


Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.


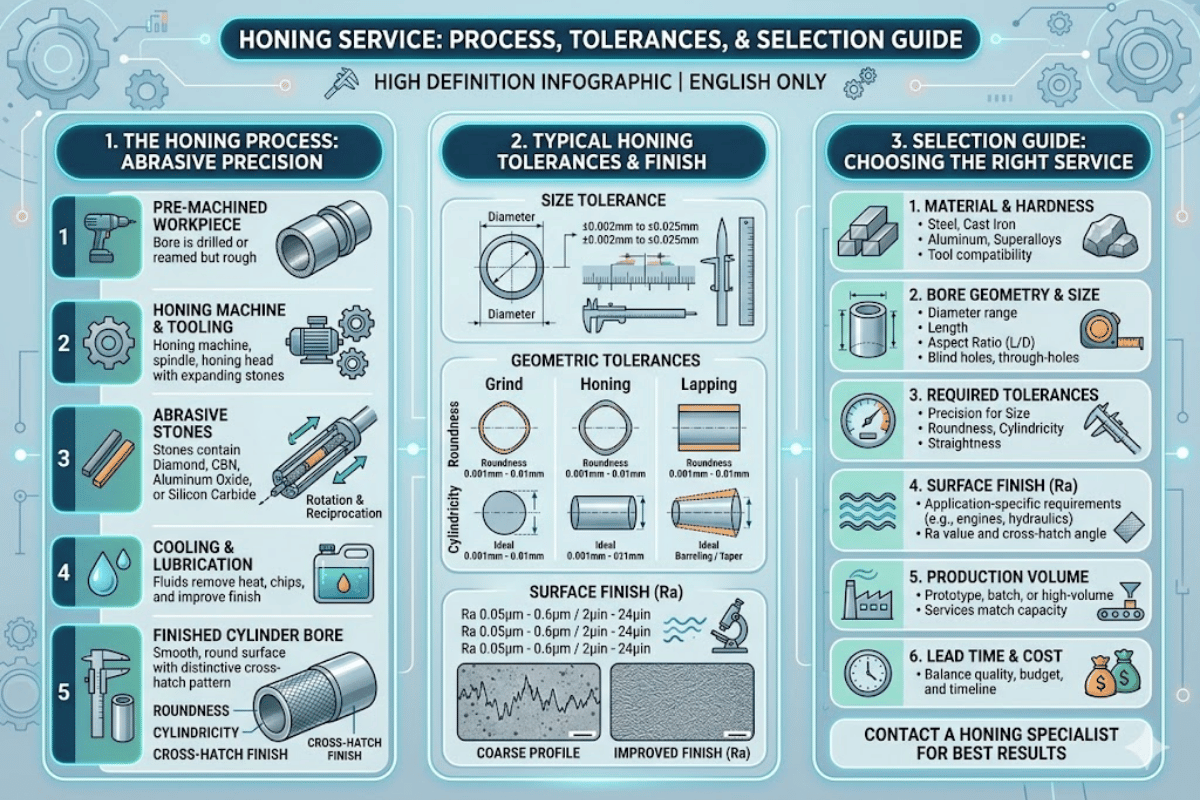
Comment fonctionne le service de perfectionnement : le guide de l'ingénieur sur la finition de précision des alésages
| Tolérance Typique | ±0,0001″ (±0,0025 mm) |
| Tolérance de précision | ±0,00002″ (±0,0005 mm) |
| Gamme de finition de surface | Ra 0.11.6µm (46µin) |
| Plage de diamètre d'alésage | 0,5″144″ (12 mm1,170 mm) |
| Enlèvement de matériel par passe | 0,001″0.010″(0,0250,25 mm) |
| Types Abrasifs | Al2O3, SiC, CBN, Diamant |
| Angle de hachure croisée | 22°60° (dépendant de l'application) |
Le rodage est un processus de finition abrasif qui corrige la géométrie de l'alésage et produit des finitions de surface spécifiées dans une pièce cylindrique Contrairement aux processus de meulage ou d'alésage, un service de rodage effectue un mouvement de va-et-vient et fait tourner un ensemble de pierre abrasive autocentrage dans un alésage pour redresser simultanément la géométrie de l'alésage. Le rotondité, la rectitude, le bellmouth et la conicité de l'alésage en une seule opération.
Ce guide de rodage industriel se concentre sur le processus de rodage lui-même depuis la sélection abrasive jusqu'à l'inspection finale Des paramètres spécifiques, des niveaux de tolérance et des critères de décision sont présentés pour aider les ingénieurs à spécifier le rodage sur les dessins ou à choisir un atelier de rodage. Notre service de rodage comprend la correction de la géométrie de l'alésage, le contrôle de la finition de surface et l'inspection dimensionnelle contactez-nous pour discuter de votre projet.
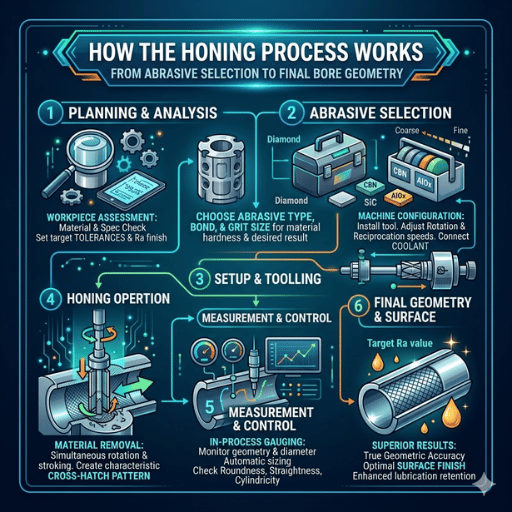
L'application d'un milieu abrasif à l'intérieur d'un alésage, l'affûtage déplace simultanément les pierres abrasives liées d'avant en arrière au niveau de la ligne médiane de l'alésage Une broche d'entraînement tourne à régime programmé tout en se caressant axialement à travers la pièce à usiner Ce mouvement combiné produit un motif de hachures croisées sur l'alésage, tandis que sa forme unique optimise le moyen de transport de lubrification et le contact d'étanchéité de l'anneau.
Il existe quatre principaux médias utilisés pour le rodage des pierres abrasives L'oxyde d'aluminium (Al2O3) gère les travaux à usage général sur les métaux ferreux Le carbure de silicium (SiC) préfère les travaux en fonte, bronze, laiton, cuivre et aluminium Pour les aciers durcis de plus de 45 HRC, les abrasifs cubiques au nitrure de bore (CBN) excellent en raison de leur dureté élevée et de leur faible dilatation thermique Les abrasifs diamantés sont les plus durs, adaptés aux matériaux de plus de 60 HRC, aux céramiques, et au carbure de tungstène selon les données de sélection abrasive provenant des CDT ÉTATS-UNIS.
Les tailles de grains s'étendent sur plus de 60 à 600 mailles, avec 80 à 120 mailles couramment utilisées pour la correction géométrique et 280 à 400 mailles pour la finition de surface. Un cycle de rodage typique en deux étapes implique un ébauche avec un abrasif à grains plus agressifs, puis une finition avec un grain plus fin. Au stade des grains fins, les diamètres de grains sont compris entre 10 et 50 micromètres (~ 300-1 500 mesh), comme indiqué dans le Entrée Wikipédia sur le perfectionnement.
Le nombre de degrés de l'angle de hachure de l'alésage dépend du rapport rotation de la broche sur mouvement de course Les régimes de broche plus rapides par rapport à un angle de course fixe font des angles de hachure plus nets ; vice versa fait des angles plus plats Pour les blocs moteurs, un angle de hachure 27-45 optimise la lubrification de l'alésage et le joint annulaire Les alésages hydrauliques des cylindres utilisent généralement un angle de hachure 22-32 pour des performances de joint appropriées.
Le régime des machines à roder industrielles dépend du diamètre de l'alésage, avec des vitesses de broche de 60800. Les débits d'alimentation varient de 10 à 12 pouces par minute (IPM) sur les grands diamètres jusqu'à 250 IPM sur les petits diamètres.
📐 Note d'ingénierie
Le type de mécanisme d'expansion influence la précision du rodage : les mandrins hydrauliques exercent des forces abrasives réparties plus uniformément le long d'un alésage que les mandrins mécaniques, tout en conservant une cylindricité plus serrée Pour les alésages de trous profonds avec des rapports L/D supérieurs à 6 :1, l'expansion hydraulique est généralement la méthode de choix Généralement, les alésages courts (rapport <2 :1) peuvent être affûtés avec succès avec l'un ou l'autre mécanisme.
Le rodage à passage unique prend 0,001« à 0,005 » de matériau sur un alésage par passage à 60-120 tr/min. Les vitesses supérieures à 0,01« de matériau retiré dans l'ensemble devraient impliquer des processus de pré-alésage ou de rodage grossier au lieu de longues séries d'élimination des matériaux fins.

Trois facteurs influencent votre décision de sélectionner le bon processus de finition de l'alésage : quelle tolérance vous exigez ; quelle finition de surface vous exigez ; et le rapport longueur sur diamètre de l'alésage Chacun de ces processus occupe une étape différente dans la fabrication de précision La sélection de l'outil incorrect sera inefficace en termes de temps et de coût.
| Paramètre | Affûtage | Broyage | Ennuyeux | Lapant |
|---|---|---|---|---|
| Meilleure Tolérance | ±0,00002″ | ±0,0001″ | ±0,0005″ | ±0,000001″ |
| Finition de surface (Ra) | 201 | 83µin | 32125µin | 14µin |
| Enlèvement de matériel | 0,001″0.010″ | 0,005″0.050″ | 0,010″0.500″ | 0,0005″0.005″ |
| Correction Géométrique | Arrondi, effilé, cloche, canon | Arrondi, rectitude OD | Dimensionner uniquement | Planéité, parallélisme |
| Application primaire | Alésages cylindriques internes | Surfaces externes, travail OD | Création/dimensionnement initial du trou | Surfaces planes, sièges de soupape |
| Modèle de hachures croisées | Oui (rétention d'huile) | Non (unidirectionnel) | Non (marques d'outils) | Non (aléatoire non directionnel) |
Données de Précision sans égal confirme que le rodage atteint des tolérances à ±0,00002« , avec des finitions aussi fines que 2 Ra, tandis que le rodage atteint les millionièmes mais à des temps de cycle beaucoup plus lents. Comme le Guide de référence American Machinist notes, les deux sont des opérations de finition basse vitesse et basse pression, mais les poignées de rodage alésent une correction géométrique que le rodage ne peut pas.
✔ Quand Honing gagne
️️ Quand les alternatives sont meilleures
Spécifier le meulage ID lorsque l'alésage L/D dépasse 4 :1 est une erreur fréquente Comme la meule perd de la rigidité en profondeur, des marques de conicité et de broutage apparaissent Les pierres d'affûtage restent centrées par leur forme et maintiennent la pression contre le mur indépendamment de la profondeur d'alésage rendant le choix géométriquement stable pour les alésages profonds.

Définir les exigences de perfectionnement sur un dessin technique suit un principe simple : énoncer le résultat fonctionnel et non le processus. Selon pratique de dessin ASME discutée sur Eng-Tips, 4, appliquez un appel de rugosité de surface ISO 1302 combiné à une tolérance de cylindricité par ASME Y14.5. Le fabricant sélectionne ensuite le processus (qui est presque toujours en train de perfectionner les alésages cylindriques serrés).
L'appel de finition de surface le plus couramment spécifié est Ra (rugosité moyenne arithmétique) tel que défini dans la norme ISO 4287. pour les alésages affûtés, une plage commune de valeurs est Ra 0,1 à Ra 1,6 µm. Si une seule valeur est spécifiée (ex : Ra 0,8), il faut comprendre que la rugosité ne doit pas être plus grossière que le nombre spécifié.
Si la surfinition et la sous-finition ne sont pas souhaitables, spécifiez une plage de valeurs (ex : Ra 0,4-0,8).
En plus du Ra, le rodage du plateau introduit trois paramètres supplémentaires : Ceux-ci sont également définis mesurés par le directives de métrologie de finition de surface du NIST et décrire la surface d'appui :
| Paramètre | Symbole | Gamme Typique | Fonction |
|---|---|---|---|
| Hauteur de rugosité en 10 points | Rz | 3 µm | Profondeur de texture de surface globale |
| Hauteur de crête réduite | Rpk | ≤0,3µm | Pics qui s'usent pendant l'effraction |
| Profondeur de rugosité du noyau | Rk | 0,31,5µm | Zone de surface porteuse |
| Profondeur de vallée réduite | Rvk | 0,82,0µm | Vallées de rétention d'huile |
📐 Note d'ingénierie
Meilleure pratique d'appel de dessin pour un alésage de cylindre hydraulique affûté : appliquez une dimension de diamètre avec une tolérance bilatérale serrée (±0,0001″), un cadre GD&T de cylindricité (selon ASME Y14.5) de 0,0002″ et un symbole de finition de surface par ISO 1302 spécifier Ra 0.4“0.8µm. N'écrivez pas (HONE”) comme note de processus laissez les exigences fonctionnelles piloter la sélection de la méthode.
La norme nord-américaine pour la mesure de l'état de surface est ASME B46.1 qui décrit les méthodes de mesure, les longueurs d'échantillonnage et les spécifications des instruments. L'ISO 4288 définit les conditions de mesure ailleurs dans le monde. L'ISO 2768-2 indique les tolérances géométriques typiques, y compris les classes de cylindricité H, K et L.
Les différents métaux ne réagissent pas tous au rodage de la même manière La dureté des matériaux, la structure des grains et la réactivité chimique ont tous un effet sur lequel la pierre abrasive fournira l'état de surface optimal et la durée de vie de l'outil la plus longue Une combinaison abrasive-pièce inadaptée entraîne une usure prématurée de la pierre, une qualité de surface inférieure ou des inclusions abrasives dans l'alésage.
| Matériel | Plage de dureté | Abrasif recommandé | Réalisable Ra | Remarques |
|---|---|---|---|---|
| Acier au carbone | HRC 1540 | Al2O3 | 0,20,8µm | Application de rodage la plus courante |
| Aciers alliés | HRC 2555 | Al2O3 ou CBN | 0,20,8µm | Basculer sur CBN au-dessus du HRC 45 |
| Acier d'outil trempé | HRC 5565 | CBN ou Diamant | 0,10,4µm | CBN préféré pour ferreux (chimiquement inerte) |
| Acier inoxydable | HRC 2004 | Al2O3 ou CBN | 0,21,0µm | Gomme de qualité austénitique ; utiliser des grains plus grossiers |
| Fonte | HB 180300 | SiC | 0,20,6µm | SiC s'auto-affûte dans la matrice de graphite |
| Alliages d'aluminium | HB 50150 | SiC | 0,41,6µm | Doux du chargement ; utiliser des pierres ouvertes |
| Bronze /Laiton | HB 6000 | SiC | 0,20,8µm | Non ferreux : évitez Al2O3 |
| Alliages de titane | HRC 3045 | CBN ou Diamant | 0,41,2µm | Faible conductivité thermique, contrôle l’accumulation de chaleur |
Le diamant et le carbure de silicium subissent des réactions chimiques avec les métaux ferreux à des températures élevées Le CBN et l'oxyde d'aluminium sont chimiquement inertes avec les alliages à base de fer et sont donc sélectionnés comme abrasifs normaux pour le rodage de l'acier et de la fonte Les pierres de diamant sur l'acier non durci conduiront à un émoussement rapide des outils.
Une contamination superficielle de la pièce peut également se produire.
Les services de rodage sous contrat qui fournissent à la fois les étapes d'usinage et de finition sous un même toit réduisent le risque de chaîne d'approvisionnement et améliorent les délais de livraison pour les industries exigeantes. Lorsqu'un atelier peut percer, usiner et hacher en interne, la pièce se déplace entre moins de mains et le contrôle dimensionnel reste plus serré du début à la fin.

L'externalisation perfectionnant un contrat perfectionnant le fournisseur de services exige une prise en compte des capacités dépassant de loin le prix par pièce. Une source capable de perfectionner un alésage de 2« à 0,001 » peut ne pas disposer de l'équipement ou de l'expertise nécessaire pour affiner un alésage de 20« à 0,0001 ». La liste de contrôle suivante met en évidence ce qui est nécessaire, pour vérifier avant de procéder :
Lecreator a 17 ans d'expérience de fabrication de précision sur plus de 80 machines, y compris les plates-formes de rodage horizontales et verticales, ce qui nous offre l'étendue des capacités et des connaissances matérielles nécessaires pour terminer le rodage du prototype à la production. Nous obtenons plus de rendements de premier passage de 98%+ et maintenons la satisfaction du client en affûtant chaque jour à des tolérances serrées. Demander un devis pour comparer nos capacités à vos spécifications.

Les industries spécialisées dans les composants critiques pour la sécurité nécessitent un perfectionnement comme étape de finition obligatoire et non comme mise à niveau facultative.
Le rodage de l'alésage est requis sans exception dans les applications où la géométrie du diamètre intérieur a un impact direct sur la sécurité, les performances ou la longévité. Chaque industrie impose ses propres normes de qualité et les tolérances qu'elle exige sont assises carrément dans un territoire de rodage de précision, ce qui entraîne une finition de surface améliorée et un contrôle dimensionnel plus strict que les processus alternatifs.
Hydraulique : alésages de cylindre
Les alésages de cylindre sont finis à Ra 0.20.4 µm avec un angle de diaphragme de 22° Crossement 3° pour un fonctionnement correct de l'étanchéité Les vallées de hachures retiennent le fluide hydraulique tandis que la surface du plateau supporte la lèvre du joint Les alésages hors rond dépassant 0.0002« provoquent des fuites internes et une défaillance du joint ».
Les alésages des actionneurs des trains d'atterrissage, les guides de soupapes du moteur et les composants du système de carburant seront régis par les exigences AS9100 Les tolérances communes d'alésage sont de ±0,0001 « et les exigences de finition de surface inférieures à Ra 0,4 µm. Traçabilité complète de ces pièces à partir du certificat de matériau bien qu'une inspection finale de l'alésage soit requise.
Les alésages des cylindres du moteur, les alésages des roulements des bielles et les corps de soupapes de transmission doivent être affinés selon les normes des systèmes de qualité IATF 16949 Le rodage du plateau avec le paramètre Rpk/Rk/Rvk contrôle du processus prend en charge les sièges des segments de piston et les contrôles de la consommation d'huile La documentation PPAP est normale pour les articles de production.
Les alésages dans les instruments chirurgicaux, les interfaces de composants dans les implants et les fûts dans les dispositifs d'administration de médicaments nécessitent une finition miroir sur des alliages biocompatibles tels que l'inox 316 L et le Ti-6Al-4 V, avec une valeur de finition Ra inférieure à 0,2 µm. La contamination de surface par les particules abrasives est une source de rejet critique, il faut donc valider le processus pour éliminer les contaminants dans le processus de nettoyage.
En moyenne, le diamètre de votre alésage sera réduit d'environ 0,001 ‘ -0,005 ’ (0,025-0,127 mm) par passage dans le processus de rodage Pour les cycles à passages multiples, la quantité maximale de matière enlevée peut être de 0,010 « Le rodage est un processus de » finition « et n'est pas conçu pour l'enlèvement de stock en vrac ».
Si votre alésage contient plus de 0,010 « de matière à retirer, il doit être usiné par alésage ou fraisage/perçage grossier avant le rodage.
Le ré-honorage des cylindres est nécessaire lorsque les mesures de l'alésage indiquent une usure excessive, c'est-à-dire en dehors de la tolérance prescrite, ou lorsque le motif de trappe transversale s'est lissé Le ré-honorage des vérins hydrauliques est surtout décidé en effectuant une fuite interne à des taux plus élevés que ceux autorisés Dans un moteur, les cylindres sont aiguisés lors des reconstructions ou lorsque la conicité de l'alésage dépasse 0,002 « ou que l'alésage hors rond dépasse 0,001 ».
Il n'est pas décidé sur l'intervalle de temps.
Le poinçonnage compense également un certain nombre de défauts de géométrie en même temps (forme totale incluant la rondeur, la conicité, le clocher, le canon) le meulage du sifflet se concentre sur une dimension à la fois La pierre de rodage se centre elle-même dans l'alésage, de sorte qu'une pression constante est maintenue sur la longueur de l'alésage (les meules deviennent molles dans les alésages profonds (L/D >4 :1).En plus de roder, crée un motif de surface de trappe transversale souhaitable pour le maintien de l'huile qui est impossible à atteindre par le meulage.
Si un alésage est une forme cylindrique interne avec une tolérance serrée et une surface raisonnablement contrôlée terminée, alors l'affûtage est une option par défaut.
Alimentation alésage dia (tolérance), finition requise Ra, matériau, taille du lot, et dessin technique si disponible Longueur/profondeur de l'alésage, toutes tolérances géométriques (cylindricité, rectitude), alésage traversant ou borgne ?
Les magasins qui effectuent un rodage de précision peuvent normalement fournir un devis dans les 24 à 48 heures une fois ces détails fournis.
Besoin d'une finition d'alésage de précision pour votre prochain
Lecreator a 17 ans d'expérience dans la fabrication de composants dans plusieurs industries, produisant des travaux de perfectionnement en acier au carbone, en acier inoxydable, en aluminium et en alliages exotiques Les recommandations abrasives et les valeurs de tolérance utilisées dans ce guide sont basées sur des plages que nous testons et vérifions sur notre propre équipement de mesure et de profilométrie de forage. Les comparaisons de processus sont croisées avec les normes publiées par ASME, ISO et NIST.









