


Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.


Use este guia de decisão para ler as especificações da máquina, a geometria do torno pontual e separar o custo da máquina do custo da peça O Lecreator suporta torneamento CNC, trabalho de rotação do moinho, torneamento do tipo suíço, peças de protótipo e torneamento de produção para compradores que precisam de peças acabadas em vez de uma nova máquina no chão.
| Melhor ajuste | Eixos, pinos, buchas, espaçadores, inserções roscadas, mangas, bicos, polias e caixas torneadas. |
|---|---|
| Especificações da máquina que importam | Fuso, rpm, mandril ou pinça, capacidade da barra, curso X/Z, torre, ferramentas ao vivo, refrigerante, gabinete, controlador e acesso à inspeção. |
| Ponte serviço | O Lecreator lista torneamento CNC de 2 eixos, ferramentas ao vivo, torneamento do tipo suíço, prototipagem rápida, torneamento de produção e operações secundárias. |
| Afirmações públicas do Lecreator | Voltando a tolerância para +/-0,0005 pol., mais de 50 materiais, prazo de entrega mais rápido de 3 dias e linguagem de qualidade que inclui AS9100 D, ISO 13485 e IATF 16949. |
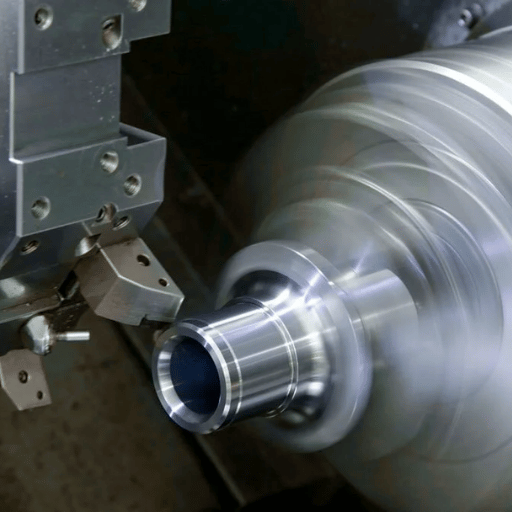
Tornos CNC giram uma peça de trabalho enquanto uma ferramenta remove material Isso torna o processo naturalmente forte para geometria de metal redondo: diâmetros, ombros, ranhuras, roscas, furos, cones, chanfros e faces A geometria torna-se um problema de ajuste quando o desenho tem faces mais planas, bolsos, características profundas fora do eixo ou geometria lateral complexa do que características redondas.
A palavra “lathe” também pode criar confusão Tornos manuais do motor, mini tornos, tornos giratórios e centros de torneamento controlados por computador podem girar uma peça, mas diferem no controle do eixo, repetibilidade, suporte de trabalho, carga do operador, gabinete, refrigerante e necessidades de inspeção Para execuções de produção, a comparação real raramente é “lathe ou nenhum torno.” Geralmente é “lathe-only, moinho-turn, moinho CNC, máquina suíça ou citação de serviço”.”
Comece com geometria, não com um catálogo de máquinas Se a maior parte do valor é criado controlando diâmetros em torno de uma linha central, a peça é provavelmente torno-primeiro Se o desenho depende de faces prismáticas largas, vários bolsos, ou fora do eixo características, pode precisar de fresagem, live tooling, fio EDM, ou uma segunda operação.
| Parte família | Por que é torno-primeiro | Ponto de observação |
|---|---|---|
| Eixo | Diâmetros, ombros, ranhuras e rostos compartilham uma linha central. | Longas relações comprimento-diâmetro podem precisar de suporte. |
| Pino de cavilha | OD reto, chanfros e torneamento do traje de controle de comprimento. | O acabamento e a dureza podem levar o trabalho à retificação. |
| Bucha | As relações OD, ID, furo e face podem ser mantidas em uma configuração. | Paredes finas podem se mover durante a braçadeira e o corte. |
| Espaçador | Comprimento simples, OD, ID, e controle de chanfro. | O controle de rebarbas é importante em volume. |
| Inserção roscada | Roscas externas e internas se alinham com o eixo do fuso. | O medidor de rosca, passo, classe e entrada devem ser especificados. |
| Polia | Ranhuras e furos concêntricos são trabalhos naturais de torno. | As chaves podem precisar de fresagem ou brochamento. |
| Bocal | Cones, furos, assentos e roscas são recursos centrais. | Pequenos furos profundos podem controlar o tempo do ciclo. |
| Corpo conector | Os recursos redondos de casca, furo e rosca atendem a um centro de torneamento. | Apartamentos, ranhuras e furos transversais adicionam ferramentas ou fresamento ao vivo. |
| Habitação torneada | Assentos e faces concêntricas podem ser cortadas em tarugo ou barra. | Bolsos e padrões de parafusos podem mover o trabalho para a rotação do moinho. |
Cenário 1: eixo protótipo. Um engenheiro de produto precisa de 12 eixos de aço inoxidável com dois diâmetros, uma rosca M6 e um assento de rolamento A impressão não tem bolsos, nem planos e nem furos laterais Isso é um candidato a torneamento cnc limpo, mesmo que um comprador tenha procurado pela primeira vez uma máquina de torno cnc Os dados de cotação úteis não são uma marca de máquina; é grau de material, tolerância OD, classe de rosca, acabamento do assento do rolamento, quantidade e método de inspeção Se a próxima revisão adicionar um furo cruzado ou uma chave plana, a peça ainda poderá começar em um torno, mas poderá precisar de ferramentas energizadas, uma segunda configuração de fresagem ou uma transferência para Usinagem suíça para recursos pequenos e longos.
A estrutura nomeada abaixo é o ponto de decisão central: o Teste de ajuste de torno ou serviço de 6 entradas. Ele separa a lógica de propriedade da lógica de compra de peças Possuir uma máquina-ferramenta pode fazer sentido quando a demanda repetida, o tempo do operador, o equipamento de inspeção e a capacidade do piso se alinham Citando a Serviço de torneamento CNC faz mais sentido quando a peça é urgente, de baixo volume, difícil de inspecionar, sensível ao material ou com probabilidade de mudar.
| Entrada | Comprar sinal | Citar sinal |
|---|---|---|
| Volume anual | As execuções estáveis da produção da repetição enchem a máquina. | Protótipo ou demanda irregular. |
| Tolerância | O equipamento de inspeção existente pode medir o desenho. | É necessário uma tolerância apertada, relatórios de GD & T ou CMM. |
| Material | Trabalhos conhecidos de alumínio, latão ou aço de usinagem livre. | Titânio, aço inoxidável, liga endurecida, ou comportamento plástico difícil. |
| Utilização | As horas do fuso justificam a máquina, o trabalho feito com ferramentas, o líquido refrigerante, e a manutenção. | A máquina ficaria ociosa entre os trabalhos. |
| Habilidade operador | Um maquinista pode programar, definir ferramentas, provar e ajustar deslocamentos. | Nenhum operador treinado ou suporte de configuração. |
| Carga de inspeção | A loja já possui medidores, micrômetros, medidores de rosca e relatórios. | O cliente precisa de certs materiais, primeiro artigo, CMM ou PPAP. |
| Taxa de mudança de geometria | O desenho está bloqueado. | O design ainda está se movendo em rodadas de protótipos. |
| Operações secundárias | Apenas torneamento e trabalho de perfuração simples são necessários. | É necessário tratamento térmico, moagem, revestimento, gravação ou montagem. |
| Risco de cronograma | A fila interna é previsível. | As peças são necessárias mais rapidamente do que um ciclo de compra, instalação e comprovação de máquinas. |
Cenário 2: comprador preso entre a máquina e o serviço. Suponha que uma pequena equipe de hardware queira 200 inserções roscadas de latão por mês Um mini torno poderia fazer amostras antecipadas, mas o comprador também precisa de medição de rosca consistente, controle de rebarbas, rastreabilidade de materiais e um plano de backup quando a demanda saltar para 2.000 peças O teste de 6 entradas aponta para um caminho híbrido: use amostras internas simples para verificações de ajuste e, em seguida, cite a geometria de produção através de um provedor de torneamento Isso protege o dinheiro de ficar dentro de uma máquina, conjunto de pinças, porta-ferramentas, líquido refrigerante, equipamento de inspeção e treinamento do operador antes que o projeto seja estável.

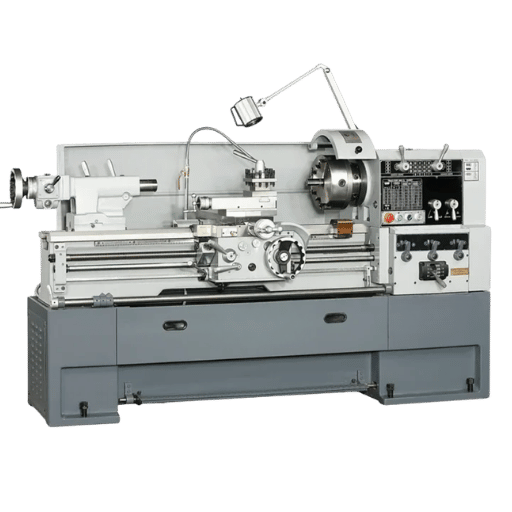
Folhas de especificações parecem semelhantes até que o desenho da peça entra na discussão Tamanho da colete, um mandril de 8 polegadas, um cabeçote traseiro, um alimentador de barra, uma torre, um sub-fuso, ferramentas ao vivo do eixo Y e um sistema de refrigeração, todos alteram o que pode ser feito sem configurações extras Exemplos de máquinas públicas também mostram por que a comparação de preços é difícil: pacotes compactos podem listar um fuso de 1,5 hp e 180-5000 rpm, enquanto tornos de metal CNC maiores são vendidos em torno de balanço, furo do fuso, distância central e suporte para trabalho pesado.
Ao comparar um envelope de máquina com uma cotação de serviço, agrupe o desenho por faixas dimensionais: 0,25 em pinos, 0,5 em espaçadores, 1 em buchas, 2 em caixas, 8 em peças de mandril, 12 em peças de diâmetro e 24 em peças de comprimento, todas criam diferentes questões de trabalho e inspeção.
| Especificação | Por que isso importa | RFQ tradução |
|---|---|---|
| Potência do fuso e rpm | Controla o torque, a velocidade e a capacidade de cortar metal sem tagarelar. | Compartilhe material, diâmetro externo, acabamento e tolerância. |
| Chuck ou pinça | Afeta a aderência, o runout, a mudança e a marcação da superfície. | Chame para fora zonas cosméticas e necessidades de concentricidade. |
| Capacidade BAR | Define o diâmetro máximo do estoque para trabalhos alimentados por barra. | Forneça o tamanho do estoque, se conhecido. |
| Tailstock | Suporta peças longas durante o giro. | Bande os eixos delgados cedo. |
| Ferramentas ao vivo | Adiciona operações de perfuração, planos, ranhuras e fresagem leve no centro de torneamento. | Marque furos cruzados, planos e características angulares. |
| Subfuso | Pode terminar o lado traseiro sem o re-braçadeira manual. | Mostrar características de back-face claramente. |
| Bucha guia | Suporta trabalho pequeno, longo e esguio perto do corte. | Considere a Torno suíço caminho para pequenos eixos e pinos. |
| Recinto e guarda | Protege em torno de trabalho rotativo, lascas, refrigerante e pontos de aperto. | Pergunte como a configuração lida com os perigos expostos de manutenção do trabalho. |
Para girar, a velocidade do fuso muda com o diâmetro da peça. O Laboratório de usinagem da Universidade da Flórida dá a fórmula comum N = 12 * V / (pi * D), onde N é rpm, V é a velocidade da superfície em pés por minuto, e D é diâmetro em polegadas Isso significa que uma peça de trabalho de 0,25 pol e uma peça de trabalho de 2 pol não usam a mesma rpm na mesma velocidade de superfície A mesma fonte também adverte os alunos a limitar a velocidade sob certas condições de segurança do mandril em sua configuração de laboratório, o que é um lembrete de que a rpm não é escolhida apenas em uma mesa.
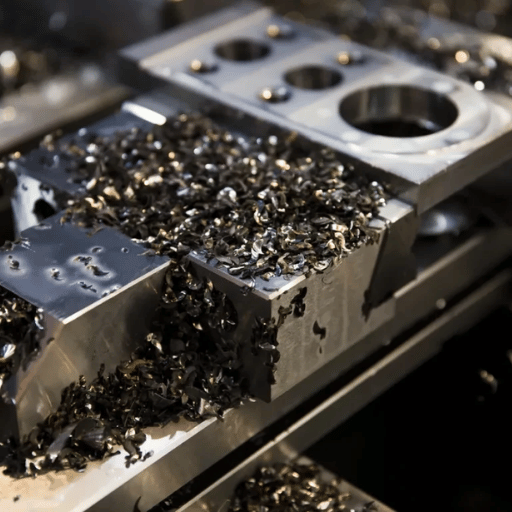
A escolha do material muda o calor, o desgaste da ferramenta, o controle de cavacos, as necessidades de refrigerante, o comportamento da rebarba e o acabamento superficial O alumínio pode cortar rápido, o latão pode usinar de forma limpa, o aço inoxidável pode endurecer, o titânio carrega o calor mal, os plásticos podem se mover sob pressão de fixação e os aços endurecidos podem precisar de uma cadeia de processo diferente. O Lecreator lista caminhos de materiais dedicados para usinagem CNC alumínio, usinagem CNC aço inoxidável, e usinagem CNC titânio.
A tolerância também precisa de uma redação cuidadosa As páginas de serviço podem listar uma capacidade como +/-0,0005 in, mas um desenho ainda precisa definir qual diâmetro, comprimento, furo, rosca, desvio, posição, planicidade ou acabamento superficial é crítico Catálogo de especificações dimensionais e geométricas ISO aponta para padrões separados para tolerâncias de tamanho linear, especificações geométricas de produtos e referências de dados, incluindo ISO 286-1, ISO 286-2, ISO 1101 e ISO 5459.
| Material | Risco de viragem | O que especificar |
|---|---|---|
| Alumínio | Burrs, marcas de acabamento, qualidade da linha. | Liga, acabamento, limites de rebarbação, zonas cosméticas. |
| Aço inoxidável | Trabalho que endurece, desgaste da ferramenta, calor, rebarbas. | Grau, necessidade de passivação, diâmetros críticos. |
| Titânio | Calor, vida útil da ferramenta, deflexão, escorrimento. | Grau, acabamento, plano de inspeção, quantidade de lote. |
| Latão e cobre | As marcas superficiais e o comportamento dos cavacos variam de acordo com a liga. | Número da liga, necessidade sem chumbo, limites cosméticos. |
| Plástico | Distorção do grampo, movimento do calor, rebarbas, e fuzz. | Grau do material, temperatura de uso, planicidade e acabamento. |
Para um projeto de produção, o RFQ deve conectar o desenho a um cronograma do projeto, linha de base de rendimento, linha de base de inspeção e resultado de produção esperado Pergunte se o fornecedor pode separar uma necessidade de protótipo de 3 dias de uma construção de ponte de 6 meses, um pedido repetido de 12 meses ou uma comparação de propriedade de 24 meses Para capacidade de peças torneadas, as páginas públicas do Lecreator listam a capacidade de giro de usinagem CNC em 12 de diâmetro por 24 de comprimento e uma capacidade de página de giro no diâmetro máximo de 24 e comprimento de 36 pol; esses números devem ser verificados em relação ao desenho real antes que qualquer estudo de caso, amostra interna ou resultado de produção seja tratado como comparável.
Cenário 3: armadilha de tolerância. Um comprador pede que cada diâmetro em uma luva inoxidável seja mantido em +/-0,0005 em porque uma página de serviço lista esse número O maquinista lê o desenho e vê um assento de rolamento que importa, dois diâmetros de espaçador não críticos, uma parede fina e uma rosca sem chamada de medidor Melhor redação RFQ marca o assento do rolamento como crítico, relaxa diâmetros não funcionais, define o requisito de rosca e solicita o método de inspeção Essa alteração pode diminuir o risco de sucata sem enfraquecer a intenção do projeto.
Exemplos de máquinas públicas mostram por que a questão de custo precisa de contexto Pacotes de torno CNC compactos podem ser anunciados nos cinco dígitos mais baixos, enquanto guias de custo comerciais colocam tornos de 2 eixos de nível básico na faixa $15.000-$50.000 e tornos de produção na faixa $50.000-$300.000. Esses números são apenas contexto de compra Eles não incluem ferramentas, pinças, refrigerante, software, equipamentos de inspeção, acessórios, manutenção, tempo do operador, sucata ou operações secundárias.
Uma resposta útil é uma gama com uma ressalva: um torno CNC pequeno ou básico pode começar em cinco dígitos baixos, enquanto os centros de torneamento de produção podem chegar a seis dígitos antes dos acessórios O ponto de interrupção real não é o preço do adesivo É o custo esperado por peça utilizável após a configuração, desgaste da ferramenta, inspeção, retrabalho, tempo ocioso e mão de obra serem contados.
| Motorista de custo | Efeito de propriedade da máquina | Efeito de cotação de serviço |
|---|---|---|
| Configuração | Pago em tempo de equipe e sucata. | Construído em cotação e amortizado por quantidade. |
| Ferramentas | Porta-ferramentas, inserções, brocas, barras de perfuração, medidores. | Provedor seleciona ferramentas de processo. |
| Inspeção | Micrômetros, medidores de rosca, acesso CMM, registros. | Os relatórios solicitados acrescentam custos, mas reduzem a carga interna. |
| Material | O comprador carrega quedas, sucata e risco de pedido. | A cotação pode incluir necessidades de materiais e certificados. |
| Cronograma | A instalação e o comprovante da máquina podem atrasar as primeiras peças utilizáveis. | Um provedor com capacidade pode citar o protótipo e o tempo de produção. |

Um RFQ claro supera um e-mail longo. Se a peça já estiver indo para a Serviço usinagem CNC, dê ao fornecedor detalhes suficientes para escolher um torno, máquina suíça, centro de rotação do moinho ou processo secundário sem adivinhar.
Para pequenos eixos, pinos médicos, conectores e componentes torneados em miniatura, pergunte antecipadamente se uma rota suíça é adequada. Para peças que combinam torneamento com planos, ranhuras e furos transversais, pergunte se são ferramentas ao vivo ou usinagem multitarefa pode reduzir configurações extras Para cantos internos afiados, slots finos ou materiais endurecidos fora da zona de conforto de um torno, fio EDM pode pertencer ao plano de processo.
Uma peça torneada pode parecer simples e ainda falhar na inspeção Decida quais evidências você precisa antes do início da produção, especialmente para equipamentos aeroespaciais, médicos, automotivos, robóticos, de controle de fluidos e industriais As páginas públicas do Lecreator fazem referência à linguagem ISO 9001, AS9100 D, ISO 13485 e IATF 16949 em páginas de usinagem e torneamento CNC; os compradores devem corresponder a essas reivindicações de qualidade ao pacote de documentos necessário para o pedido.
| Contexto comprador | Provas comuns a solicitar |
|---|---|
| Verificação de ajuste do protótipo | Inspeção dimensional básica em características críticas. |
| Suporte aeroespacial ou peça do atuador | Certificado de material, CoC, primeiro artigo e registro de revisão controlada. |
| Componente do dispositivo médico | Rastreabilidade de materiais, notas de limpeza, registro de inspeção e controle de lote. |
| Item de produção automotiva | PPAP, plano de controle, método de medição e dados de repetibilidade quando necessário. |
| Sobressalente industrial geral | Revisão de desenho, grau de material, inspeção em diâmetros funcionais e confirmação de acabamento. |
Os pesquisadores do NIST Laetitia Monnier, William Z. Bernstein e Sebti Foufou enquadram o thread digital como uma forma de conectar código NC, dados de controladores de máquina e evidências de inspeção para que os dados de fabricação possam ser interpretados entre sistemas, em vez de presos em uma máquina, conforme descrito em um Publicação do NIST de 2023 sobre dados NC e MTConnect.
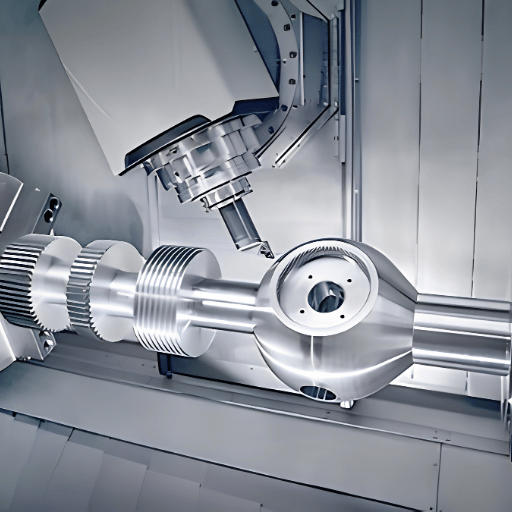
O sinal de tendência mais forte não é um número único de tamanho de mercado É a mudança para células conectadas, menos configurações, mais automação em torno de centros de torneamento e ligações mais estreitas entre os dados de usinagem e inspeção. Cama de teste de sistemas de fabricação inteligente do NIST inclui torneamento CNC, fresamento CNC, CMM, micrômetros digitais, CAD/CAM/CAI/PDM e coleta de dados MTConnect, que mostra para onde a atenção da pesquisa industrial está indo.
Fontes comerciais também apontam para alimentadores de barras, atendimento robótico, máquinas conectadas à IoT, capacidade multieixos e células automatizadas compactas. Para os compradores, a ação é prática: cote peças com detalhes suficientes para que um fornecedor possa escolher entre torneamento de 2 eixos, ferramentas ao vivo, torneamento do tipo suíço, trabalho de giro de moinho e operações secundárias O fornecimento flexível pode vencer a compra de uma máquina quando a demanda do produto é incerta.
O torno de metal CNC é a máquina O torneamento CNC é a operação de usinagem que gira a peça de trabalho enquanto as ferramentas de corte removem o material Os provedores de serviços podem executar processos de torneamento de 2 eixos, ferramentas ao vivo, torneamento suíço ou rotação de moinho, dependendo do desenho.
Sim, mas o grau do material, o calor, o desgaste da ferramenta, o líquido refrigerante, o workholding, e a tolerância importam O aço inoxidável e o titânio precisam geralmente mais controle do processo do que o alumínio ou o bronze.
Use fresagem quando as principais características são faces planas, bolsos, ranhuras largas, contornos fora do eixo ou geometria prismática As peças torneadas com características laterais ainda podem ser feitas com ferramentas ao vivo ou trabalho de rotação do moinho.
Somente quando o volume, a utilização da máquina, a habilidade do operador, o ferramental e o suporte à inspeção justificam a propriedade Para protótipos, projetos instáveis, materiais difíceis ou tiragens curtas, o serviço de cotação geralmente é o caminho de menor risco.
Depende do diâmetro, comprimento, material, espessura da parede, acesso à ferramenta, suporte de trabalho e método de inspeção Trate as reivindicações de tolerância pública como sinais de capacidade e, em seguida, marque as características críticas no desenho.
Envie um arquivo CAD, desenho 2 D, material, quantidade, tolerâncias, chamadas de thread, acabamento superficial, necessidades de inspeção, necessidades de certificados e cronograma de destino Mencione quaisquer problemas de processo atuais ou falhas passadas.
Se o seu desenho for o primeiro torno, envie ao Lecreator o arquivo CAD, desenho, material, quantidade, tolerância, acabamento, necessidades de inspeção e prazo. A equipe pode encaminhar o trabalho através de torneamento CNC, torneamento tipo suíço, ferramentas ativas ou usinagem CNC personalizada mais ampla quando a geometria precisa de mais do que um processo somente torno.









