


Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.


Comment résoudre les problèmes de finition de surface lors de l'usinage de POM (Acétal/Delrin)
| Ra tel que modifié (standard) | Ra 166,2µm (631,25µin) |
| Ra tel que modifié (optimisé) | Ra 040,8µm (163µin) |
| Point de fusion POM | POM-H : 178 °C (352 °F) / POM-C : 166 °C (330 °F) |
| Vitesse de coupe recommandée | 120 150 m/min rugueux, jusqu'à 450 m/min de finition |
| Tolérance Typique | Norme ±0,05 mm, optimisée ±0,025 mm |
| Options post-finition | Polissage (Ra 0,2 µm), Bead Blast (Ra 1,6 µm), Vernis à la vapeur (Ra 0,4 µm) |
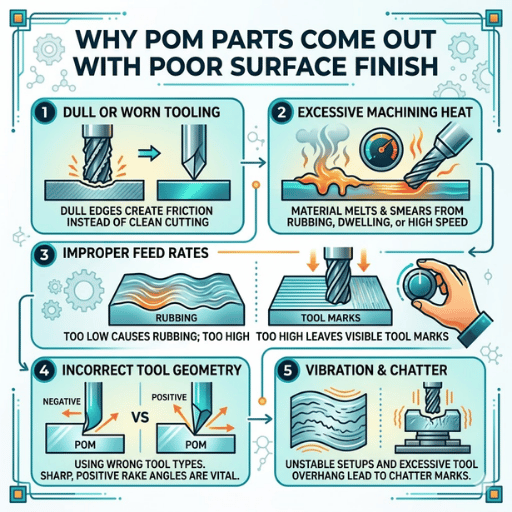
POM (polyoxyméthylène) est l'un des thermoplastiques techniques les plus couramment utilisés pour l'usinage de précision (polyoxyméthylène) lorsque la finition de surface se trompe Les composants POM usinés qui devraient être Ra 0,8 m reviennent à Ra 3,2 m ou pire, avec des lignes de traînée brillantes, des bavures et des rayures semblables à des moustaches, ou des marques d'outils visibles à l'œil nu et une surface plus rugueuse disqualifie ces pièces usinées CNC de l'assemblage Les causes R sont spécifiques à POM et axées sur la physique, et les solutions diffèrent intrinsèquement des opérations d'usinage des métaux.
Cet article explique pourquoi Polyoxyméthylène usiné CNC la finition de surface est désastreuse, comment identifier un défaut, quels paramètres de coupe et quel outillage vont fixer chacun Chaque valeur Ra et recommandation d'avance/vitesse est basée sur des données dures et l'expérience d'atelier ne devine pas Si vous utilisez l'usinage CNC pour l'homopolymère POM ou le copolymère POM, les principes sont identiques.
La plupart des défaillances de la finition d'usinage POM remontent à la conductivité thermique. Selon données sur le polyoxyméthylène sur Wikipédia, 1, POM a une conductivité thermique de 0,31 W/m K. Comparez cela à l'aluminium à 205 W/m K 660 x différence Lorsque l'opération d'usinage veut retirer de la chaleur de la zone de coupe, POM préfère stocker de la chaleur dans sa pièce à usiner à la place.
Ce déficit de capacité thermique provoque trois types de défaillance de rugosité :
C'est l'erreur la plus courante que les opérateurs commettent lorsqu'ils passent de l'usinage de l'aluminium ou de l'acier au POM Malgré les propriétés, les taux d'alimentation et de vitesse doivent être plus faibles pour que le POM conserve sa chaleur thermique dans la zone coupée Lorsqu'il est combiné avec le refroidissement par pulvérisation d'air, le résultat final est toujours une meilleure surface que les rpms à broche élevée et le refroidissement par inondation.

Toutes les qualités POM ne sont pas créées égales La nature amorphe (non cristalline) du POM-H (également appelé Delrin, ou homopolymère) et du POM-C (appelé copolymère) a un impact sur la façon dont une surface finie apparaît comme un nombre Ra. L'utilisation d'un type de matériau POM qui ne convient pas à une pièce critique de finition est une perte de temps et d'efforts.
| Propriété | POM-H (Delrin) | POM-C (Copolymère) |
|---|---|---|
| Résistance à la traction | 76 MPa | 61 MPa |
| Point de fusion | 178 °C (352 °F) | 166 °C (330 °F) |
| Cristallinité | ~80% | ~70% |
| Dureté Rockwell | M94 | M80 |
| Formation de puces | Des pauses plus courtes et plus croustillantes | Des copeaux plus longs et plus ductiles |
| Porosité centrale | Significatif par sections >50 mm dia. | Minimal à nul |
| Résistance chimique | Jusqu'à pH 9 | Jusqu'à pH 14 |
| Finition de surface réalisable | Ra 0.4.2 µm (dureté plus élevée facilite la coupe) | Ra 0.41.6 µm (plus de paramètres indulgents) |
Contrairement au reste du monde, les stocks nord-américains de POM-H (homopolymère, tige de 50 mm de diamètre) ont souvent une porosité centrale ou une strie blanche traversant les dimensions moulées ou extrudées Cette porosité est créée lorsque des gaz forcés de la masse fondue lorsque le POM refroidit qui ne peut pas échapper à la congeale de la partette à l'intérieur de la forme extrudée ou moulée Lors de l'usinage de la tige POM-H à travers le centre pour usiner une caractéristique sur des pièces complexes de POM, cette porosité errante provoque des piqûres qu'aucune coupe de finition ne peut enlever pour une application de bloc ou de feuille où l'usinage à travers le centre de grandes dimes est critique. ASTM D6778, [traduction], le système de classification standard des matériaux de moulage et d'extrusion du polyoxyméthylène.
Les machinistes de Shop Floor travaillant avec POM trouvent que POM-C (copolymère, point de fusion inférieur de 12 C) est plus facile d'obtenir un bon aspect de finition de La différence peut sembler drastique, et malgré le point de fusion inférieur sa cristallinité plus faible signifie moins de contrainte interne et de déformation si la marque POM-C sélectionnée est correctement usinée Pour une tolérance serrée, la plus faible rugosité de surface composant POM, POM-C produit souvent une meilleure stabilité dimensionnelle post-usinage avec la finition de surface souhaitée.

Dans l'usinage POM, la rugosité de surface est régie par quatre facteurs ayant l'ordre de signification suivant : vitesse de coupe, géométrie de l'outil, vitesse d'avance et technique de refroidissement Un bon ordonnancement de ces facteurs évite l'accumulation de chaleur qui tend à entraîner la plupart des problèmes de qualité de surface.
| Paramètre | Rugueux | Finition |
|---|---|---|
| Vitesse de coupe | 120 (40 m/min 5000 SFM) | Jusqu'à 450 m/min (1 500 SFM) |
| Taux d'alimentation | 0,130,50 mm/tr (0,0050,020 po/tr) | 0,100,30 mm/tr (0,004,012 po/tr) |
| Profondeur de coupe | 1,35,0 mm (0,050,200 po) | 0,130,50 mm (0,00,50,020 po) |
| Ra attendu | Ra 1.63,2µm | Ra 0,40,8 µm |
| Paramètre | Gamme Recommandée |
|---|---|
| Vitesse de coupe | 607 m/min (200250 pieds/min) |
| Alimenter par dent | 0,050,25 mm/dent (0,0020,010 po/dent) |
| Comte de flûtes | 1 flûtes (O-flute préféré pour l'évacuation des copeaux) |
| Stratégie | Fraisage à la montée (réduit la chaleur, produit un meilleur état de surface que le conventionnel) |
| Ra attendu | Ra 0.8 1,6 µm avec carbure pointu |
La géométrie de l'outil joue un rôle plus important dans la détermination de la qualité de surface du POM que ne le prévoient la plupart des opérateurs Les angles de râteau et de dégagement appropriés découragent le contact frottant qui provoque une fusion localisée.
📐 Note d'ingénierie
Utilisez des outils en carbure poli non revêtus pour l'usinage CNC de précision du plastique POM Utilisez des outils avec un angle de coupe positif de 15-20, un angle de dégagement de 10-15 et un tranchant net vers le haut Utilisez une flûte simple à hélice élevée ou deux fraises à bout fluté (conception O-flute) pour rincer les copeaux de la zone coupée et éviter les dommages par la recoupe.
N'utilisez pas d'outils revêtus (TiN, TiAlN), car un revêtement en film frottera sur le faible coefficient de frottement du POM (aussi bas que 0,15-0,35) créant plus de chaleur plutôt que moins Les principes de conception DuPont Delrin pour l'usinage recommandent des faces d'outils polies pour éviter l'adhésion des copeaux.
L'air comprimé sert de principale méthode de refroidissement lors du fonctionnement usinage CNC en plastique les outils (en dehors du moulage par injection du POM) sont de l'air comprimé. Le souffle d'air fait sortir les copeaux de la zone de coupe et fournit également un refroidissement adéquat afin que la température de coupe reste inférieure à 120 C (au-dessus de laquelle le POM commence à se décomposer thermiquement). Le liquide de refroidissement antibrouillard soluble dans l'eau (à éliminer après utilisation) peut être utilisé pour le forage de trous profonds, mais évité pour une utilisation prolongée car un contact continu avec certains des produits chimiques contenus dans ces liquides de refroidissement peut provoquer des fissures sous contrainte, en particulier autour des éléments étanches.
Priorité aux paramètres lors de l'exécution d'un nouvel usinage POM : vitesse de coupe réglée (chaleur), géométrie de l'outil réglée (coupure), vitesse d'avance réglée (charge de la puce), puis liquide de refroidissement (chaleur). Si vous réglez du bas vers le haut, alors chaque étape vers le haut, vous risquez de trouver la poursuite de la finition de surface de la pièce plutôt que de l'empêcher.
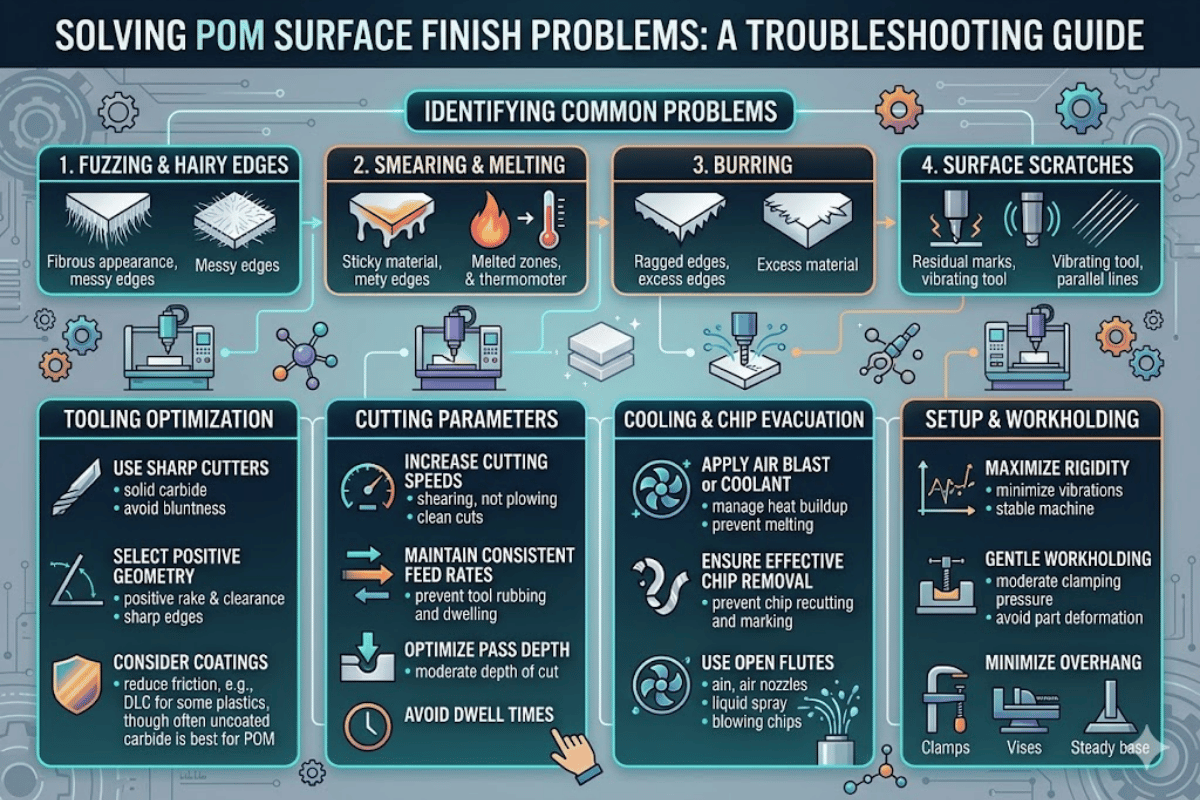
Chaque défaut de surface sur une pièce POM usinée peut être attribué à une cause profonde ; l'identification correcte du type de défaut est la voie la plus rapide vers la solution correcte ; et évite l'erreur courante consistant à modifier simultanément plusieurs paramètres d'usinage.
Ce qu'il semble être : Des zones brillantes sur la surface usinée avec des lignes de traînée La surface semble semi-fondue, non usinée proprement, et peut avoir un degré mineur de coloration.
Cause première : La chaleur générée en raison d'un niveau élevé de frottement dépasse la température de ramollissement du POM, c'est-à-dire 150-160 Deg.C, parce que les outils sont ternes ou que la vitesse de la broche est très élevée, etc. Cela provoque une élévation sévère de la température à l'interface outil-pièce, en raison de la faible conductivité thermique du POM.
Correctif (a) : Diminuer la vitesse de la broche de 30-401TP3 T. Changement en carbure non revêtu tranchant avec cannelures polies Souffler de l'air comprimé à la zone coupée.
Résultat typique : Ra passe de 2,5-3,2 m à 0,6-1,0 m.
Comment il apparaît : Whisker-métal comme des bords sur les caractéristiques usinées Plus perceptible après le fraisage des fentes perçant les trous Les bavures sur POM sont fibreuses, pas métalliques, donc elles ont tendance à se plier plutôt que de se briser ;
Cause fondamentale : la résistance élevée à la traction et la ductilité élevée de POM entraînent de grandes quantités d'écoulement de plastique au bord de coupe sans fracturation Aggravée lorsque l'opération est effectuée avec des outils plus ternes, à des alimentations sans outil (courbures de matériaux avant cisaillement) ou dans le sens de broyage conventionnel.
Correction : Mettre en oeuvre le fraisage par montée Augmenter le débit d'alimentation à une vitesse suffisamment élevée pour que l'outil cisaille POM plutôt que de le pousser Utilisez des fraises à extrémité O à flûte unique lorsque usinage de pièces POM. Pour une production en grand volume, l'ébavurage cryogénique et le culbutage vibratoire comme processus d'usinage secondaire peuvent en valoir la peine.
À quoi ça ressemble : des marques de gougage ou de festonnage régulières trouvées sur des surfaces planes ou courbes La taille du pétoncle est directement liée au pas entre les passes d'outillage successives.
Cause fondamentale : un pas radial trop élevé lors des passes de finition, culminant avec des passes de consolidation avec un chevauchement insuffisant entre les chemins, ce qui entraîne des chemins d'outils staccato qui ne reflètent pas la forme de la pièce. Il s'agit d'un problème de programmation et non d'un problème de moulage par injection.
Correction : réduire l'étape radiale pendant les passes de finition POM à 10-151TP3 T du diamètre de l'outil Inférez une passe de finition de coupe dédiée à la lumière profonde (0,13-0,50 mm /0,005-0,020 po).Lorsqu'on utilise du carbure pointu aux vitesses correctes, une seule passe peut atteindre une finition standard Ra de 3,2 m jusqu'à une finition lisse de 0,8 m Ra sans opérations secondaires.
À quoi cela ressemble : pièces POM usinées qui atteignent les spécifications de finition de surface directement à partir de la machine, mais se déforment de chaque côté des dimensions en 24 à 48 heures de service, provoquant une dérive de la surface hors des tolérances d'impression.
Cause fondamentale : les contraintes internes causées par le processus d'extrusion se libèrent lorsque l'élimination asymétrique du matériau permet à la partie contrainte de se détendre. Le POM a très peu d’absorption d’humidité (moins de 0,2%) et n’est donc pas la cause du stress interne.
Correction : expliquer les séquences de processus d'usinage CNC de telle sorte que les pièces POM usinées soient symétriques en matière d'élimination des matériaux dans la mesure du possible ; effectuer un recuit interne de soulagement des contraintes des pièces POM de haute précision avant l'usinage final : porter le POM-H à 160 C (POM-C à 150 C) dans un four à circulation d'air, maintenir pendant 30 minutes par 6 mm d'épaisseur de paroi et refroidir à 10 C/h. Après recuit, prévoir 24 heures pour stabiliser la pièce avant de terminer l'usinage.
À quoi cela ressemble : des gouges aléatoires et une rugosité de surface non uniforme qui n'a aucun rapport avec les directions du parcours de l'outil De petites particules de POM peuvent être vues dans la surface usinée.
Cause première : de longues puces POM filantes glissent autour de l'outil d'usinage et entrent à nouveau en contact avec la pièce à usiner Les outils multi-flûtes à très petites goulettes de copeaux ont tendance à piéger les copeaux dans la zone coupée.
Correction : mettre en œuvre sur un outil de flûte 1-2 avec un angle d'hélice élevé (30+) et des goulets de copeaux finis miroir L'air soufflé comprimé à travers une buse soufflée par clé au niveau de la zone coupée pour évacuer les copeaux au fur et à mesure de leur formation Pour les opérations de tournage, mettre en œuvre une géométrie de rupture de copeaux spécifique aux thermoplastiques Ces changements abolissent presque toujours complètement les dommages de recoupe et il en résulte une texture de surface uniforme Ra 0,8-1,6 m à travers la pièce POM, offrant la meilleure qualité de surface réalisable grâce à un usinage précis.
Dans les cas où la finition telle qu'usinée sur les composants POM ne répond pas aux spécifications de finition de surface, des traitements de surface secondaires peuvent être utilisés. Chaque méthode présente un compromis en termes de Ra réalisable, de coût d'usinage et de risques de précision.
| Méthode | Réalisable Ra | Meilleur pour | Facteur de risque |
|---|---|---|---|
| Polissage Mécanique | Ra 0,20,8 µm | Surfaces d'étanchéité, roulements | Chaleur → changement dimensionnel sur les pièces à tolérance serrée |
| Polissage à la vapeur | Ra 0,20,4µm | Géométries complexes, clarté optique | Compatibilité limitée des solvants avec POM |
| Explosion de perles | Ra 1.63,2µm | Finition cosmétique mate uniforme | Ne réduit pas Ra en dessous des valeurs telles qu'usinées |
| Tumble/Finissage Vibratoire | Ra 0.81,6µm | Ébarbage en petits lots + lissage | Limites de géométrie des pièces (les caractéristiques fragiles peuvent s'effondrer) |
Une opération de polissage mécanique introduit suffisamment de chaleur de frottement pour déformer les pièces POM usinées avec précision par tolérance Prévoyez cela en fournissant Ra 0,4-0,8 m sur les surfaces POM si votre atelier d'usinage a réglé les paramètres d'usinage CNC pour la finition telle qu'usinée, ou ajoutez un cycle d'usinage supplémentaire après la finition, et maintenez les tolérances suffisamment serrées dans les calculs d'usinage pour compenser la coupe supplémentaire La faible énergie de surface de POM rend également difficile la peinture et le revêtement de la pièce sans plasma ni traitements chimiques de surface pour améliorer les valeurs de rugosité de surface un détail qui passe souvent par les fissures de la planification du projet.
En dehors des tolérances structurelles et dimensionnelles les plus exigeantes, l'état de surface tel qu'usiné de Ra 0,4-0,8 m suggéré pour un ensemble bien réglé de paramètres d'usinage CNC est plus que adéquat Prévoyez d'utiliser des étapes d'usinage supplémentaires dans le cas où une finition non fonctionnelle serait nécessaire pour répondre à l'état de surface souhaité, ou de remodeler la pièce afin d'atteindre Ra en dessous de 0,4 m sur l'alésage du joint ou la surface de roulement.

Indiquer la rugosité de surface requise sur le dessin de votre pièce POM nécessite de référencer la norme de mesure appropriée 202 modifiée en 2021.
Depuis 2021, la norme internationale pour la mesure de la rugosité de surface est ISO 21920. Quatre normes (paramètres ISO 428 7 de profil, instructions ISO 428 8 de mesure, indication ISO 1302 302 et surfaces à teinte plateau ISO 3565) combinées en un seul document qui introduisait de nouvelles normes d'évaluation de la finition de surface pour tous les paramètres et types de mesure La norme ISO 21920 introduit cinq classes de réglage (Sc1-Sc5) avec des types de filtres prédéfinis et une longueur d'évaluation, ce qui réduit considérablement la variance due à l'opérateur dans les mesures Elle s'applique à l'échelle internationale.
Aux États-Unis, la rugosité de la surface est toujours réglementée ASME B46.1. Ce processus d'évaluation standard utilise l'ancien système de mesure basé sur un micromètre (x [in], la conversion de courant : 1 m = 39,37 in).
📐 Note d'ingénierie
Lorsque vous indiquez les exigences de finition de surface sur un dessin POM, notez toujours la norme de mesure (ISO 21920 ou ASME B46.1), ainsi que le paramètre basé sur la métrique (Ra, Rz ou Rq), et la longueur d'évaluation Ra seule est insuffisante, car deux surfaces POM avec Ra 0,8 m identique peuvent présenter des performances fonctionnelles très différentes si l'une contient des rayures profondes isolées (Rz élevé), tandis que l'autre présente une texture principalement uniforme. Pour les surfaces critiques d'étanchéité, de portance et esthétiques, Ra et Rz doivent être spécifiés conjointement.
Besoin de pièces POM de précision avec des spécifications de finition de surface garanties ?
Ce guide de finition de surface a ainsi été rédigé par le département d'ingénierie de Le-creator Technology basé à Shenzhen sur la base de 17 ans d'expérience d'usinage CNC pour la fabrication de composants médicaux, électroniques et de machines industrielles Nos paramètres de coupe CNC pour Delrin, vérifiés sur un parc de machines de plus de 80 lors de la production de pièces en plastique Ra 0,4 m, démontrent des conditions prouvant les vitesses et les alimentations des outils d'usinage POM, en utilisant un échantillon de données de paramètres provenant de la dé-contraction précoce de Curbell Plastics d'un échantillon de tige POM de 75 mm de porosité centrale et de recuit de détensionnement ont été validés lors de la production en série de 7 mm.









