de tekening meer platte vlakken, zakken, diepe off-as kenmerken, of complexe zijgeometrie dan ronde kenmerken heeft.
Het woord “lathe” kan ook verwarring scheppen Handmatige motordraaibanken, minidraaibanken, draaibanken en computergestuurde draaicentra kunnen allemaal een onderdeel draaien, maar ze verschillen in ascontrole, herhaalbaarheid, werkhouding, operatorlast, behuizing, koelvloeistof en inspectiebehoeften. Voor productieruns is de echte vergelijking zelden “lathe of geen draaibank.” Het is meestal alleen “, molen, Zwitserse machine of servicequote.”
Begin met geometrie, niet met een machinecatalogus Als de meeste waarde wordt gecreëerd door diameters rond één middellijn te regelen, is het onderdeel waarschijnlijk eerst draaibank. Als de tekening afhankelijk is van brede prismatische vlakken, meerdere vakken of functies buiten de as, kan het nodig zijn om te frezen, live te bewerken, draad EDM of een tweede bewerking.
| Onderdeelfamilie | Waarom het eerst draaibank is | Kijkpunt |
|---|---|---|
| Shaft | Diameters, schouders, groeven en vlakken delen een middellijn. | Verhoudingen tussen lange lengte en diameter kunnen ondersteuning nodig hebben. |
| Deuvelspeld | Rechte OD, afschuiningen en lengtecontrole pakken draaien. | Afwerking en hardheid kunnen het werk verplaatsen naar slijpen. |
| Struikelen | OD-, ID-, boring- en gezichtsrelaties kunnen in één opstelling worden gehouden. | Dunne wanden kunnen bewegen tijdens het klemmen en snijden. |
| Spacer | Eenvoudige lengte-, OD-, ID- en afschuiningsregeling. | Burr control is belangrijk op volume. |
| Inzetstuk met schroefdraad | Externe en interne schroefdraden zijn uitgelijnd met de spilas. | Draadmeter, spoed, klasse en invoer moeten worden gespecificeerd. |
| Katrol | Groeven en concentrische boringen zijn natuurlijk draaibankwerk. | Sleutelwegen moeten mogelijk worden gemalen of aangesneden. |
| Nozzle | Taps toelopende delen, boringen, stoelen en schroefdraad zijn hartlijnkenmerken. | Kleine diepe gaten kunnen de cyclustijd regelen. |
| Connectorlichaam | De ronde shell, boring, en draadkenmerken passen bij een draaiend centrum. | Platten, sleuven en dwarsgaten voegen levend gereedschap of frezen toe. |
| Gedraaide behuizing | Concentrische stoelen en vlakken kunnen uit knuppel of staaf worden gesneden. | Zakken en boutpatronen kunnen de taak naar freesdraai verplaatsen. |
Scenario 1: prototype as. Eén productingenieur heeft 12 roestvrijstalen assen nodig met twee diameters, één M6-schroefdraad en een lagerstoel. De print heeft geen zakken, geen platte vlakken en geen zijgaten. Dat is een schone cnc-draaikandidaat, zelfs als een koper eerst naar een cnc-draaibankmachine heeft gezocht. Handige offertegegevens zijn geen machinemerk; het is materiaalkwaliteit, OD-tolerantie, draadklasse, afwerking van de lagerstoel, hoeveelheid en inspectiemethode. Als bij de volgende herziening een kruisgat of een sleutelvlak wordt toegevoegd, kan het onderdeel nog steeds op een draaibank beginnen, maar kan het live gereedschap nodig zijn, een tweede freesopstelling of een handoff om Zwitserse bewerking voor kleine, lange functies.
Het genoemde raamwerk hieronder is het kernbeslissingspunt: de 6-Input draaibank-of-service pasvormtest. het scheidt eigendomslogica van deels kopen logica Het bezit van een werktuigmachine kan zinvol zijn wanneer de herhaalde vraag, de tijd van de exploitant, inspectieuitrusting, en vloercapaciteit allen op één lijn liggen Citeren a CNC draaiende dienst is logischer wanneer het onderdeel urgent is, weinig volume heeft, moeilijk te inspecteren is, materiaalgevoelig is of waarschijnlijk zal veranderen.
| Invoer | Signaal kopen | Citaatsignaal |
|---|---|---|
| Jaarlijks volume | Stabiele herhaalde productieruns vullen de machine. | Prototype of onregelmatige vraag. |
| Tolerantie | Bestaande inspectieapparatuur kan de tekening meten. | Strakke tolerantie, GD & T, of CMM-rapportage is vereist. |
| Materiaal | Bekend aluminium-, messing- of vrijbewerkingsstaalwerk. | Titanium, roestvrij staal, geharde legering of moeilijk plastic gedrag. |
| Gebruik | Spindeluren rechtvaardigen machine, gereedschap, koelvloeistof en onderhoud. | De machine zou tussen de banen door stilstaan. |
| Operator vaardigheid | Een machinist kan offsets programmeren, gereedschappen instellen, bewijzen en aanpassen. | Geen getrainde operator of setup ondersteuning. |
| Inspectielast | Shop heeft al meters, micrometers, draadmeters en rapporten. | De klant heeft materiaalcertificaten, eerste artikel, CMM of PPAP nodig. |
| Veranderingssnelheid van geometrie | Tekening is vergrendeld. | Het ontwerp beweegt zich nog steeds over de prototyperondes heen. |
| Secundaire operaties | Alleen draaien en eenvoudig boorwerk zijn nodig. | Warmtebehandeling, slijpen, plateren, graveren of assembleren is vereist. |
| Schemarisico | Interne wachtrij is voorspelbaar. | Onderdelen zijn sneller nodig dan een machineaankoop-, installatie- en bewijscyclus. |
Scenario 2: koper blijft steken tussen machine en service. Stel dat een klein hardwareteam 200 messing schroefdraadinzetstukken per maand wil Eén minidraaibank kan vroege monsters maken, maar de koper heeft ook consistente draadmeting, braamcontrole, materiaaltraceerbaarheid en een back-upplan nodig wanneer de vraag naar 2.000 stuks springt. De testpunten met 6 ingangen richting een hybride pad: gebruik eenvoudige interne monsters voor pascontrole en citeer vervolgens de productiegeometrie via een draaiende leverancier. Dit beschermt contant geld tegen het zitten in een machine, spantangset, gereedschapshouders, koelvloeistof, inspectieapparatuur en training van de operator voordat het ontwerp stabiel is.

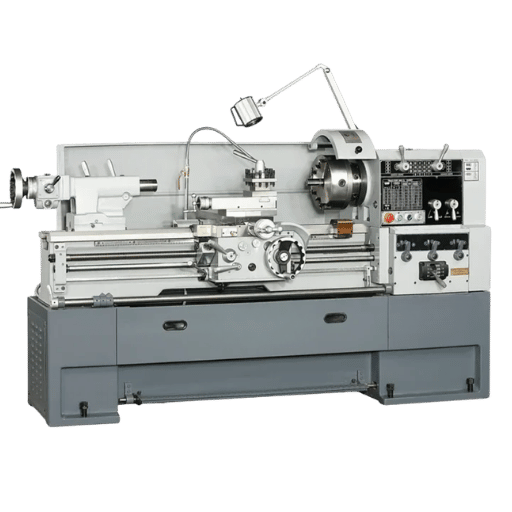
Spec sheets lijken op elkaar totdat de deeltekening in de discussie komt Collet-formaat, een 8 in chuck, een tailstock, een barfeeder, een koepel, een sub-spindel, Y-as live tooling, en een koelvloeistof systeem veranderen allemaal wat er gemaakt kan worden zonder extra opstellingen Voorbeelden van openbare machines laten ook zien waarom prijsvergelijking moeilijk is: compacte pakketten kunnen een 1,5 pk spindel en 180-5000 rpm vermelden, terwijl grotere CNC metalen draaibanken worden verkocht rond schommel, spindelboring, middenafstand, en ondersteuning voor zwaar werk.
Wanneer u een machine-envelop vergelijkt met een service-offerte, groepeert u de tekening op maatbanden: 0,25 in pinnen, 0,5 in afstandhouders, 1 in bussen, 2 in behuizingen, 8 in spanwerk, 12 in diameterdelen en 24 in lengtedelen creëren allemaal verschillende werk- en inspectievragen.
| Spec | Waarom het ertoe doet | RFQ-vertaling |
|---|---|---|
| Spindelvermogen en toerental | Regelt koppel, snelheid en vermogen om metaal te snijden zonder gebabbel. | Deel materiaal, OD, afwerking en tolerantie. |
| Chuck of collet | Beïnvloedt grip, uitloop, omschakeling en oppervlaktemarkering. | Roep cosmetische zones en concentriciteitsbehoeften aan. |
| Barcapaciteit | Stelt de maximale voorraaddiameter in voor werk met staafvoeding. | Geef de voorraadgrootte op indien bekend. |
| Staartstock | Ondersteunt lange delen tijdens het draaien. | Vlag slanke schachten vroeg. |
| Live tooling | Voegt boor-, vlak-, sleuven- en lichtfreeswerkzaamheden toe aan het draaicentrum. | Markeer kruisgaten, flats en hoekige kenmerken. |
| Sub-spindel | Kan de achterkant afwerken zonder handmatige herklemming. | Achtergrondfuncties duidelijk tonen. |
| Gidsbus | Ondersteunt klein, lang, slank werk in de buurt van de snede. | Overweeg een Zwitserse draaibank pad voor kleine schachten en pinnen. |
| Omheining en bewaking | Beschermt rond roterend werk, spanen, koelvloeistof en knelpunten. | Vraag hoe de opstelling omgaat met blootgestelde gevaren voor het vasthouden van werk. |
Voor draaien verandert de spindelsnelheid met de diameter van het onderdeel De Machinaal bewerkend laboratorium van de Universiteit van Florida geeft de gebruikelijke formule N = 12 * V /(pi * D), waarbij N rpm is, V de oppervlaktesnelheid in voet per minuut is en D de diameter in inches is. Dat betekent dat een werkstuk van 0,25 en een werkstuk van 2 niet hetzelfde toerental gebruiken bij dezelfde oppervlaktesnelheid. Dezelfde bron waarschuwt studenten ook om de snelheid onder bepaalde omstandigheden van de veiligheid van de spankop in de laboratoriumomgeving te verlagen, wat eraan herinnert dat het toerental niet alleen uit een tafel wordt gekozen.
Materiaalkeuze verandert warmte, gereedschapslijtage, chipcontrole, koelvloeistofbehoeften, braamgedrag en oppervlakteafwerking Aluminium kan snel snijden, messing kan schoon bewerken, roestvrij staal kan uitharden, titanium draagt warmte slecht, kunststoffen kunnen onder klemdruk bewegen en gehard staal heeft mogelijk een andere procesketen nodig Lecreator somt speciale materiaalpaden op aluminium CNC bewerking, roestvrij staal CNC verspanen, en titanium CNC-bewerking.
Tolerantie heeft ook een zorgvuldige formulering nodig Servicepagina's kunnen een mogelijkheid vermelden zoals +/-0,0005 in, maar een tekening moet nog steeds definiëren welke diameter, lengte, boring, draad, uitloop, positie, vlakheid of oppervlakteafwerking van cruciaal belang is. De ISO-catalogus met maat- en geometrische specificaties wijst op afzonderlijke normen voor lineaire maattoleranties, geometrische productspecificaties en referentiegegevens, waaronder ISO 286-1, ISO 286-2, ISO 1101 en ISO 5459.
| Materiaal | Draairisico | Wat te specificeren |
|---|---|---|
| Aluminium | Bramen, afwerkingsmarkeringen, draadkwaliteit. | Legering, afwerking, ontbraamlimieten, cosmetische zones. |
| Roestvrij staal | Werkverharding, gereedschapsslijtage, hitte, bramen. | Rang, passivatiebehoefte, kritische diameters. |
| Titanium | Warmte, standtijd, afbuiging, vreten. | Rang, afwerking, inspectieplan, batchhoeveelheid. |
| Messing en koper | Oppervlaktemarkeringen en chipgedrag variëren per legering. | Legeringsaantal, loodvrije behoefte, cosmetische grenzen. |
| Plastic | Klemvervorming, warmtebeweging, bramen en pluisjes. | Materiaalkwaliteit, gebruikstemperatuur, vlakheid en afwerking. |
Voor een productieproject moet de RFQ de tekening verbinden met een projecttijdlijn, doorvoerbasislijn, inspectiebasislijn en verwachte productieresultaat Vraag of de leverancier een prototypebehoefte van 3 dagen kan scheiden van een bridge-build van 6 maanden, een herhalingsorder van 12 maanden of een eigendomsvergelijking van 24 maanden. Voor de capaciteit van de gedraaide onderdelen vermelden de openbare pagina's van Lecreator de draaicapaciteit van CNC-bewerking met een diameter van 12 bij 24 lang en een draaipaginacapaciteit met een maximale diameter van 24 inch en een lengte van 36 inch; deze cijfers moeten worden gecontroleerd aan de hand van de daadwerkelijke tekening vóór elke casestudy, interne steekproef of productieresultaat wordt als vergelijkbaar behandeld.
Scenario 3: tolerantieval. Eén koper vraagt om elke diameter op een roestvrijstalen huls op +/- 0,0005 te houden, omdat een servicepagina dat nummer vermeldt. De machinist leest de tekening en ziet één lagerstoel die er toe doet, twee niet-kritische afstandsdiameters, een dunne wand en een draad zonder maatafroep. Betere RFQ-formulering markeert de lagerstoel als kritisch, versoepelt niet-functionele diameters, definieert de draadvereiste en vraagt om de inspectiemethode. Die verandering kan het schrootrisico verlagen zonder de ontwerpintentie te verzwakken.
Voorbeelden van openbare machines laten zien waarom de kostenvraag context nodig heeft Compacte CNC-draaibankpakketten kunnen worden geadverteerd in de lage vijf cijfers, terwijl commerciële kostengidsen instapmodel 2-assige draaibanken plaatsen in het $15.000-$50.000-assortiment en productiedraaibanken in het $50.000-$300.000-assortiment. Die nummers zijn alleen aankoopcontext Ze omvatten geen gereedschap, spantangen, koelvloeistof, software, inspectieapparatuur, armaturen, onderhoud, operatortijd, schroot of secundaire bewerkingen.
Een handig antwoord is een bereik met een kanttekening: een kleine of instap CNC draaibank kan beginnen in lage vijf cijfers, terwijl productie draaicentra zes cijfers kunnen bereiken vóór accessoires Het echte breekpunt is niet de stickerprijs. Het zijn de verwachte kosten per bruikbaar onderdeel na het instellen, gereedschapsslijtage, inspectie, herwerken, inactieve tijd en arbeid.
| Kostenrijder | Effect van machinebezit | Effect van serviceofferte |
|---|---|---|
| Setup | Betaald in personeelstijd en schroot. | Ingebouwd in offerte en afgeschreven op hoeveelheid. |
| Gereedschap | Gereedschapshouders, inzetstukken, boren, boorstaven, meters. | Provider selecteert proces tooling. |
| Inspection | Micrometers, draadmeters, CMM-toegang, records. | Gevraagde rapporten voegen kosten toe, maar verminderen de interne lasten. |
| Materiaal | Koper draagt druppels, schroot, en bestelrisico. | Citaat kan materiaal- en certificeringsbehoeften omvatten. |
| Schema | Machine-installatie en prove-out kunnen de eerste bruikbare onderdelen vertragen. | Een provider met capaciteit kan prototype en productietiming citeren. |

Een duidelijke RFQ verslaat een lange e-mail Als het onderdeel al op weg is naar een CNC-bewerkingsservice, geef de leverancier genoeg detail om een draaibank, Zwitserse machine, molen-draai centrum, of secundair proces te kiezen zonder te raden.
Vraag bij kleine schachten, medische pinnen, connectoren en miniatuur gedraaide componenten vroeg of een Zwitserse route geschikt is. Voor onderdelen die draaien combineren met platte vlakken, sleuven en dwarspalen, vraag of er live gereedschap is of multitasking machining kan extra opstellingen verminderen Voor scherpe interne hoeken, fijne sleuven of geharde materialen buiten de comfortzone van een draaibank, draad EDM kan in het procesplan thuishoren.
Een gedraaid onderdeel kan er eenvoudig uitzien en nog steeds niet worden geïnspecteerd Bepaal welk bewijs u nodig heeft voordat de productie begint, vooral voor ruimtevaart, medische, automobiel-, robotica-, vloeistofcontrole- en industriële apparatuur. De openbare pagina's van Lecreator verwijzen naar ISO 9001, AS9100D, ISO 13485 en IATF 16949-taal op CNC-bewerkings- en omslagpagina's; kopers moeten deze kwaliteitsclaims afstemmen op het documentpakket dat nodig is voor de bestelling.
| Koperscontext | Gemeenschappelijk bewijs om te vragen |
|---|---|
| Controle van de prototypefit | Fundamentele dimensionale inspectie op kritische kenmerken. |
| Lucht- en ruimtevaartbeugel of actuatoronderdeel | Materiaalcertificaat, CoC, eerste artikel en gecontroleerd revisierecord. |
| Component van medische hulpmiddelen | Traceerbaarheid van materiaal, schoonmaaknotities, inspectieregistratie en partijcontrole. |
| Productieartikel voor auto's | PPAP, controleplan, ijkmethode en herhaalbaarheidsgegevens indien nodig. |
| Algemene industriële reserve | Tekenrevisie, materiaalkwaliteit, inspectie op functionele diameters en afwerkingsbevestiging. |
nist-onderzoekers Laetitia Monnier, William Z. Bernstein en Sebti Foufou omlijsten de digitale thread als een manier om NC-code, machinecontrollergegevens en inspectiebewijs met elkaar te verbinden, zodat productiegegevens tussen systemen kunnen worden geïnterpreteerd in plaats van vast te zitten in één machine, zoals beschreven in een NIST-publicatie uit 2023 over NC- en MTConnect-gegevens.
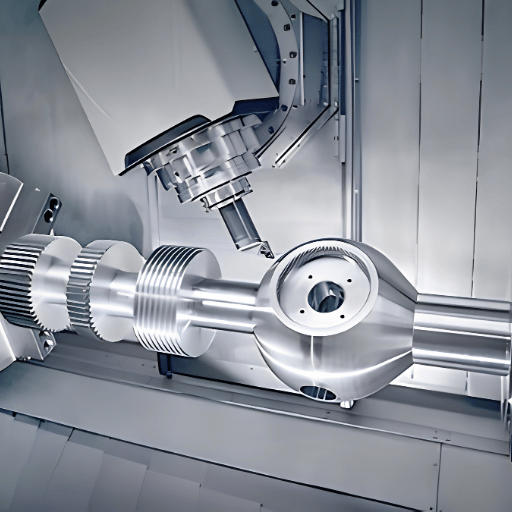
Het sterkste trend signaal is niet een enkel nummer van marktgrootte Het is de verschuiving naar verbonden cellen, minder opstellingen, meer automatisering rond draaicentra, en nauwere koppelingen tussen bewerkings - en inspectiegegevens. NIST's Smart Manufacturing Systems-testbed inclusief CNC-draaien, CNC-frezen, CMM, digitale micrometers, CAD/CAM/CAI/PDM en MTConnect-gegevensverzameling, die laat zien waar de aandacht voor industrieel onderzoek naartoe gaat.
Handelsbronnen wijzen ook op staafaanvoer, robotverzorging, IoT-aangesloten machines, meerassige mogelijkheden en compacte geautomatiseerde cellen. Voor kopers is de actie praktisch: citeer onderdelen met voldoende details zodat een leverancier kan kiezen tussen 2-assig draaien, live bewerken, Zwitsers draaien, freeswerk en secundaire bewerkingen. Flexibele inkoop kan het kopen van een machine verslaan als de vraag naar producten onzeker is.
De CNC-metalen draaibank is de machine CNC-draaien is de bewerking die het werkstuk roteert terwijl snijgereedschappen materiaal verwijderen Serviceproviders kunnen 2-assige draai-, live-gereedschaps-, Zwitserse draai- of freesdraaiprocessen uitvoeren, afhankelijk van de tekening.
Ja, maar materiaalrang, hitte, gereedschapsslijtage, koelmiddel, werkvasthouden, en tolerantiemateriaal Roestvrij staal en titanium hebben gewoonlijk meer procescontrole nodig dan aluminium of messing.
Gebruik frezen wanneer de belangrijkste kenmerken vlakke vlakken, zakken, brede sleuven, contouren buiten de as of prismatische geometrie zijn. Zijdelings uitgeruste gedraaide onderdelen kunnen nog steeds worden gemaakt met levend gereedschap of freeswerk.
Alleen wanneer volume, machinegebruik, vaardigheid van de operator, gereedschap en inspectieondersteuning eigendom rechtvaardigen Voor prototypes, onstabiele ontwerpen, moeilijke materialen of korte runs is offerteservice vaak het pad met een lager risico.
Het hangt af van diameter, lengte, materiaal, wanddikte, toegang tot gereedschap, werkvastheid en inspectiemethode. Behandel publieke tolerantieclaims als capaciteitssignalen en markeer vervolgens de kritische kenmerken op de tekening.
Stuur een CAD-bestand, 2D-tekening, materiaal, hoeveelheid, toleranties, thread callouts, oppervlakteafwerking, inspectiebehoeften, certificaatbehoeften en doelschema Vermeld eventuele huidige procesproblemen of fouten uit het verleden.
Als uw tekening eerst op de draaibank staat, stuur Lecreator dan het CAD-bestand, de tekening, het materiaal, de hoeveelheid, de tolerantie, de afwerking, de inspectiebehoeften en de deadline. Het team kan het werk routeren via CNC-draaien, Zwitsers draaien, live bewerken of bredere aangepaste CNC-bewerking wanneer de geometrie meer nodig heeft dan alleen een draaibankproces.









