


Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.


Como resolver problemas de acabamento superficial ao usinar POM (Acetal/Delrin)
| As-Machined Ra (Padrão) | Ra 1.66.2 um (633125 μin) |
| As-Machined Ra (Otimizado) | Ra 0,40,8 um (1632 μin) |
| Ponto de fusão POM | POM-H: 178 °C (352 °F) /POM-C: 166 °C (330 °F) |
| Velocidade de corte recomendada | 1200 150 m/min de desbaste, até 450 m/min de acabamento |
| Tolerância Típica | Padrão de ±0,05 mm, otimizado de ±0,025 mm |
| Opções Pós-Concluir | Polimento (Ra 0,2 um), Bead Blast (Ra 1,6 um), Vapor Polish (Ra 0,4 um) |
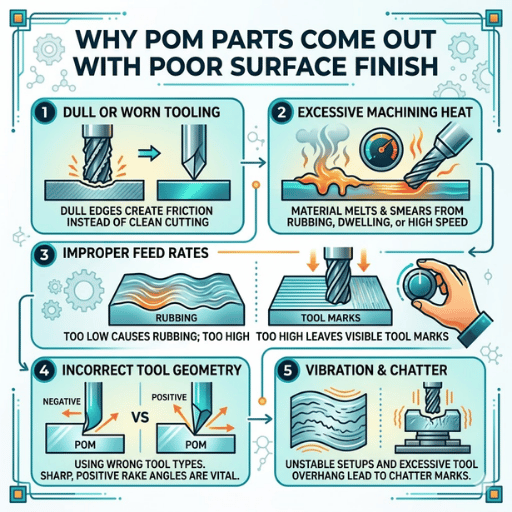
POM (polioximetileno) é um dos mais comumente usados termólasticos de engenharia para usinagem de precisão quando o acabamento superficial dá errado Componentes usinados POM que devem ser Ra 0,8 m voltam a Ra 3,2 m ou pior, com linhas de arrasto brilhantes, rebarbas e arranhões semelhantes a bigodes, ou marcas de ferramentas visíveis a olho nu e que a superfície mais áspera desqualifica essas peças usinadas cnc da montagem As causas raiz são específicas do POM e focadas na física, e as soluções diferem inerentemente das operações de usinagem de metais.
Este artigo explica o porquê Polioximetileno usinado CNC acabamento superficial é desastroso, como identificar um defeito, quais parâmetros e ferramentas irão fixar cada um Cada recomendação de valor Ra alimentação/velocidade é baseada em dados concretos e experiência de loja não guesstimates Se você usar usinagem CNC para homopolímero POM ou copolímero POM, os princípios são idênticos.
A maioria das falhas de acabamento de usinagem POM traçam de volta à condutividade térmica De acordo com dados de polioximetileno na Wikipedia, POM condutividade térmica de.31 W/m K. Compare que o alumínio a 205 W/m K 0 a diferença de 660x. Quando a operação de usinagem quer retirar o calor da zona de corte, POM prefere armazenar calor em seu trabalho vez.
Essa deficiência de capacidade térmica causa três tipos de falha de rugosidade:
É o erro mais comum que os operadores cometem ao mudar da usinagem de alumínio ou aço para POM Apesar das propriedades, as taxas de alimentação e velocidade têm que ser menores para que o POM mantenha seu calor térmico na zona de corte Quando combinado com o resfriamento por pulverização de ar, o resultado final é sempre uma superfície melhor do que rpms de fuso alto e resfriamento por inundação.

Nem todos os graus POM são criados iguais A natureza amorfa (não cristalina) do POM-H (também chamado Delrin, ou homopolímero) e POM-C (chamado copolímero) impacta como uma superfície acabada aparece como um número Ra. Usar um tipo de material POM que não é adequado para uma peça crítica de acabamento é uma perda de tempo e esforço.
| Propriedade | POM-H (Delrin) | POM-C (copolímero) |
|---|---|---|
| Resistência à tração | 76 MPa | 61 MPa |
| Ponto de fusão | 178°C (352°F) | 166°C (330°F) |
| Cristalinidade | ~80% | ~70% |
| Dureza Rockwell | M94 | M80 |
| Formação Chip | Pausas mais curtas e nítidas | Lascas mais longas e dúcteis |
| Porosidade Central | Significativo em seções >50 mm dia. | Mínimo para nenhum |
| Resistência Química | Até pH 9 | Até pH 14 |
| Acabamento de superfície alcançável | Ra 0.4.2 um (maior dureza auxilia no corte) | Ra 0.4.1.6 um (mais parâmetros perdoadores) |
Ao contrário do resto do mundo, os estoques norte-americanos de POM-H (homopolímero, haste de 50 mm+ de diâmetro) geralmente têm uma porosidade de linha central ou uma faixa branca que atravessa as dimensões moldadas ou extrudadas Essa porosidade é criada quando os gases forçados do fundido quando o POM esfria que não podem escapar da congeal da partlet dentro da forma extrudada ou moldada Ao usinar a haste POM-H através do centro para usinar um recurso em peças complexas de POM, essa porosidade errante causa corrosão que nenhum corte de acabamento pode remover Para uma aplicação de bloco ou folha onde a usinagem através do centro de grandes escurecimentos é crítica, mude para POM-C no estágio de projeto; nenhum acabamento corretivo pode remover a porosidade das peças usinadas de precisão Isso é classificado em ASTM D6778, o sistema de classificação padrão para materiais de moldagem e extrusão de polioximetileno.
Os maquinistas do chão de fábrica que trabalham com POM acham que POM-C (copolímero, ponto de fusão mais baixo de 12 C) é mais fácil obter a boa aparência do acabamento de. A diferença pode parecer drástica, e apesar do ponto de fusão mais baixo sua cristalinidade mais baixa significa menos tensão interna e empenamento se a marca POM-C selecionada for usinada adequadamente Para uma tolerância apertada, menor rugosidade superficial componente POM, POM-C muitas vezes produz melhor estabilidade dimensional pós-usinagem com o acabamento superficial desejado.

Na usinagem POM, a rugosidade da superfície é governada por quatro fatores com a seguinte ordem de significância: velocidade de corte, geometria da ferramenta, taxa de alimentação e técnica de resfriamento A ordenação adequada desses fatores evita o acúmulo de calor que tende a levar à maioria dos problemas de qualidade da superfície.
| Parâmetro | Desbaste | Acabamento |
|---|---|---|
| Velocidade Corte | 120 150 m (4000/min 00 SFM) | Até 450 m/min (1.500 SFM) |
| Taxa de alimentação | 0,13 0,50 mm/rev (0,005 0,020 pol./rev) | 0,10.30 mm/rev (0,000 pol. 0,012 pol./rev) |
| Profundidade de Corte | 1.3.5.0 mm (0,050 pol.) (0,200 pol.) | 0,130,50 mm (0,00 pol.) |
| Ra esperado | Ra 1.6.3.2 um | Ra 0.40.8 um |
| Parâmetro | Faixa Recomendada |
|---|---|
| Velocidade Corte | 60 (20 m/min (200 50 pés/min) |
| Alimentação por Dente | 0,05 0,25 mm/dente (0,02 0,010 pol./dente |
| Contagem Flauta | 1 flutes (O-flute preferido para evacuação de chips) |
| Estratégia | Fresagem de subida (reduz o calor, produz melhor acabamento superficial do que o convencional) |
| Ra esperado | Ra 0.8.1.6 um com carboneto afiado |
A geometria da ferramenta desempenha um papel mais significativo na determinação da qualidade da superfície POM do que a maioria dos operadores prevê Os ângulos de inclinação e folga apropriados desencorajam o contato de fricção, o que causa fusão localizada.
Nota de Engenharia
Use ferramentas de metal duro não revestidas e polidas para usinagem CNC de precisão de plástico POM Use ferramentas com um ângulo de inclinação positivo de 15-20, ângulo de folga de 10-15 e uma aresta de corte afiada para cima Use flauta única de alta hélice ou dois moinhos finais de flauta (design de flauta O) para lavar lascas da zona de corte e evitar danos através de re-corte.
Não use ferramentas revestidas (TiN, TiAlN), pois um revestimento de filme irá esfregar no baixo coeficiente de atrito do POM (tão baixo quanto 0,15-0,35) criando mais calor em vez de menos Os Princípios de Design da DuPont Delrin para usinagem recomendam faces de ferramentas polidas para evitar a adesão do chip.
O ar comprimido serve como método primário de resfriamento durante a operação usinagem CNC plástico ferramentas (além da moldagem por injeção do POM) é ar comprimido A explosão de ar sopra os cavacos para fora da zona de corte e também fornece resfriamento adequado para que a temperatura de corte permaneça abaixo de 120 C (acima do qual o POM começa a se decompor termicamente).O refrigerante de neblina solúvel em água (para ser lavado com água após o uso) pode ser usado para perfuração profunda, mas evitado para uso prolongado porque o contato contínuo com alguns dos produtos químicos nesses refrigerantes pode causar rachaduras por tensão, especialmente em torno de recursos apertados.
Prioridade do parâmetro ao executar uma nova usinagem POM: defina a velocidade de corte (calor), defina a geometria da ferramenta (corte), defina a taxa de alimentação (carga do chip) e depois o líquido refrigerante (calor).Se você sintonizar a partir do fundo até o chão, então cada etapa até o fim é provável que você encontre perseguindo o acabamento superficial da peça de trabalho em vez de impedi-lo.
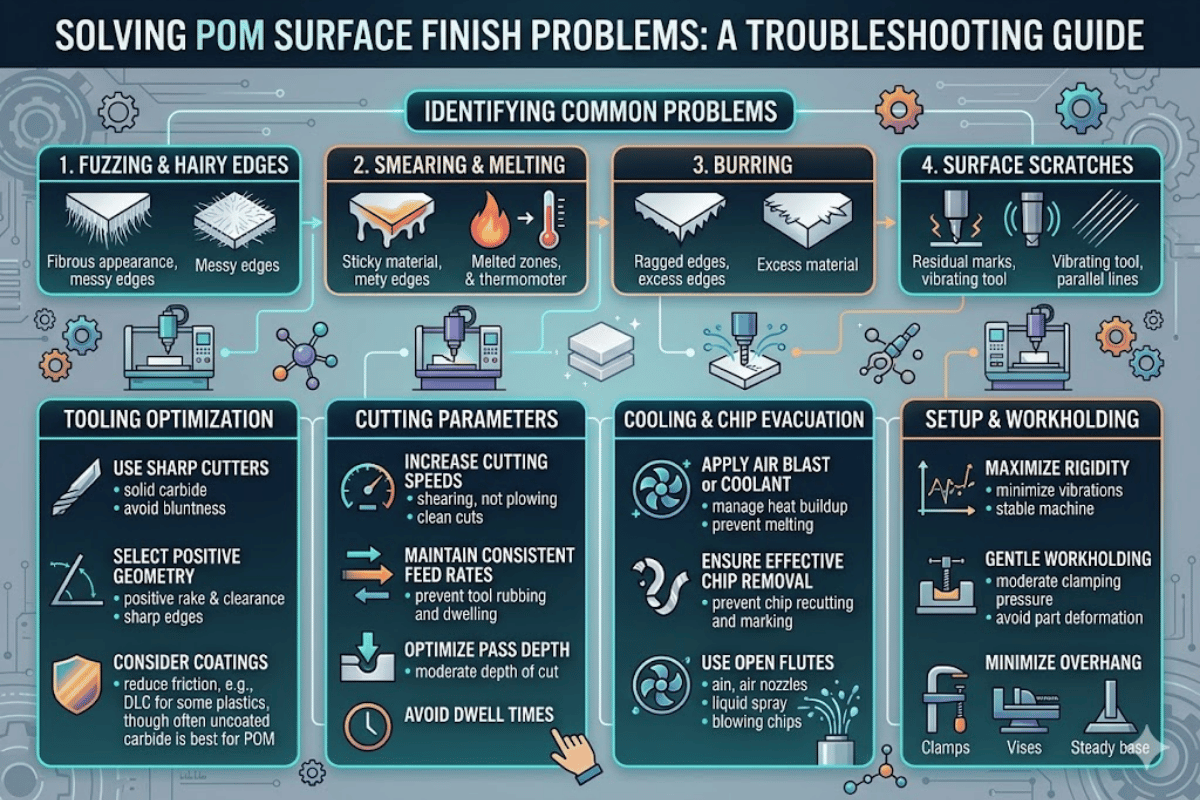
Cada defeito de superfície em uma peça POM usinada pode ser rastreado até uma causa raiz; a identificação correta do tipo de defeito é o caminho mais rápido para a solução correta; e evita o erro comum de alterar vários parâmetros de usinagem simultaneamente.
O que parece ser: Áreas brilhantes na superfície usinada com linhas de arrasto A superfície parece ser semi-fundida, não usinada de forma limpa e pode ter um grau menor de coloração.
Causa raiz: O calor gerado devido a um alto nível de atrito excede a temperatura de amolecimento do POM, ou seja, 150-160 Deg.C, porque as ferramentas são opacas ou a velocidade do fuso é muito alta, etc. Isso causa um aumento severo de temperatura na interface ferramenta-peça de trabalho, devido à baixa condutividade térmica do POM.
Correção (a): Diminua a velocidade do fuso por 30-40%. Mudança para carboneto não revestido afiado com flautas polidas Sopre ar comprimido para a zona de corte.
Resultado típico: Ra cai de 2,5-3,2 m para 0,6-1,0 m.
Como aparece: Whisker-metal como bordas em características usinadas Mais perceptível após a fresagem de fendas furos de perfuração As rebarbas no POM são fibrosas, não metálicas, então elas tendem a dobrar em vez de quebrar;
Causa raiz: A alta resistência à tração e a alta ductilidade do POM resultam em grandes quantidades de fluxo de plástico na aresta de corte sem fraturar Agravado quando a operação é realizada com ferramentas mais opacas, em alimentações sem tool (dobras de material antes do cisalhamento) ou na direção convencional do moinho.
Correção: Implementar fresagem de subida Elevar a taxa de alimentação a uma velocidade alta o suficiente para que a ferramenta cisalha POM em vez de empurrá-lo Use moinhos finais de flauta O de flauta única quando usinagem peças POM. Para produção de alto volume, pode valer a pena rebarbarbação criogênica e rotação vibratória como processo de usinagem secundária.
Como é: marcas regulares de goivagem ou recortes encontradas em superfícies planas ou curvas O tamanho da vieira está diretamente relacionado ao passo entre passagens sucessivas de ferramentas.
Causa raiz: um passo a passo radial muito alto durante as passagens de acabamento, culminando com passagens de consolidação com sobreposição insuficiente entre caminhos, resultando em caminhos de ferramentas em staccato que não refletem o formato da peça. Este é um problema de programação, não um problema de moldagem por injeção.
Fix: reduzir o stepover radial durante passes de acabamento POM para 10-151TP3 T do diâmetro da ferramenta Alimente uma passagem de acabamento de corte de luz profunda dedicada (0,13-0,50 mm /0,005-0,020 in).Quando o carboneto afiado é usado nas velocidades corretas, uma única passagem pode atingir um acabamento padrão de 3,2 m Ra até um acabamento suave de 0,8 m Ra sem operações secundárias.
Como é: peças POM usinadas que alcançam especificações de acabamento superficial diretamente da máquina, mas deformam ambos os lados das dimensões dentro de 24-48 horas em serviço, fazendo com que a superfície fique fora das tolerâncias de impressão.
Causa raiz: tensões internas causadas pela liberação do processo de extrusão quando a remoção assimétrica de material permite que a parte restrita relaxe POM tem muito pouca absorção de umidade (menos de 0,21TP3 T), então a umidade não é a causa que o estresse interno é.
Corrigir: explicar sequências do processo de usinagem CNC de modo que as peças usinadas do POM sejam simétricas de remoção de material sempre que possível; realizar um recozimento interno de alívio de tensão de peças de POM de alta precisão antes da usinagem final: elevar o POM-H a 160 C (POM-C a 150 C) em um forno com ar circulante, manter por 30 minutos por 6 mm de espessura de parede e resfriar a 10 C/h. Após o recozimento, deixe 24 horas para estabilizar a peça antes de terminar a usinagem.
Como é: goivas aleatórias e uma rugosidade superficial não uniforme que não tem relação com as direções do caminho da ferramenta Pequenas partículas de POM podem ser vistas na superfície usinada.
Causa raiz: chips POM longos e fibrosos deslizam ao redor da ferramenta de usinagem e entram em contato com a peça de trabalho novamente Ferramentas multi-flauta com gullets de chip muito pequenos tendem a prender chips na zona de corte.
Correção: implementar para uma ferramenta de flauta 1-2 com um ângulo de hélice alto (30+) e gullets de chip com acabamento espelhado Ar de explosão comprimido através de um bocal soprado por chave na zona de corte para evacuar os chips à medida que se formam Para operações de torneamento implementar geometria de quebra de chip específica para termoplásticos Essas mudanças quase sempre abolem completamente o dano de re-corte e é resultante Ra 0,8-1,6 m textura de superfície uniforme em toda a peça de trabalho POM, entregando a melhor qualidade de superfície alcançável através de usinagem precisa.
Nos casos em que o acabamento como usinado nos componentes POM não atende às especificações de acabamento superficial, tratamentos de superfície secundários podem ser empregados Cada método apresenta um trade-off em Ra alcançável, custo de usinagem e riscos de precisão.
| Método | Alcançável Ra | Melhor Para | Fator de Risco |
|---|---|---|---|
| Polimento Mecânico | Ra 0.20.8 um | Superfícies de vedação, rolamentos | Heat → mudança dimensional em peças de tolerância apertada |
| Polimento Vapor | Ra 0.20.4 um | Geometrias complexas, clareza óptica | Compatibilidade limitada com solventes com POM |
| Explosão de contas | Ra 1.6.3.2 um | Acabamento cosmético fosco uniforme | Não reduz Ra abaixo dos valores usinados |
| Tumble/Acabamento Vibratório | Ra 0.8.1.6 um | Deburring pequeno lote + suavização | Limites de geometria de peças (recursos frágeis podem lascar) |
Uma operação de polimento mecânico introduz calor de fricção suficiente para distorcer peças de POM usinadas com precisão fora da tolerância Permitir isso fornecendo Ra 0,4-0,8 m em superfícies POM se sua oficina mecânica tiver ajustado os parâmetros de usinagem CNC para o acabamento usinado, ou adicionar um ciclo de usinagem adicional após o acabamento, e manter as tolerâncias suficientemente apertadas nos cálculos de usinagem para compensar o corte adicional A baixa energia superficial do POM também dificulta a pintura e o revestimento da peça sem tratamentos de superfície de plasma ou químicos para melhorar os valores de rugosidade da superfície um detalhe que muitas vezes cai através das rachaduras no planejamento do projeto.
Fora das tolerâncias estruturais e dimensionais mais exigentes, o acabamento superficial as-machined de Ra 0,4-0,8 m sugerido para um conjunto bem ajustado de parâmetros de usinagem CNC é mais do que adequado Planeje usar etapas de usinagem adicionais no caso de acabamento não funcional é necessário para atender o acabamento superficial desejado, ou contornar a peça, a fim de atingir Ra abaixo de 0,4 m no furo de vedação ou superfície de corrida.

Indicar a rugosidade superficial necessária no desenho da peça POM requer a referência ao padrão de medição apropriado 1 alterado em 202.
Desde 2021, o padrão internacional para medição de rugosidade superficial é ISO 21920. Quatro padrões (ISO 42 8, 8 parâmetros, 42 instruções de medição ISO 42 30, ISO 12 indicação de desenho e ISO 3565 plateau 12 indicação de desenho e ISO 1565 superfícies afiadas) combinados em um único documento que introduziu novos padrões para avaliar o acabamento superficial para todos os parâmetros e tipos de medição ISO 2192 introduz cinco Classes de Configuração (Sc1-Sc5) com tipos de filtro predefinidos e comprimento de avaliação, o que reduz significativamente a variância devido ao operador nas medições Aplica-se internacionalmente.
Nos EUA, a rugosidade da superfície ainda é regulada ASME B46.1. Este processo de avaliação padrão usa o sistema de medição mais antigo, baseado em micrômetros (x [in], a conversão atual: 1 m = 39,37 in).
Nota de Engenharia
Ao indicar requisitos de acabamento superficial em um desenho POM, observe sempre o padrão de medição (ISO 21920 ou ASME B46.1), bem como o parâmetro baseado em métricas (Ra, Rz ou Rq), e o comprimento de avaliação Ra sozinho é dado insuficiente, pois duas superfícies POM com Ra 0,8 m idêntico podem exibir desempenho funcional muito diferente se uma contiver arranhões profundos isolados (alto Rz), enquanto a outra exibe textura predominantemente uniforme Para vedação crítica, suporte de carga e superfícies estéticas, Ra e Rz devem ser especificados em conjunto.
Precisa de peças POM de precisão com especificações de acabamento de superfície garantidas?
Este guia de acabamento superficial foi assim escrito pelo departamento de engenharia baseado em Shenzhen da Le-creator Technology com base em 17 anos de experiência em usinagem CNC para fabricação de componentes de máquinas médicas, eletrônicas e industriais Nossos parâmetros de corte CNC para Delrin, verificados em uma frota de máquinas 80+ ao produzir peças plásticas Ra 0,4 m, demonstram condições de prova para velocidades e alimentações de ferramentas de usinagem POM, usando uma amostra de dados de parâmetros da descontração precoce da Curbell Plastics de uma amostra de haste POM de 75 mm+. Os dados de recozimento de porosidade e alívio de tensão da linha central foram validados durante a produção em série da haste POM-H homopolímero em nosso pátio de fabricação de 15 toneladas para estoque redondo deformado de 75+ mm de diâmetro.









