


Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.


Polyoxyméthylène ou POM en abrégé, mieux connu sous le nom d'acétal, Polyacétal et sous le nom commercial Delrin Engineering Thermoplastic, est un thermoplastique d'ingénierie haute performance qui doit être choisi plutôt que des alternatives pour sa résistance mécanique exceptionnelle, son faible frottement et son excellente stabilité dimensionnelle. Il s’agit donc de l’un des choix de matériaux les plus courants pour des applications précises d’usinage CNC.
Depuis les années 1960, lorsqu'il est commercialisé par DuPont, le POM est devenu un matériau utilisé dans tous les secteurs pour sa résistance aux métaux et ses avantages plastiques, tels qu'un poids inférieur, l'autolubrification et la résistance à la corrosion.
Explorez notre galerie de pièces POM personnalisées. Voir des exemples de composants en Polyoxyméthylène usinés avec précision de haute qualité pour diverses applications industrielles.



| Propriété | Valeur | Norme d'essai |
|---|---|---|
| Densité | 1,41-1,42 g/cm³ | ISO 1183 |
| Résistance à la traction | 60-70 MPa | ISO 527 |
| Module Flexion | 2,8-3,5 GPa | ISO 178 |
| Dureté | Côte D 85-95 | ISO 868 |
| Point de fusion | 165-175°C | ISO 11357 |
| Température d'utilisation continue | -40 °C à +80 °C | ''. |
| Coefficient de friction | 0,04 (sec) | ASTM D1894 |
| Absorption d'eau (24h) | 0.2-0.5% | ISO 62 |
| Opération | Vitesse de coupe (m/min) | Vitesse de coupe (SFM) | Remarques |
|---|---|---|---|
| Tournant | 150-300 | 500-1000 | Utilisez des outils en carbure tranchant |
| Fraisage | 200-500 | 650-1650 | Moulins d'extrémité avec 2 à 3 cannelures préférés |
| Forage | 50-100 | 165-330 | Peck forage pour trous profonds |
| Tapotant | 10-30 | 35-100 | Utilisez des robinets de flûte en spirale |
Explorez notre Delrin de précision et nos composants acétaux conçus pour des applications hautes performances.

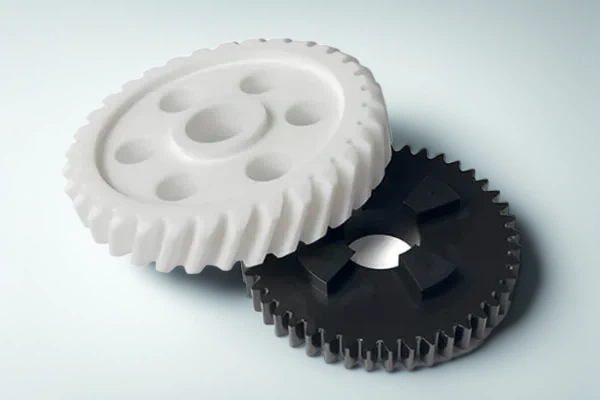
Usinage de dents sans bavure pour les systèmes à haute résistance à l'usure.

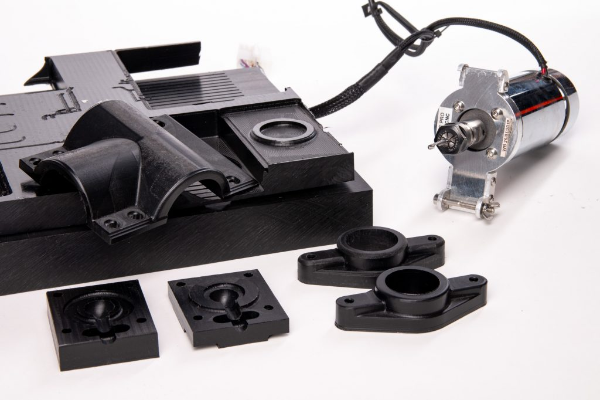
Composants à faible friction conçus pour les environnements à forte charge.

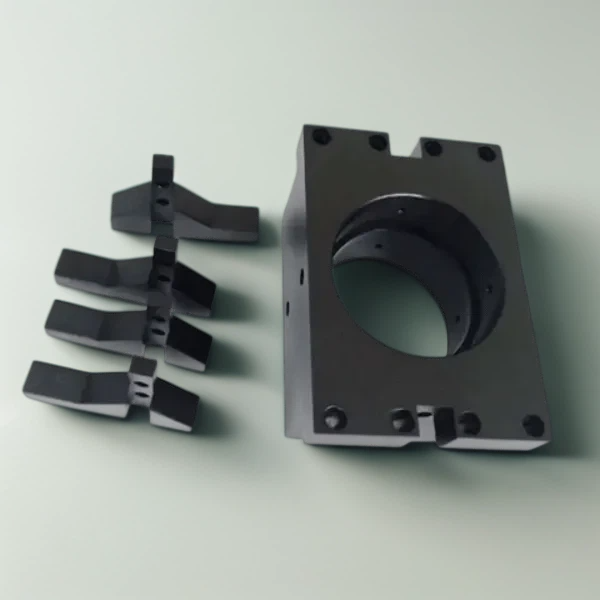
Boîtiers POM noirs complexes avec trous micro-percés.

Conceptions anti-fuite avec filetage interne de précision.

Pièces biocompatibles conformes à la FDA pour usage chirurgical.

Delrin noir résistant aux produits chimiques avec des tolérances de ±0,02 mm.

Pièces esthétiques avec finition Ra 0,4μm pour biens de consommation.

Production à faible volume fonctionne pour la vérification de la conception.
La stabilité dimensionnelle et l'usinabilité exceptionnelles de POM permettent des capacités d'usinage à tolérance serrée rivalisant avec celles des métaux Voici ce à quoi on peut s'attendre :
| Standard | Tolérance Linéaire | Diamètre du trou | Finition de surface | Impact sur les coûts |
|---|---|---|---|---|
| Base de référence | ±0,1 mm | ±0,05 mm | Ra 1,6-3,2µm | Base de référence |
| Précision | ±0,05 mm | ±0,025mm | Ra 0,8-1,6µm | +20-40% |
| Ultra-précision | ±0,025mm | ±0,01 mm | Ra 0,4µm | +50-100% |




| Facteur | Usinage CNC | Moulage par injection |
|---|---|---|
| Quantité Idéale | 1 000 pièces | Plus de 1 000 pièces |
| Coût d'outillage | Aucun ($0) | $5 000+ |
| Délai d'exécution | 3 à 10 jours | 4-8 semaines (y compris l'outillage) |
| Modifications de conception | Facile et faible coût | Modifications coûteuses du moule |
| Complexité partielle | Sous-cotations limitées | Géométries complexes possibles |
| Tolérances | ±0,025 mm réalisable | ±0,1 mm typique |
| Finition de surface | Ra 0,4μm possible | Dépend de la qualité du moule |
Exemples concrets de la façon dont nous résolvons les défis de déformation, de tolérance et de finition de surface pour Delrin et les composants acétaux.
Client requis Engrenages POM-H (Delrin) avec une résistance élevée à la fatigue. Les fournisseurs précédents ont échoué en raison de déformation thermique et mauvaise finition de surface conduisant à un bruit >65dB.
Nous avons utilisé Outillage carbure pour réduire les frottements et a mis en oeuvre une système double-refroidissement pour gérer le bas point de fusion de POM Des débits d'alimentation optimisés ont minimisé les bavures.
Nécessaire Pom-C de qualité médicale pièces capables de résister à la stérilisation répétée en autoclave Exigence critique : absolue fissuration à zéro contrainte et finition sans bavure.
Effectué traitement de recuit post-rugosité pour libérer le stress interne Appliqué ébavurage cryogénique pour assurer des bords propres sans altérer les dimensions.
Projet impliqué usinage POM à paroi mince. Le principal point de douleur était déformation en raison de la force de serrage et de l'enlèvement de matière, affectant l'ajustement de l'assemblage.
Nous avons conçu sur mesure appareils d'aspiration pour tenir les pièces sans contrainte mécanique Programmé enlèvement de matière symétrique chemins pour équilibrer les forces internes pendant le fraisage.
L'usinage POM fait référence à l'usinage CNC du POM (polyoxyméthylène), également connu sous le nom d'acétal ou de polyacétal. Le POM est un thermoplastique technique ayant une excellente stabilité dimensionnelle, un faible frottement et une excellente résistance mécanique, adapté à divers équipements et produits nécessitant une précision précise. Comme il est conçu pour résister à l'usure, le POM est également utilisé dans une gamme d'industries, de l'automobile aux dispositifs médicaux, où des pièces de précision avec des tolérances serrées sont nécessaires au fonctionnement.
Le fraisage et le moulage par injection à commande numérique informatisés sont des techniques standard utilisées pour fabriquer des articles POM Les composants POM usinés CNC peuvent être fabriqués pour les prototypes POM, la production personnalisée à petite échelle d'applications POM ou les applications à faible ou moyen volume qui nécessitent des matériaux POM de haute qualité et un usinage CNC de précision Le moulage par injection est destiné à des volumes de fabrication très élevés, ce qui réduira initialement le coût par pièce, mais seulement pour une période limitée Selon le cas, l'usinage CNC et le moulage par injection peuvent être utilisés pour des pièces POM complexes, où la précision est requise et des tolérances serrées doivent être maintenues pour tenir compte du volume et du délai.
Travailler avec POM est un bon moyen d'usiner le matériau, étant donné sa facilité d'usinage et ses excellentes caractéristiques telles qu'une faible force de coupe, une bonne formation de copeaux et un broyage réduit. Les meilleurs résultats en usinage POM sont obtenus avec des outils tranchants, des vitesses contrôlées et un refroidissement approprié pour empêcher la fusion. L'enlèvement de matière POM, comme cela se fait dans les opérations CNC modernes, est très efficace pour les pratiques standard et les méthodes CNC précises, transformant les pièces brutes en produits finis avec la tolérance la plus stricte.
Oui, c'est un fait Les pièces POM aux formes très complexes peuvent être fabriquées par des méthodes d'usinage du plastique, y compris la technique de précision cnc et de fraisage, afin de fabriquer sur mesure des composants fabriqués par POM selon les spécifications exactes du client Certaines pièces d'usinage POM sont capables de réaliser une grande précision et une bonne répétabilité dans le temps, en raison de la façon dont le plastique est usiné sur une machine CNC avancée Pour ces raisons, les pièces de pompe, les engrenages et autres pièces avec des exigences de performance exigeantes, telles que celles cruciales pour les applications aérospatiales et même certaines dans les secteurs de l'alimentation et des boissons, favorisent le traitement de POM.
Le POM est utilisé dans de nombreux secteurs industriels où son faible frottement, sa stabilité dimensionnelle et sa résistance chimique sont requis Il offre des propriétés d'usure supérieures dans les pièces et, en tant que tel, est généralement utilisé dans les composants de pompe, les roulements, les composants coulissants, les fixations et les engrenages Le matériau peut être médicamenteux pour améliorer ses propriétés, par exemple, pour améliorer la conduction thermique Naturellement résistant à l'humidité et conservant de bonnes propriétés mécaniques au fil du temps, POM est en train de gouverner les marchés dans les secteurs de l'automobile, des produits de consommation et des machines industrielles.
Tout en réalisant une conception pour le prototypage ou l'usinage personnalisé à l'aide de CNC, suivez toujours le processus d'enlèvement de matière et les normes opérationnelles : évitez les parois trop fines qui portent des charges élevées, gardez le rayonnement facile et convivial pour permettre la fraise, et faites tout par rapport à la technologie CNC précise, c'est-à-dire mettre entre parenthèses la tolérance La conception pour la fabrication minimise les coûts de fabrication et permet de garantir que les pièces finales satisfont aux spécifications cibles Gardez en communication constante avec l'atelier dans les questions qui concernent la finition de surface, les tolérances, et la nécessité ou l'absence des secondes opérations comme le perçage et le placement.
Les composants POM de haute qualité peuvent être fabriqués selon des tolérances serrées, avec des finitions qui sont pour la plupart lisses ou polissables ; dans certains cas, un peu d'ébavurage et de polissage léger peut être nécessaire pour lisser les bords. De telles finitions souhaitables peuvent être exécutées via un usinage CNC de précision, ce qui garantit des dimensions cohérentes et une qualité reproductible. Enfin, ces composants peuvent subir un nettoyage ou un assemblage par ultrasons pour devenir des produits en plastique prêts à l'emploi ; dans certains cas, l'usinage peut être effectué sans autre finition, contrairement aux procédés pour d'autres thermoplastiques.
De nombreux problèmes entrent en jeu avec la coupe POM, en particulier la combinaison de chaleur et de pression pour provoquer la fusion et l'usure des outils en raison des plastiques renforcés de fibres, un traitement inapproprié entraînerait des changements de dimension. Ainsi, la prévention de plusieurs défauts est accélérée en utilisant des outils tranchants avec une alimentation et une vitesse appropriées, et en employant de bonnes stratégies de contrôle des copeaux. Des processus de serrage et de refroidissement appropriés dans l'usinage CNC aident à maintenir les tolérances. Le comportement cohérent des plastiques techniques tels que le POM garantit la production de pièces avec une tolérance proche et des performances élevées. Les directives de bonnes pratiques dans le traitement POM visent à minimiser les défauts et à maintenir la tolérance.
Il existe plusieurs propriétés mécaniques qui rendent le POM attrayant pour l'usinage CNC : la résistance à la traction, le module de flexion et la résistance aux chocs font partie des propriétés clés D'une part, une résistance à la traction élevée permet au matériau de résister à des forces de traction importantes sans rupture, tandis qu'un module de flexion élevé offre une résistance aux forces de cisaillement La résistance aux chocs indique qu'il peut absorber les chocs brusques sans fracturation La résistance à l'usure est un autre avantage significatif du POM, ce qui le rend adapté aux applications résistantes au frottement et à l'abrasion. Ces propriétés mécaniques, combinées aux combinaisons du polymère, incluent de faibles coefficients de frottement et une bonne stabilité dimensionnelle, ce qui en fait le meilleur matériau pour les applications CNC aux performances exceptionnelles qui nécessitent une durabilité, une bonne performance.



