


Ondersteunende, professionele, klantgerichte service
Neem contact op met Lecreator Company
Van prototypes tot productie op volledige schaal, wij hebben u gedekt.


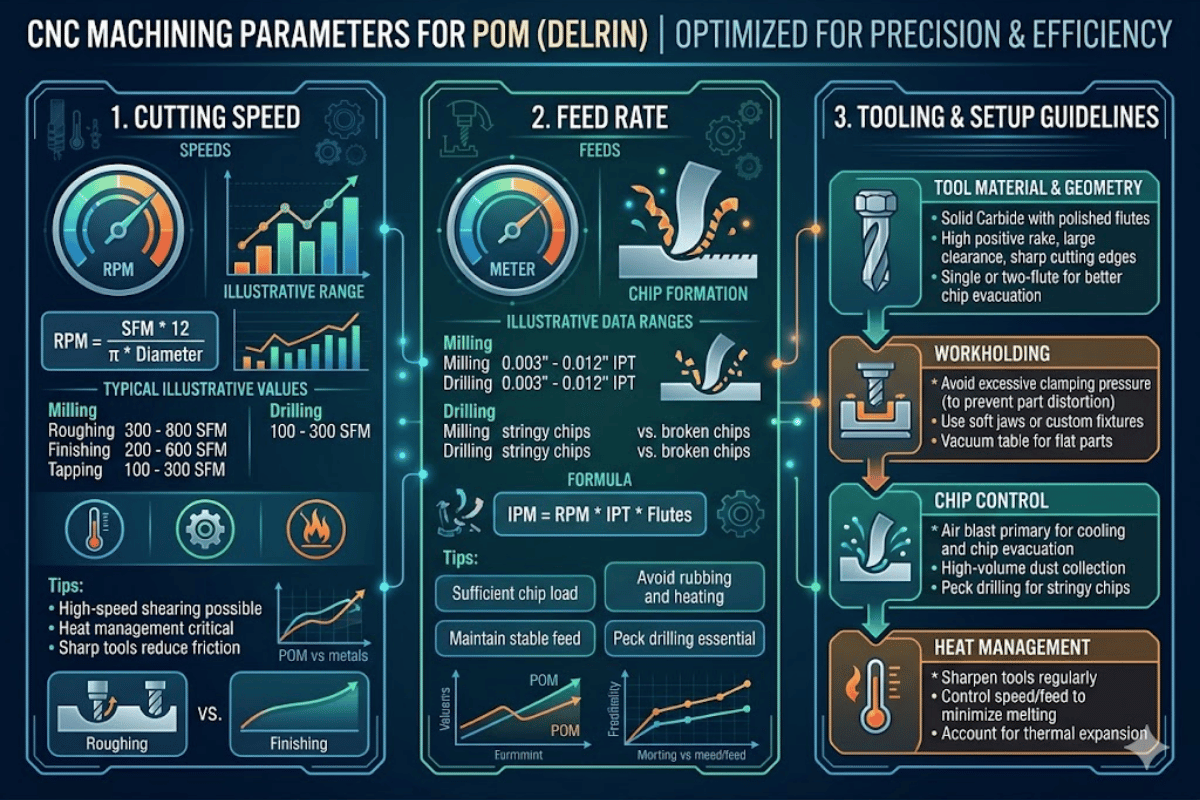
CNC Machinaal bewerkende Parameters voor POM 2 Speeds, Feeds, Tolerantiegegevens
Polyoxymethyleen (POM) is een van de meest bewerkbare technische kunststoffen die u op elke werkvloer kunt verwachten Dit POM bewerkingsgids is samengesteld uit daadwerkelijke snijparameters, gereedschapsselecties en tolerantiebereiken die van belang zijn wanneer u een POM-kunststofonderdeel programmeert op een CNC-kunststoffrees- of draaicentrumnotheorie, alleen cijfers die u in de controller kunt ponsen.
| Materiaal | POM (polyoxymethyleen /acetaal /delrin) |
| Typische Snijsnelheid | 150-500 m/min |
| Voedertarief (malen) | 0,05-0,25 mm/tand |
| Voedertarief (draaien) | 0,05-0,30 mm/omw |
| Haalbare tolerantie | ±0,02-0,10 mm |
| Oppervlakteafwerking (Ra) | 0,4-1,6 μm (as-machined) |
| Max Service Temp | 90-100 °C continu /140 °C op korte termijn |
| Voorkeur Tool Materiaal | Ongecoat carbide /PCD |
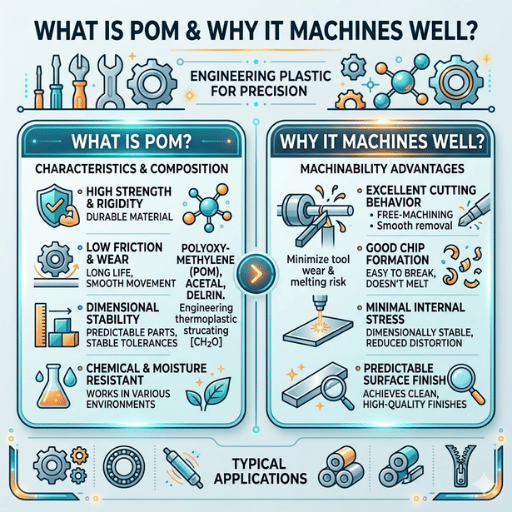
Een volledige naam voor POM, polyoxymethyleen kan door vele handelaren worden gekocht, zoals Delrin (DuPont) en Ultraform (BASF) - kunststof voor de techniek van POM, waarbij de kristalliniteit zo hoog is als 75%. Het is zo'n kristallijne aard die dit POM-materiaal zijn typische sterkte brengt, waarbij wordt opgemerkt dat: de treksterkte = 60-70 MPa, de coëfficiënt van wrijvingscoëfficiënt = 0,20-0,35 en de maatvastheid strak is naarmate de tijd verstrijkt.
In principe zijn er twee soorten POM: homopolymeer POM (POM-H) en copolymeer POM (POM-C) Van de twee heeft POM-H een hogere stijfheid en treksterkte 51TP3 meer dan POM-C voor het bewerkingswerk van onderdelen van de tandwielstructuur POM-C is in deze aspecten inferieur aan POM-H, maar door en door beter vanwege de chemische weerstand, thermische geleidbaarheid tijdens het bewerken en verminderde gevoeligheid voor middellijnporositeit Voor werkstukken met nauwe toleranties heeft dit laatste de voorkeur.
Afgezien van het hebben van een lagere coëfficiënt van vochtabsorptie (minder dan 0.2%, vergeleken met 1-213T van nylon), POM vertoont uitstekende dimensionele stabiliteit voor winkelvloeren droog of vochtig Wanneer gekoppeld aan zijn natuurlijk goede smerende werking en opmerkelijke weerstand tegen oplosmiddelen, alcoholen, zwakke zuren en brandstoffen, de mechanische eigenschappen van POM-materiaal maken het geschikt voor precisieonderdelen in auto-onderdelen, medische instrumenten en voedselverwerkende machines.
Materiaal wordt bewerkt met procesparameters om zowel een dimensionaal stabiel en glad onderdeel of een kromgetrokken onderdeel te produceren uit gegenereerde warmte De ruwe en afwerkingstafels zijn voorzien van de meest recente hulplijnen, maar de laatste telt voor het bewerken van een POM-werkstuk met strakke tolerantie.
| Parameter | Ruw | Afwerking |
|---|---|---|
| Snijsnelheid | 200-400 m/min | 300-500 m/min |
| Feed Rate | 0,15-0,30 mm/omw | 0,05-0,12 mm/omw |
| Diepte van Cut | 1,5-3,0 mm | 0,3-0,8 mm |
| Rake Angle | 6°-10° positief | 6°-10° positief |
| Parameter | Ruw | Afwerking |
|---|---|---|
| Snijsnelheid | 150-250 m/min | 250-350 m/min |
| Voer per tand | 0,10-0,25 mm/tand | 0,05-0,10 mm/tand |
| Axiale DOC | 2,0-4,0 mm | 0,5-1,5 mm |
| Spindel Snelheid | 4.000-6.000 TPM | 6.000-8.000 TPM |
| Parameter | Aanbevolen Waarde |
|---|---|
| Spindel Snelheid | 1.000-2.500 TPM |
| Feed Rate | 0,05-0,15 mm/omw |
| Point Angle | 118° (standaard twistboor) |
| Peck Cycle | Vereist voor L/D > 3:1 |
📐 Technische opmerking
Een studie gedrukt door MDPI-metalen in 2023 vond dat nauwkeurige parameters voor POM-C draaien over een PCD-gereedschap de totale bewerkingstijd met 44% verminderden Het werk maakte gebruik van RSM en een vlakgecentreerd CCD experimenteel ontwerp, met als doel de oppervlakteruwheid te harmoniseren met werkstukafbuiging en goede chipvorming.
Over het algemeen is perslucht voldoende om de POM-bewerking af te koelen. Omdat POM vrijwel geen vocht absorbeert, is het ook mogelijk om koelmiddel op waterbasis te gebruiken voor massaproductie zonder verandering van de afmetingen van het werkstuk, wat niet kan gebeuren bij gebruik van met carbide-grit gevulde thermoplastische materialen zoals nylon, waarbij de plotselinge koelvloeistofstroom kan leiden tot materiaalzwelling.

Om een gereedschaps- en gereedschapsgeometrie voor POM te kiezen, hangt het eerst af van de batchgrootte en oppervlakteruwheid die u verwacht. POM presteert doorgaans beter dan de meeste versterkte kunststoffen of metalen met lagere gereedschapsslijtage op de CNC-machine, dankzij de zachtheid ervan, maar het is ook delicaat om bramen of gesmolten onderdelen te hebben als de verkeerde gereedschapsgeometrie wordt gebruikt.
| Gereedschap Materiaal | Best For | Typisch Tool Life | Oppervlakte Afwerking |
|---|---|---|---|
| HSS (hogesnelheidsstaal) | Prototypes, korte runs | 500-2.000 onderdelen | Ra 0,8-1,6 μm |
| Ongecoat Carbide | Productievolumes | 5.000-15.000 onderdelen | Ra 0,4-0,8 μm |
| PCD (polycrystalline Diamond) | Hoogvolume, strakke tolerantie | 50.000+ onderdelen | Ra 0,2-0,4 μm |
| DLC-gecoat carbide | Verminderde wrijvingstoepassingen | 10.000-20.000 onderdelen | Ra 0,4-0,6 μm |
Eindmolens met twee fluiten werken veel beter dan sets met vier fluiten bij het werken met POM. De unitaire grotere snijder GFI-elementen en buigt veel sneller af, wat resulteert in minder ophopingen van opnieuw gesneden gesmolten kunststoffen. Het gebruik van een positieve harkhoek van ongeveer 6-10 graden vergroot het vermogen van de machine om de shear vooraf te plannen in plaats van het gereedschap te forceren. Verbeteren van uw gereedschapsproces en verlengen van de levensduur van het gereedschap.
Voor precisie bewerkte POM onderdelen, carbidehulpmiddelen zijn de goedkoopste en meest effectieve optie Bespaar PCD voor banen die een oppervlakteafwerking van minder dan micron vereisen, of waarbij de gereedschapsinvestering kan worden afgeschreven over middelhoge batchhoeveelheden.
POM heeft de neiging om een van de beste te leveren als machinaal bewerkte oppervlakteafwerkingen van alle technische kunststoffen. Met scherp carbidegereedschap en een conservatieve voedingssnelheid is 0,4-0,8 Ra rechtstreeks mogelijk vanuit de CNC zonder polijsten.
| Eigenschap Type | Standaard Tolerantie | Strakke Tolerantie | Notes |
|---|---|---|---|
| Lineaire Afmetingen | ±0,10 mm | ±0,02 mm | Vereist gloeien + klimaatbeheersing |
| Boring Diameter | ±0,05 mm | ±0,02 mm | Ruim na boren |
| Vlakheid | 0,10 mm/100 mm | 0,05 mm/100 mm | Symmetrische materiaalverwijdering kritiek |
| Oppervlakte Ruwheid | Ra 0,8-1,6 μm | Ra 0,2-0,4 μm | PCD-tooling voor de beste afwerking |
Gekoppeld aan nultolerantie-bewerkte bevestiging en spannings-ontlasting gloeien, toleranties tussen 0,02 mm kan worden gehouden Onderzoekers Pinisetty en Redner aangetoond dat voor POM de voedingssnelheid en neusradius de oppervlakteruwheid domineren, waarbij de snedediepte een secundaire invloed heeft.
Een reputatie voor eenvoudige bewerking betekent dat het altijd een verrassing is wanneer een van de drie problemen operators overrompelt, vooral metaalmachinisten die nieuw zijn in kunststoffen. Elk komt voort uit een specifieke eigenschap van het POM-bewerkingsproces en heeft een passende oplossing.
| Probleem | Root Cause | Solution |
|---|---|---|
| Warping na bewerking | Restspanning door extrusie/vormen die vrijkomt door materiaalverwijdering | Gloeien tussen ruwe en afwerkingspassen; materiaal symmetrisch verwijderen |
| Braamvorming aan randen | Doffe gereedschapsrand of overmatige verblijf bij uitgangspunten | Behoud scherp gereedschap; gebruik klimfrezen; programmeer uitgangspaden om uitwonen te voorkomen |
| Kraken (vooral POM-H) | Spanningsconcentratie op scherpe interne hoeken; middellijnporositeit in homopolymeer POM | Filetstralen toevoegen ≥0,5 mm; overschakelen op POM-C voor dikwandige onderdelen; uitgloeien vóór de laatste bewerking |
📐 Technische opmerking 'Annealing Protocol' voor POM
Gloeien bij 140-150 C (10-20 C onder de temperatuur van de hittevervorming) om restspanningen te minimaliseren Houd in een oliebad 40-60 minuten per wand van 5 mm In een luchtbad op kamertemperatuur 20-30 minuten per wand van 5 mm Houd het geheel af tot kamertemperatuur voordat u de spanning machinaal bewerkt of opnieuw invoert Vermijd geforceerde koeling bij de gloeistap; opnieuw geïntroduceerde restspanningen zouden de maatvoordelen compenseren Schema na ruwe bewerking of tijdens tussenliggende afwerkingsfasen Deze stap is het belangrijkst voor POM-kenmerken die toleranties vereisen die fijner zijn dan 0,05 mm.
Vanuit chemisch oogpunt begint POM af te breken boven 230 C en stoot tegelijkertijd formaldehyde uit. Bij machinale bewerking tijdens het verwijderen van de hete chip moet de juiste ventilatie op het bedieningsstation worden gehandhaafd. Gevallen van overmatige warmteontwikkeling in de werkzone als gevolg van onverbrande chips en geconcentreerde wrijvingswarmte in de snijzone zijn goed gedocumenteerd.
Optimale toepassingskeuze tussen POM en andere technische kunststoffen hangt af van welke bedrijfsomstandigheden het belangrijkst zijn voor de toepassing en het proces. Hieronder vergelijkt een tabel de werkelijke eigenschapswaarden (waarden voor “good” worden ook vermeld om te illustreren dat er geen take-for-granted correlatie bestaat) van elk.
| Property | POM (Acetaal) | Nylon (PA6/66) | PEEK |
|---|---|---|---|
| Treksterkte | 60-70 MPa | 70-85 MPa | 90-100 MPa |
| Wrijvingscoëfficiënt | 0,20-0,35 | 0,35-0,45 | 0,35-0,40 |
| Max Continue Temp | 90-100 °C | 80-100 °C | 250 °C |
| Vocht Absorptie | <0,2% | 1,0-2,5% | <0,1% |
| Bewerkbaarheid | Uitstekend chips | Goed zo om te smeren | Goede 't snijden krachten |
| Relatieve Materiële Kosten | 1,0× | 0,7-0,9× | 15-20× |
Voor toepassingen waar de maatvastheid en wrijvingscoëfficiënt het meest kritisch zijn, is POM het beste POM absorbeert geen water en verandert van afmeting, zoals Nylon dat zal doen, met 0,5-1,0% in een verder vochtige omgeving POM laadt ook gemakkelijker en equilibreert sneller dan PEEK onder hoge temperatuur /chemisch zware omgevingen, maar kost 15-20 /kg Voor CNC-bewerkte onderdelen en voor de toepassingen waarvoor ze het meest geschikt zijn, zal POM beter presteren dan composieten of andere kunststoffen onder de 100 C wat betreft kosten, bewerkbaarheid en prestaties.
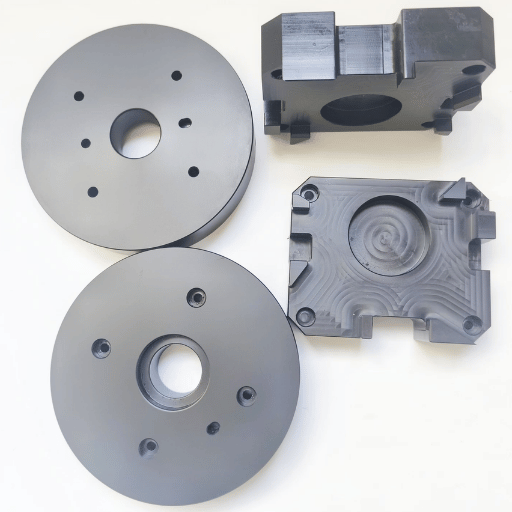
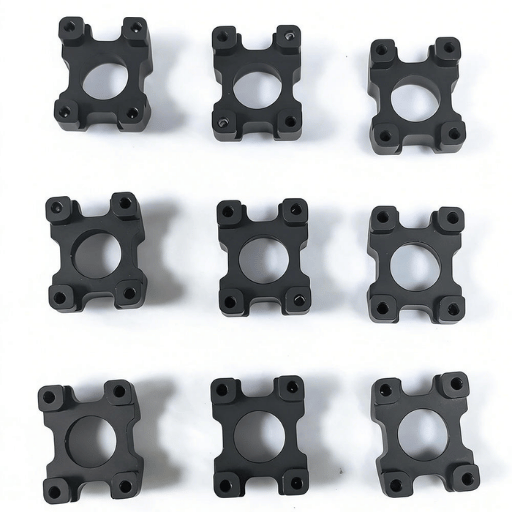
De combinatie van POM met lage wrijving en de mechanische eigenschappen van dit kunststofmateriaal maken het ideaal voor zelfsmerende toepassingen waarbij overgewicht of overtollig materiaal een belemmering zou vormen voor een product De volgende industrieën vormen het grootste deel van de markt voor machinaal bewerkte POM's:
Automobiel: Klemmen van het brandstofsysteem, geleiderouches van de veiligheidsgordel, tandwielen van de raamregelaar en componenten van het interieurmechanisme. POM wordt hier gebruikt omdat het veel cycli weerstaat en wordt blootgesteld aan kamertemperaturen en langdurige blootstelling aan autovloeistoffen, zelfs herhaaldelijk gedurende vele cycli zonder ontbinding.
Medische apparaten: Inhalatorlichamen, chirurgische instrumentenhandvatten, pomparts voor medicijnafgifte Omdat POM-homopolymeer zich aanpast FDA 21 CFR 177.2480, gebruik in contact met voedsel, extractiemiddelen zijn beperkt tot 0,5 mg/in en formaldehydegehalte is minder dan 0,0050 gewichtsprocent POM-copolymeer wordt afzonderlijk gereguleerd onder 21 CFR 177.2470.
Voedselverwerking: transportgidsen, slijtstrips van verpakkingsmachines en klepzittingen. Het bewezen uithoudingsvermogen van POM in de natte omgeving van voedselverwerking, gekoppeld aan FDA-conforme kwaliteiten, maakt POM tot een uitstekende keuze voor machines die met voedsel in contact komen.
Industriële apparatuur: gewone lagers, tandwielmechanismen, kleplichamen en pompwaaiers. Dankzij de lage wrijvingscoëfficiënt van POM (0,20-0,35) kunnen sommige lagertoepassingen zonder smering worden uitgevoerd, waardoor de onderhoudsfrequentie wordt verlaagd en vervuiling van schone omgevingen wordt voorkomen.
Voor al deze eindmarkten heeft POM dit bewerkt aangepaste specificaties door CNC biedt niet alleen grote toleranties en verbazingwekkende herhaalbaarheid, maar presteert ook beter dan spuitgieten in het bereik van 5.000 stuks per bestelling.

Langdurige service 90-100 C. Kortdurende blootstelling 140 C. Boven 230 C ontleedt POM en geeft formaldehyde vrij. Bij snelle bewerking is voldoende ventilatie nodig om lokale oververhitting te voorkomen.
Beschouw PEEK boven de 120 C, maar bij 15-20 kost het materiaal.
Precisie POM-onderdelen nodig die volgens uw specificaties zijn bewerkt?
Deze gids is samengesteld door de technische afdeling van Le-creator, een in Shenzhen gevestigd CNC-bewerkingsbedrijf met 17 jaar productie-ervaring in het werken met POM, PEEK, nylon en meer dan 40 andere technische kunststoffen. De in dit artikel genoemde freesbereiken zijn vergeleken met bestaand onderzoek gepubliceerd door MDPI en Springer, evenals de gegevens die we verkrijgen door elke dag meer dan 80 CNC-machines op polymeermateriaal te gebruiken.









