


Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.


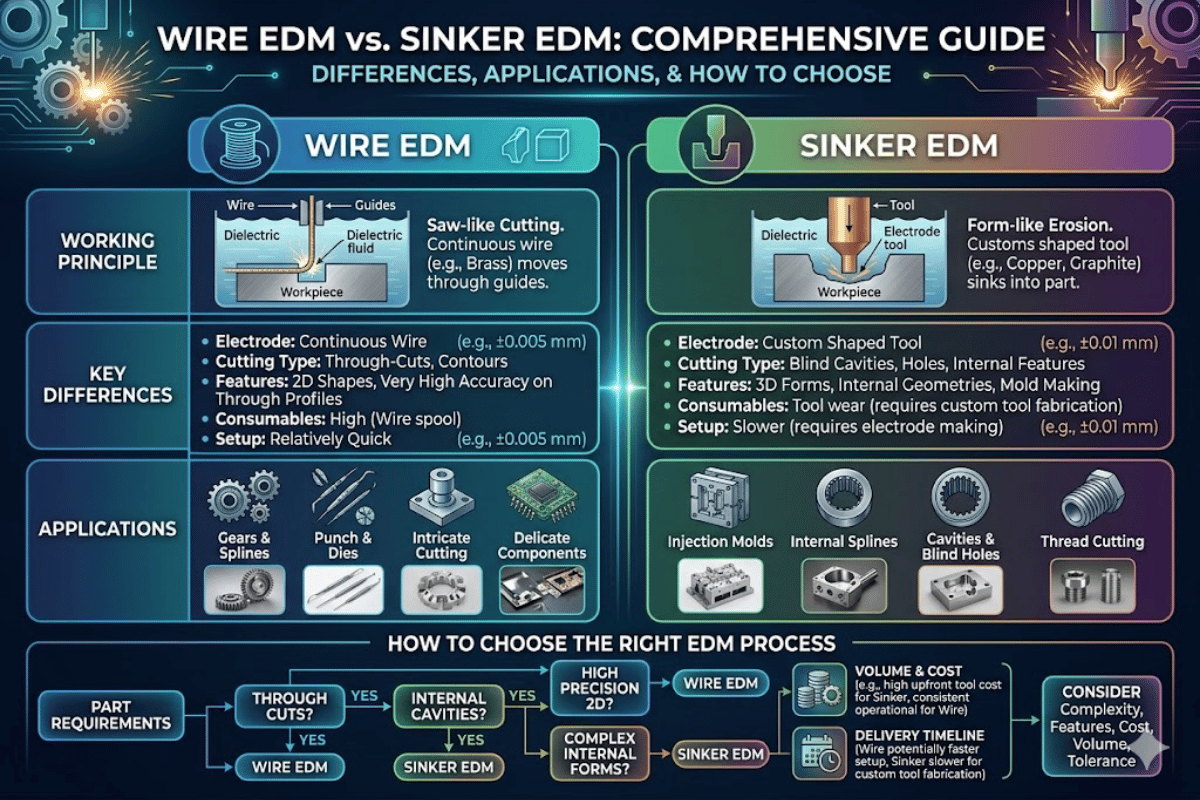
Wire EDM vs Sinker EDM : différences, applications et comment choisir
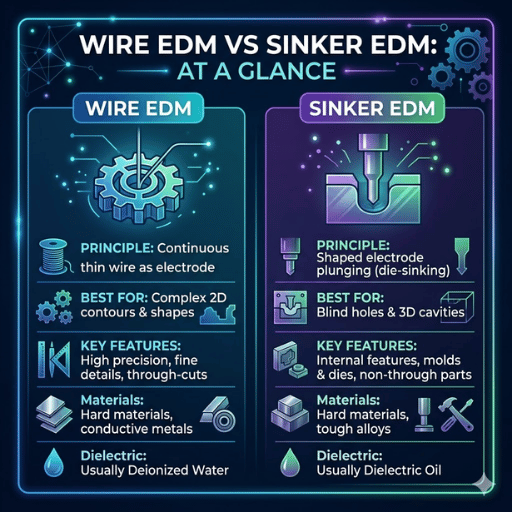
Les deux processus d'usinage edm, wire edm et sinker edm, atomisent le matériau par décharges électriques contrôlées, mais c'est la seule similitude Dans une machine de wire edm, un fil-électrode fin se déplace à travers la pièce, créant des profils 2-D. Dans une machine de plomb, une électrode façonnée plonge dans la pièce à usiner, créant des cavités 3-D. Le pompage du mauvais type de machine edm pour la conception de votre pièce crée du temps perdu, des coûts plus élevés et des tolérances insatisfaisantes.
Dans ce guide, nous comparons et contrastons l'EDM et l'EDM de plomb sur des critères de : mécanique des processus edm, ce que chaque machine EDM fait et ne fait pas, applications réelles des utilisations d'EDM de plomb et d'EDM de fil, coût par pièce et un organigramme de décision qui révèle quel type de machine de décharge électrique est approprié pour votre part. Si vous fournissez un devis pour un profil d'insertion ou une cavité de matrice, utilisez le tableau comparatif ci-dessous pour faire votre choix.
Avant de discuter de la physique, voici un résumé rapide, côte à côte. Ce tableau résume les principales distinctions entre les critères EDM des plombs et des fils que la plupart des ingénieurs recherchent avant tout
| Attribuer | ÉDM filaire | Édm de sinker |
|---|---|---|
| Électrode | Fil mince alimenté en continu (laiton/cuivre, 0,10,3 mm) | Bloc de graphite ou de cuivre préformé |
| Géométrie | Profils 2 D (grands-coupures seulement) | Cavités 3 D, poches aveugles, textures |
| Tolérance | ±0,0025 mm (±0,0001″) | ±0,001″150.025 mm (0,00020.001″) |
| Finition de surface | Ra 0.10,8 µm | Ra 0.413,2 µm |
| Vitesse de coupe | Modéré (20150 mm³/min) | Aiguillage plus rapide (500 mm³/min) |
| Automatisation | Haut-dehors capable | Des modifications modérées de l'électrode peuvent nécessiter un opérateur |
| Meilleur pour | Matrices, engrenages, coupes de profil en métaux durs | Cavités de moule, matrices de forgeage, caractéristiques 3D |

Dans une machine à fil edm, un fil-électrode continu en laiton ou en acier revêtu de cuivre (0,1-0,3 mm de diamètre) émerge d'une bobine d'alimentation et se déplace devant une pièce à usiner, l'ensemble reposant dans un bain d'huile minérale Le fil agit comme une lame de scie à ruban, tranchant un profil du matériau par étincelle électrique plutôt que par les dents Le fil n'est jamais touché par aucun outil de coupe solide.
Ce diagramme démontre le cycle de fonctionnement de l'EDM du fil Le fil-électrode et la pièce sont immergés dans de l'eau désionisée (le fluide diélectrique).Un contrôleur CNC guide le fil par rapport au travail selon les axes X et Y, tandis que deux axes U et V supplémentaires positionnés sur le guide-fil supérieur permettent des conicités inclinées jusqu'à 30. lorsque le champ électrique à travers l'espace entre le fil et la pièce atteint le niveau de tension de claquage de l'étincelle, chaque étincelle produit un flash supérieur à 8 000 C et vaporise un bit microscopique de matériau Mur à mur, des milliers d'étincelles se produisent chaque seconde, suivant le chemin programmé par CAO.
Parce que le fil se déplace constamment l'électrode est toujours fraîche et il y a peu ou pas d'usure, permettant une grande précision et une stabilité de tolérance tout au long de l'opération d'usinage Avec les capacités de précision d'un fil moderne edm, il est possible d'atteindre des précisions de 0,0025 mm (0,0001″) et des finitions de surface Ra 0,1 m après plusieurs passes d'écrémage Le-Creator effectue des opérations dédiées services d'électroérosion filaire pour les ateliers de production de pièces nécessitant ce degré de précision.
Cependant, le fil edm ne peut créer que des formes qui passent par des trous, et non par des cavités aveugles, des poches ou des surfaces texturées, c'est là que le plomb est approprié.

Le sinker EDM - ou ram EDM, l'EDM à enfoncement, l'edm à cavité ou l'edm en volume - implique l'utilisation d'une électrode formée en forme (parfois appelée outil) qui est utilisée pour couper une cavité d'image miroir dans la pièce. La forme de l'électrode est généralement en graphite - (pour une production plus rapide et une génération de forme plus facile) ou en cuivre - (pour des qualités de surface plus fines). Le Sinker EDM est capable de produire les géométries tridimensionnelles telles que des poches aveugles, des nervures, des zones texturées, des contre-dépouilles et des contours, qui sont inaccessibles à l'aide du fil EDM.
La machine EDM à plomb maintient l'électrode et la pièce à travailler immergées dans de l'huile diélectrique, composée d'hydrocarbures Un vérin à servomoteur pousse une électrode de forme vers la pièce à travailler où est maintenu un éclateur compris entre 0,01 et 0,5 mm Les décharges électriques à travers cet espace érodent la forme de la pièce à travailler exactement à l'opposé de la forme de l'électrode.
Le fluide diélectrique lave le matériau érodé de la zone d'usinage et isole l'espace entre les étincelles.
Les machines de sinker edm ont des tolérances de 0,005-0,025 mm ainsi que des finitions de surface de Ra 0,4 m (finition) jusqu'à Ra 3,2 m (rugissage).Les textures VDI peuvent être directement transférées sur la surface de cavité des fabricants de moules par échevinage de plomb avec des conditions de finition spécifiques pour éviter une deuxième étape de texturation Le procédé de sinker edm peut produire tous les matériaux électriquement conducteurs imaginables indépendamment de la dureté, par conséquent ces machines sont la méthode de fabrication de choix pour l'usinage en cavité de moules en acier à outils trempés approchant 60+ HRC.
compromis : chaque travail a besoin d'une électrode personnalisée, qui doit être usinée CNC à partir de graphite ou de cuivre pour produire la pièce à travailler Pour les cavités complexes, nous pouvons avoir besoin de plus d'une électrode pour produire une électrode d'ébauche et de finition, ce qui ajoute un $200-$2 000+ supplémentaire dans la fabrication d'électrodes L'usure des électrodes pendant l'usinage ajoute à ce coût pour les cavités profondes.
La principale différence entre les deux est le type d'électrode et la capacité de couper des formes complexes Wire EDM enlève la pièce Sinker EDM enlève la pièce.
Le tableau suivant décrit les différences entre l'EDM filaire et plomb où cela semble avoir le plus d'importance lors de la citation de pièces et du choix d'un processus.
| Critères | ÉDM filaire | Édm de sinker |
|---|---|---|
| 1. Type d'électrode | Fil mince alimenté en continu (laiton/cuivre 0,10,3 mm) | Bloc de graphite ou de cuivre usiné sur mesure |
| 2. Consommation d'électrodes | Alimentation continue aucune reprise nécessaire | 1 usure % par opération ; peut nécessiter plusieurs électrodes |
| 3. Capacité géométrique | Les profils 2 D doivent passer par la pleine épaisseur | Cavités 3 D, poches aveugles, textures, contre-dépouilles |
| 4. Tolérance | ±0,0025 mm (±0,0001″) | ±0,001″150.025 mm (0,00020.001″) |
| 5. finition de surface | Ra 0.10,8 µm | Ra 0.413,2 µm |
| 6. Taux d'enlèvement de matière (MRR) | 20150 mm³/min | 5000 mm³/min |
| 7. épaisseur maximale de la pièce | 300500 mm (limité par la tension du fil) | Limité par la portée et le rinçage des électrodes |
| 8. Fluide diélectrique | Eau désionisée | Huile d'hydrocarbure |
| 9. Rayon de coin interne | Min. = rayon du fil + surdécoupure (~0,15 mm) | Coins internes nets possibles (en fonction de la forme de l'électrode) |
| 10. Capacité de traction | Jusqu'à ±30° avec axe U/V | Angles de tirage intégrés à la géométrie des électrodes |
| 11. Temps de configuration | 300 min (fixation + fil de filetage) | 1 hrs (fixation d'alignement d'électrode + test d'orbite) |
| 12. Niveau d'automatisation | Le threading élevé permet le fonctionnement des lumières | Changeurs d'électrodes modérés disponibles sur les machines haut de gamme |
| 13. Coût de l'électrode par emploi | $5$30 (consommation de bobines de fil) | $200$2,000+ (fabrication d'électrodes personnalisées) |
| 14. Taux horaire de la machine | $60$120/hr | $50$100/hr |
| 15. Coût d’investissement des machines | $80,0000$500,000 | $50,0000$300,000 |
| 16. Compétence de l'opérateur requise | Programmation CNC modérée + configuration | Réglage des paramètres de conception + décharge supérieur |
Pour résumer : Wire EDM est la machine de précision pour les profils traversants où la tolérance et la finition sont roi Sinker EDm est la machine de géométrie pour 3 D qu'aucun autre usinage forme, y compris le fil EDM, n'approche.

L'application la plus courante pour l'edm en fil est pour les pièces qui nécessitent une coupe à tolérance étroite tout au long d'un élément conducteur, de préférence un acier trempé ou une sorte d'alliage exotique qui détruirait facilement un instrument de coupe régulier. Ce sont quelques-unes des applications de l'edm en fil :
Le fil edm est approprié pour toute pièce où la géométrie est un profil 2 D (plat ou effilé) et où des tolérances inférieures à 0,01 mm sont spécifiées Pour les matériaux encore plus durs, l'EDM peut couper 64 HRC sans perte de précision-un exploit que les outils de coupe en carbure ou HSS ne peuvent pas produire
Sinker edm est mieux adapté pour la géométrie 3 D qui ne peut pas être coupée par le fil EDM, fraisé, ou toute autre forme d'usinage conventionnel Applications typiques pour Sinker EDM :
L'EDM de l'enfoncement est particulièrement utile pour toute pièce où une texture de surface doit être ajoutée à une surface durcie, une cavité aveugle doit être créée ou une contre-dépouille est souhaitée. L'EDM a une large application dans la fabrication de moules, la fabrication de matrices et les industries aérospatiales - partout où un matériau conducteur dur est découpé en forme 3D complexe.
Un troisième type d'edm-hole foring edm-est à noter Le forage de trous EDM emploie une électrode rotative en forme de tube pour percer de très petits trous (0,1-6 mm) dans n'importe quel matériau conducteur Cette technologie est le plus souvent utilisée dans : la forme de trous de départ pour l'EDM de fil, et dans le perçage de trous borgnes des aubes de turbine Bien qu'il ne soit pas couramment appelé, le forage de trous edm est un support opérationnel indispensable pour les machines EDM de fil et de plomb
Scénarios de décision du monde réel :

Les coûts de chaque processus introduisent le débat entre l'EDM plomb et fil. Alors que le tarif horaire moyen pour l'EDM filaire ($60-$120/h) bat celui de l'EDM plombé ($50-$100/h), l'EDM plombé ajoute un coût caché que l'EDM filaire contourne : la fabrication d'électrodes
Pour une cavité simple, une électrode EDME à plomb va de $200 à $500 de graphite à la machine, avec des électrodes élaborées coûtant plus cher. Une électrode complexe multi-caractéristiques qui a des tolérances serrées ira de $1 000 à $2 000+. Si des électrodes d'ébauche et de finition séparées sont nécessaires, comme c'est généralement le cas dans les cavités de moule les plus précises, ce coût doublera. L'EDM filaire, en comparaison, dépense $5-$30 en fil par dépôt, quelle que soit sa complexité.
Cela rend l’économie par partie simple :
Coût de Machine Capital diffère également : à partir de cet écrit, une machine de montage de fil de milieu de gamme coûtera $150 000-$350 000, tandis qu'une machine de montage de plomb comparable coûte $80 000-$200 000. cnc haut de gamme capable d'un degré élevé d'automatisation (packs de fils auto-threading, changeurs de batterie robotisés pour plomb) décalent les deux sur $400 000. Pour une boutique évaluant, considérez si vous utiliserez beaucoup de pièces EDMed. Si oui, comparez coût de possession pour plusieurs parties faisant référence à votre mélange de pièces et aux volumes réels.

Lorsque vous décidez de sinker edm vs. wire edm sur une application, passez en revue ces trois questions :
1. la géométrie traverse-t-elle entièrement la pièce ?
Si oui, choisissez l'edm de fil Il fournit des tolérances plus serrées, une finition de surface supérieure et un coût par pièce inférieur (aucun coût d'électrode).Il peut couper le profil dans n'importe quel matériau conducteur jusqu'à 500 mm d'épaisseur.
2. avez-vous besoin d'une cavité 3 D, d'une poche aveugle, d'une texture ou d'une contre-dépouille ?
Si oui, choisissez le plomb Seules les machines d'edm de plomb peuvent produire cette fonctionnalité Aucune machine d'EDM de fil ne peut créer une géométrie qui ne passe pas Ici l'edm est le gagnant clair.
3. quel est votre volume de production ?
Pour les pièces ponctuelles et les prototypes, l'EDM filaire évite la surcharge de l'électrode. Pour les volumes 50+. Afin que le plomb fonctionne, plus de 50 pièces avec la même cavité et la même électrode de dérivation exploitable amortit la surcharge de l'électrode et son MRR accru réduit le temps de cycle. De nombreux magasins qui exécutent les deux orgues acheminent les tâches en fonction de cela.
La réponse la plus simple pour savoir si l'edm peut faire le usinage inoxydable la tâche est que l'EDM filaire et plomb peut l'accomplir dans n'importe laquelle des qualités inoxydables 304, 316 et 17-4 Ph - la dureté et la résistance à la corrosion peuvent être ignorées : l'usinage par décharge électrique élimine le matériau par des moyens thermiques et non mécaniques.
L'électrode est le plus grand différenciateur entre l'EDM filaire et l'EDM plomb, le type de géométrie qu'ils créent est la deuxième plus grande différence L'EDM filaire utilise un fil fin alimenté en continu pour couper les profils 2 D dans toute l'épaisseur de la pièce à travailler L'EDM sinker utilise une électrode personnalisée qui plonge dans la pièce à travailler pour produire des cavités, des textures et des contours aveugles 3 D. L'EDM filaire coupe à travers, le plomb coupe dans
La machine EDM filaire est plus précise La machine de edm fil USICHJIMOPa tiendra la tolérance de 0,0025 mm (0,0001 po) et coupera à la finition de surface Ra 0,1 m. Les machines de sinker sont généralement dans la gamme de 0,005-0,025 mm et Ra 0,4-3,2 m de finition de surface Puisqu'un fil est alimenté en continu, toute variation de l'usure de l'électrode est minimisée, ce qui conduit à un avantage pour l'EDM filaire dans le contrôle dimensionnel.
Il est techniquement possible qu'un bord de plomb puisse être forcé à travers toute l'épaisseur d'une pièce à usiner Cependant, ce n'est pas pratique : l'électrode s'use pendant le processus, les emplacements et les dimensions varient avec la profondeur et les coupes profondes défient le rinçage de l'électrode Les électrodes sont conçues et spécialement conçues pour les opérations de coupe traversante sur toute l'épaisseur.
Tout simplement, le fil de soudage EDM et le plomb EDM peuvent couper n'importe quoi matériaux électriquement conducteurs Les aciers à outils, les aciers pour instruments, les aciers au coût, les aciers inoxydables, le titane, l'Inconel, le carbure de tungstène, le cuivre, l'aluminium, et toutes les céramiques conductrices similaires Donc en termes de facilité d'usinabilité, s'il s'agit d'un conducteur, il peut être usiné La dureté ne pose aucun problème, un acier à outils 64 HRC peut être usiné avec la même facilité qu'un aluminium souple, tant qu'il s'agit d'un conducteur Cependant ; les non-conducteurs comme les plastiques, le verre glacé ou les céramiques non conductrices ne sont pas usinables EDM.
Le meilleur que je puisse dire, en général, la machine EDM de plomb est a un taux d'enlèvement de matière première plus élevé (50-500 mm/min contre 20-150 mm/min) et un retrait en vrac plus rapide donc il est plus efficace pour faire une forme rugueuse Cependant, vous ne pouvez pas réellement façonner le travail jusqu'à ce que vous avez passé des heures sinon des jours à fabriquer l'électrode Alors que, un EDM de fil ne peut pas commencer l'usinage jusqu'à ce que la pièce puisse être fixée de manière fiable à la table, il peut commencer immédiatement après le programme CNC chargé Selon le profil, et nécessairement le niveau de détail, l'EDM de fil aura généralement un temps de retournement total plus rapide pour les profils traversés.
Le-Creator fournit l'EDM filaire, l'EDM plomb et l'usinage CNC complet avec des tolérances à 0,0001«. Téléchargez vos fichiers CAO pour un devis gratuit.
Obtenez un devis gratuit dans la région Services d'usinage CNC









