


Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.


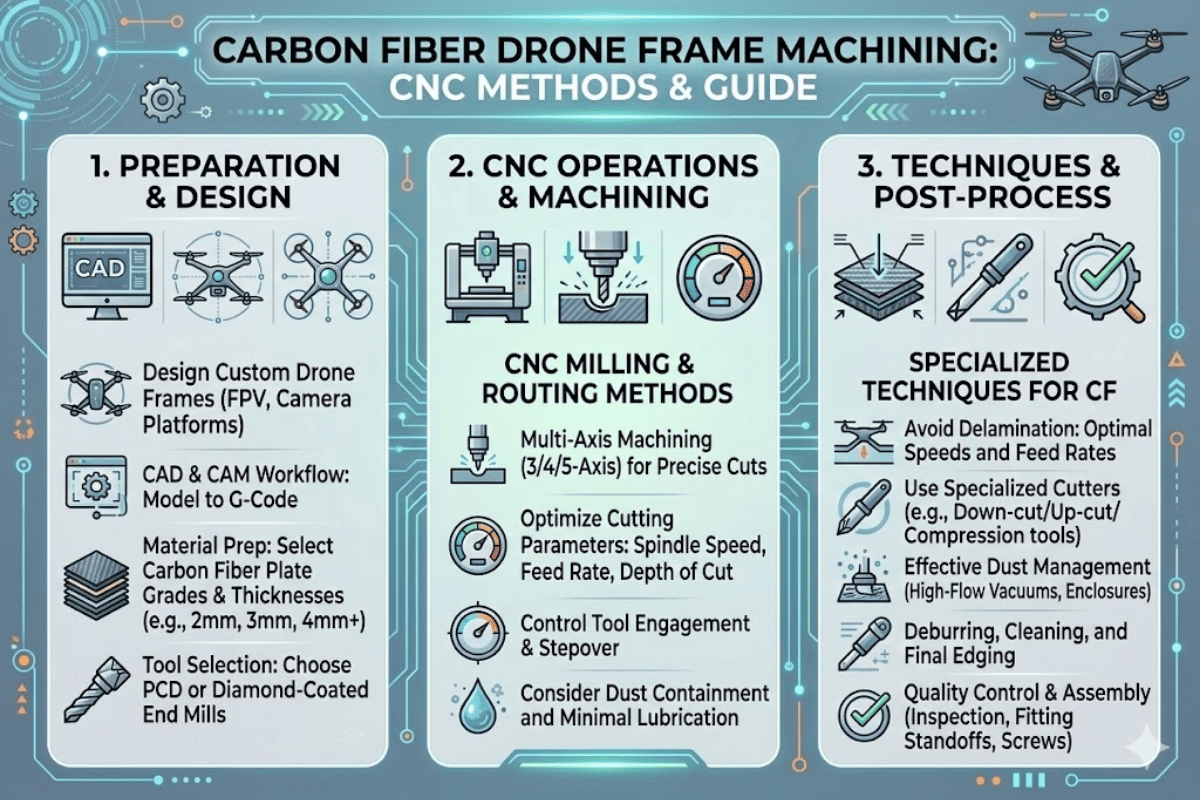
Comment les cadres de drones en fibre de carbone sont usinés CNC Méthodes, matériaux et critères de sélection
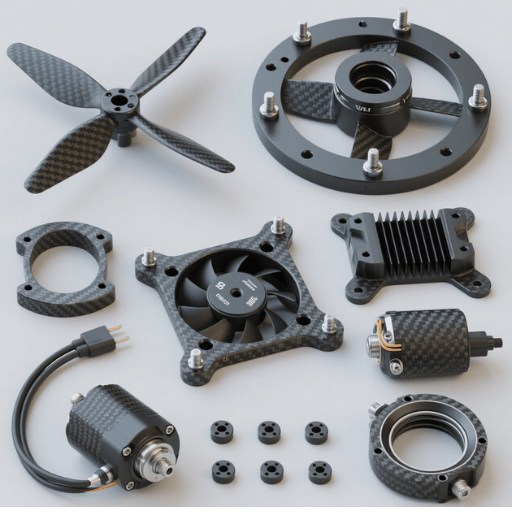
La fibre de carbone a été adoptée comme matériau de structure de facto de choix pour les cadres de drones hautes performances Son rapport résistance/poids est cinq fois supérieur à celui de l'aluminium, une mesure qui, avec son poids rigide mais léger, en a fait le matériau de choix pour les courses FPV, les dispositifs d'inspection industriels et les drones agricoles. Mais le processus de transformation d'une grande feuille de fibre de carbone non durcie en un cadre de drone fini nécessite des connaissances précises en usinage cnc. Les taux d'outillage ou d'alimentation de correction de correction de correction de la couche d'eau délamineront les bords de la plaque, les bords de dispersion et produiront des pièces qui ne resteront même pas en suspension dans l'air.
Ce guide explique le processus d'usinage cnc d'exécution pour les cadres de drones en fibre de carbone : quelles techniques fonctionneront et ne fonctionneront pas, quels matériaux doivent être spécifiés, à quelles tolérances et niveaux de tolérabilité s'attendre et comment sélectionner un partenaire d'usinage qui ne tuera pas votre budget prototype Que vous soyez un ingénieur qui rédige un cadre de drone personnalisé, ou un acheteur soucieux de se contenter des mauvaises pièces de drone en fibre de carbone, ces données ont été extraites des spécifications de matériaux publiées, Lignes directrices de sécurité de l'OSHA, 17 ans d'expérience en production.
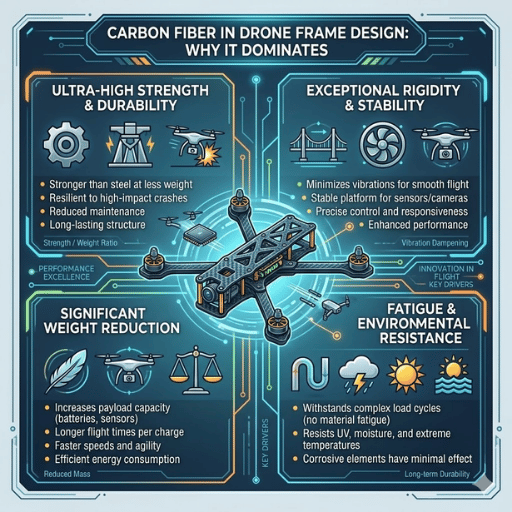
CFRP : polymère renforcé de fibres de carbone (ci-après ‘ cfrp ’ ou, en britannique, fibre de carbone) ne contient pas de bougie à celles de ses parents en aluminium. Une feuille de fibre de carbone de qualité T700 peut contenir 4 900 mégapascals de résistance à une densité de seulement 1,55 gramme par centimètre cube. L'aluminium 6061-T6 culmine à 310 mégapascals à une densité de 2,70 grammes par centimètre cube Et pourtant, chaque cadre de drone de course FPV compétitif s'est éloigné de sa plaque de matériau à base d'aluminium.
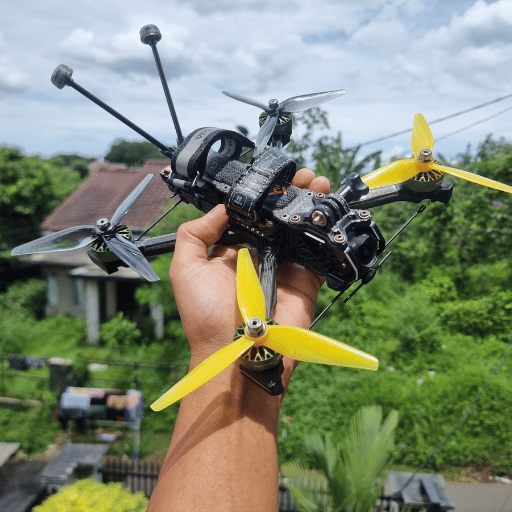
Les avantages supplémentaires vont au-delà des chiffres bruts. Comme les matériaux amortisseurs de flexion et de vibration, les cadres de drones en fibre de carbone conservent mieux leur forme dans des conditions de vol dynamiques que les cadres et les aluminiums. Indépendamment du chargement cyclique, les composites en fibre de carbone ne transpirent pas la corrosion, la fatigue, ne flambent pas en dehors de leurs limites de température qui sont souvent citées comme 1-180 C pour les matrices époxy.
Le marché mondial des drones a atteint 83,81 milliards de dollars en 2025 et devrait dépasser 182,45 milliards de dollars d'ici 2033, sur la base des chiffres de Recherche Grand View. Les composites de fibres de carbone légères inclus sont reconnus comme les principaux facteurs d'une telle croissance prévue. Par exemple, une étude de cas documentée a montré une baisse de poids de 43 pour cent, passant de l'aluminium à la structure du tube en fibre de carbone ; une augmentation supplémentaire de 16 pour cent de la rigidité de la conception du cadre a également été révélée. Notre site de production voit régulièrement les clients de drones réduire leur poids total du cadre de 25 à 35 pour cent lors du passage aux plaques en fibre de carbone usinées CNC.
la fibre de carbone conduit également l'électricité En fonction du placement des antennes et des modules GPS sur les plaques de fibre de carbone, l'atténuation du signal provoque des erreurs de portée et de navigation Utiliser GFRP pour le montage de l'antenne son RF transparent et pas aussi lourd.
Malheureusement, toutes les méthodes de coupe ne fonctionneront pas avec tous les matériaux La capacité d'abrasion élevée de la fibre de carbone produit des particules de poussière, peut provoquer un délaminage si une chaleur et une pression excessives sont transmises au processus d'usinage et génère de la poussière de particules hautement abrasives Il existe 4 méthodes courantes pour l'usinage CNC en fibre de carbone, mais seulement 2 sont recommandées pour la production de cadres de drones.
| Méthode | Tolérance | Risque Chaleur | Adéquation du cadre du drone |
|---|---|---|---|
| Routage CNC | ±0,025mm | Modéré | Excellent standard de l'industrie |
| Jet d'eau | ±0,10 mm | Aucun | Bonne zone affectée par la chaleur |
| Fraisage CNC (5 axes) | ±0,025mm | Modéré | Idéal pour les pièces profilées en 3D |
| Découpe Laser | ±0,05 mm | Haut | Pauvre résine brûle, provoque un délaminage |
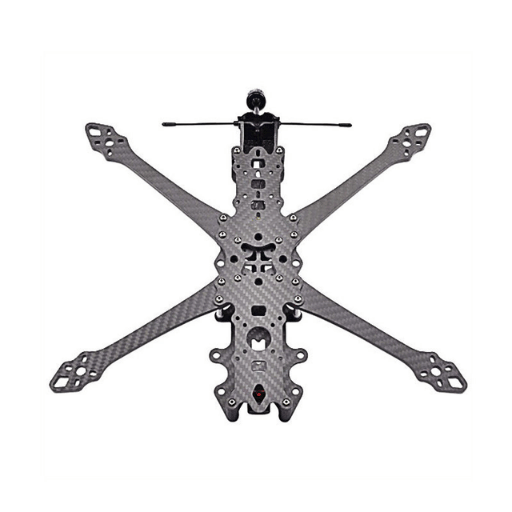
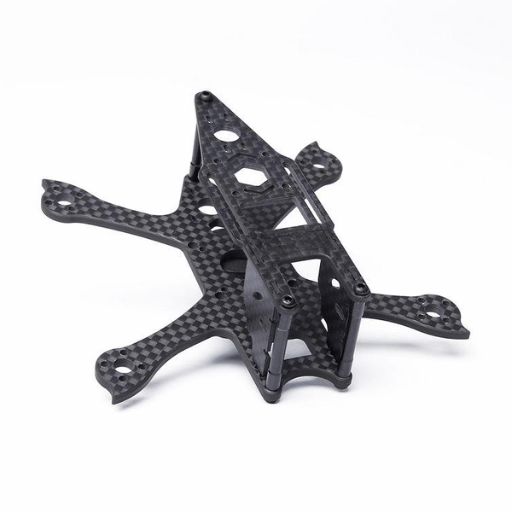
Le routage CNC reste le processus écrasant de loin le plus courant pour les cadres de drones, car la plupart des cadres sont découpés dans des feuilles plates en fibre de carbone dans la gamme 1,5-3,0 mm. La machine profile les formes 2 D à partir de feuilles sans moule nécessaire, jusqu'à des tolérances de 0,025 mm à la vitesse de production La grande majorité des géométries de cadres de drones sont gérées par un routeur CNC 3 axes Le fraisage CNC 5 axes n'est utilisé que pour les boîtiers ou pièces 3 D profilés avec usinage sous plusieurs angles en une seule étape de fixation ; il ajoute des centaines à des milliers de programmation et de coûts de machine supplémentaires que les plaques de drones plates ne justifient pas
Évitez à tout prix la découpe laser sur fibre de carbone La chaleur concentrée dégrade la matrice de résine époxy, provoque des carbonisations le long des bords coupés et libère des fumées toxiques indésirables Lorsqu'une zone affectée thermiquement nulle est nécessaire, la découpe au jet d'eau reste une alternative viable par rapport au routage CNC par pièce, plus lent et plus coûteux
Prototypage avec fibre de carbone, notre équipe d'ingénierie a découvert que les plages de paramètres suivantes semblent fournir des résultats prévisibles lors du travail sur des feuilles de qualité T300 à T800 :
la fibre de carbone n'est pas toujours la réponse appropriée, Savoir où chaque matériau appartient, empêche les dépenses excessives (et la sur-ingénierie) sur les projets de cadre de drone Vous trouverez ci-dessous un tableau basé sur les données publiées sur les propriétés des matériaux ASM International, : calendriers de fiches techniques composites.
| Propriété | CFRP (T700) | 6061-T6 Aluminium | GFRP (E-verre) | Nylon PA6 |
|---|---|---|---|---|
| Résistance à la traction (MPa) | 4,900 | 310 | 500-1,200 | 70-85 |
| Densité (g/cm3) | 1.55 | 2.70 | 1.80-2.10 | 1.13 |
| Coût (USD/kg) | $30-90 | $2-5 | $10-25 | $3-6 |
| Amortissement des vibrations | Bien | Pauvre | Modéré | Très bien |
| Usinabilité CNC | Difficile (outils PCD) | Excellent | Modéré | Bien |
| Mode d'échec | Fracture fragile | Courbe ductile | Pliez avant la pause | Flex/déforme |
Choisir de spécifier la fibre de carbone à chaque composant de drone, lorsque la fibre de verre est le meilleur choix dans nos pièces spécifiques Le GFRP a 2/3 du coût du CFRP, est plus transparent RF (critique dans les plaques d'antenne), et a tendance à se plier avant de se briser ; un avantage dans les applications sujettes aux crashs dans les quads FPV débutants Utilisez de la fibre de carbone usinée sur les plaques structurelles et de bras, où vous avez besoin de rigidité Utilisez de la fibre de verre là où vous avez besoin de supports d'antenne et de plaques de pare-chocs remplaçables.
L'aluminium reste un choix raisonnable pour les grands cadres de drones commerciaux où le coût de la fibre de carbone devient prohibitif, et la réparabilité est souhaitable. Les courbures en aluminium et peuvent être redressées, les éclats CFRP sans déformation d'avertissement. Le nylon (PA6/PA12) est relégué aux pièces non structurelles comme les trains d'atterrissage, les supports de caméra, les cônes avant, où l'absorption flexible est plus souhaitable que la rigidité.

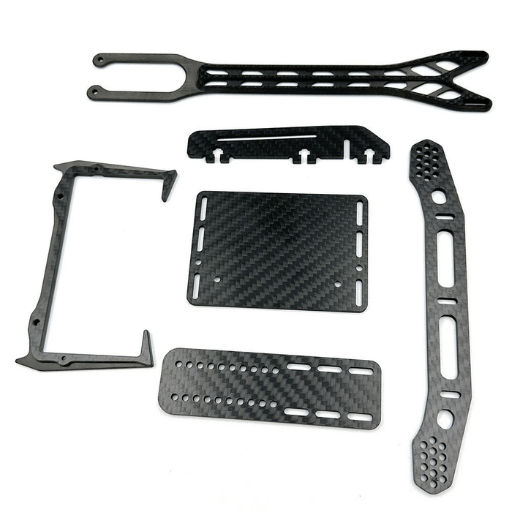
La sélection d'un cadre de drone en fibre de carbone bien conçu tient compte des contraintes d'usinage au début de la phase CAO L'ignorance de ces contraintes entraîne des bords délaminés, des trous de montage fissurés et des pièces qui semblent correctes sous caméra couleur, mais qui s'enclenchent sous les charges de vol. Voici notre liste de contrôle de préparation du cadre de drone de conception pour la fabrication.
| Épaisseur | Application typique de drone |
|---|---|
| 1,0 mm | Plaques supérieures pour micro drones, plaques de montage de caméra |
| 1,5 mm | Bras et plaques latérales pour quads de course de 5 pouces |
| 2,0 mm | Plaques de fond standard pour cadres FPV de 5 pouces |
| 2,5 mm | Plaques de fond robustes, bras longue portée de 7 pouces |
| 3,0-6,0 mm | Composants structurels de drones industriels/commerciaux |
T700 est aujourd'hui la norme industrielle pour les cadres de drones à haute résistance Il donne une résistance à la traction de 4 900 MPa par rapport aux 3 530 MPa de T300 un saut de 38%. plot 8 tout en conservant un allongement final plus élevé (2.1% contre 1.5%).Cette ductilité supplémentaire permet aux cadres T700 d'absorber les impacts de crash sans imploser aussi facilement que T300. Le T800 offre une rigidité plus élevée 294 GPa contre 230 GPa module mais est cassant tout seul. Certaines sections se cassent dans les seuls T80 T8000, donc une poignée de T800.
Dans les opérations d'usinage CNC, ignorer l'orientation des fibres par rapport aux éléments de coupe. L'armure sergée est courante pour les cadres de drones car elle partage la charge dans plusieurs directions. Lorsque vous fournissez des pièces pour couper à partir d'une feuille de fibre de carbone à armure sergée, orientez votre parcours d'outils CNC de telle sorte que vous n'ayez pas de coupe soutenue parallèlement à une direction de fibre ; la charge et le risque de délaminage qui en résulte seront forcés de passer en ligne à travers la feuille.
Il faut être prudent lors de l'utilisation de fibre de carbone pour n'importe quelle pièce Il émousse les outils de coupe plus rapidement que presque n'importe quel autre matériau, produit de la poussière conductrice dangereuse, et prouvé dans les tests pour échouer de manière complexe et incontrôlable alors que la pièce est encore chargée sur la table Voici les trois problèmes les plus inutiles qui se produisent pendant Découpe CNC de fibres de carbone.
Le délaminage se produit lorsque les forces cnc sont supérieures à la résistance au cisaillement interlaminaire de la résine qui maintient les plis de fibres de carbone ensemble Les outils ternes, les vitesses d'alimentation/de coupe élevées et l'accumulation de chaleur peuvent ramollir et affaiblir la résine Pour l'éviter : X. Les outils ternes, les vitesses d'alimentation/de coupe élevées et les couches de chaleur peuvent être amollis
outils tranchants PCD ou à revêtement diamant
18 000 à 25 000 tr/min
use plaques de soutien côté sortie de toutes les découpes traversantes
la fibre de carbone est extrêmement abrasive De retour dans l'atelier, les outils en carbure sont ternes après des minutes de temps de coupe ; Les moulins à bout en PCD (diamant polycristallin) durent 20 à 25 fois plus longtemps dans notre atelier Les avantages en termes de coûts sont clairs : un broyeur à bout en PCD peut coûter 3 à 5 fois plus cher qu'un broyeur à bout en carbure à l'avant, mais peut couper 14 000 pouces linéaires de fibre de carbone avant qu'il ait besoin d'être remplacé Après avoir suivi une réduction de 601TP3 T des coûts d'outillage par pièce sur six mois, dans cet atelier, nous sommes passés à des outils de coupe en fibre de carbone.
L'usinage de la fibre de carbone donne des particules fines en suspension dans l'air dans la gamme de 5 à 7 microns, donc petites, elles peuvent pénétrer dans le système respiratoire inférieur. Selon le Administration de la sécurité et de la santé au travail (OSHA), [traduction], la poussière de fibre de carbone est réglementée comme étant des particules non réglementées autrement (PNOR) où les limites d'exposition admissibles (PEL) sont de 15 mg/m3 pour la poussière totale et de 5 mg/m3 pour les fractions respirables Institut national pour la sécurité et la santé au travail (NIOSH) recommande pas plus de 10 mg/m3 au total et 5 mg/m3 respirables.
En plus des risques d'inhalation, les particules conductrices de poussière de carbone peuvent créer un court-circuit dans l'équipement électronique produit dans l'atelier Chaque atelier effectuant n'importe quelle découpe de fibre de carbone CNC nécessite un usinage fermé avec extraction de poussière dédiée, usinage à base d'eau (liquide de refroidissement par inondation pour supprimer les particules) et équipement de protection individuelle.
Une étude (Journal international des technologies de fabrication avancées) a indiqué que l'angle d'orientation des fibres a une grande influence sur les forces de coupe En comparant un angle de fibre de 135° à un 45°, le premier offre les forces tangentielles maximales et le pire risque délaminant, tandis que le second offre des forces minimales et une finition de surface relativement propre Partout où cela est possible avec la conception de votre cadre de drone, assurez-vous d'orienter vos fibres aux angles axiaux minimum, c'est-à-dire à 45°.
Il réduira considérablement l'usure de l'outil et le risque de délaminage.
Tous les magasins CNC ne sont pas en mesure d'accueillir des pièces de drones en fibre de carbone La fibre de carbone nécessite un outillage dédié, une installation efficace d'extraction de poussière et un opérateur familier avec les performances des composites en fibre de carbone. En dessous d’un cadre d’évaluation en soi sur ce qui fait de bons fournisseurs par rapport aux magasins qui vous coûteront un joli centime en prototypage.
Le-creator exploite plus de 80 machines CNC de pointe avec une capacité d'usinage dédiée de fibre de carbone, un rendement de premier passage de 981TP3 T+, une inspection de qualité sortante de 1001TP3 T de chaque pièce Le-creator offre 17 ans d'expérience en fabrication de précision à plus de 1 000 clients aérospatiaux, médicaux et industriels Notre équipe offre un riche savoir-faire en usinage à votre service dans chaque projet de cadre de drone ; veuillez parcourir Capacités de Le-Creator en fibre de carbone pour en savoir plus sur la façon dont nous traitons les produits personnalisés en fibre de carbone, du prototype à la production.
Attention à un magasin sans questions sur votre qualité de matériau, votre style de tissage et vos exigences de tolérance en demandant un devis pour l'usinage de la fibre de carbone S'ils les ont pour le CFRP comme ils le feraient pour l'alun, vous verrez vos pièces.
Équipe d'ingénierie Le-Creator
l'usinage CNC est l'un des seuls processus de fabrication à fonctionner à la fois à l'échelle du prototype et de la production pour les cadres de drones sans modifications de processus Il n'a pas de moules à construire, pas d'investissements d'outillage, et les révisions de conception sont une modification de fichier CAO C'est la raison pour laquelle la plupart des entreprises de fabrication de drones même dans le moulage CNC en volume et non en compression.
| Scène | Quantité | Délai d'exécution typique |
|---|---|---|
| Prototype | 1 à 5 pièces | 3-7 jours ouvrables |
| Petit lot | 10 à 50 pièces | 5 à 10 jours ouvrables |
| Production | 100-1 000+ pièces | 7-15 jours ouvrables |
Le moulage par compression n'est rentable que si vous produisez plus d'environ 500-1 000 unités et même dans ce cas, seulement si la conception est verrouillée L'outillage de moule pour un cadre de drone en fibre de carbone fonctionne $5 000-$50 000 en fonction de la complexité de la géométrie Pour les constructeurs de drones qui tentent d'itérer la conception du cadre (la grande majorité des projets RC et FPV open source), l'usinage CNC est la voie la moins chère, car toute itération de conception n'implique aucune dépense supplémentaire au-delà de la mise à jour du fichier CAO.
Lorsque vous êtes prêt à évoluer, trouvez un partenaire d'usinage qui prend en charge l'emboîtement par lots en plaçant de nombreuses pièces sur une seule feuille de panneau de fibre de carbone. Faites-le pour minimiser le gaspillage de matériaux et réduire le coût par pièce. Se faire une idée comment Le-creator usine des pièces en fibre de carbone pour les constructeurs de drones, : à travers les volumes de prototypes et de production.
Envoyez-nous votre CAO pour un devis gratuit Les pièces prototypes sont expédiées en 3-7 jours ouvrables.
Ce mémoire a été rédigé par l'équipe d'ingénieurs travaillant chez Le-creator une entité dédiée à l'usinage CNC avec 17 ans d'innovation dans la production de pièces personnalisées en fibre de carbone de haute qualité pour les clients de drones, d'aérospatiale et d'équipements industriels Les données de propriété contenues dans ce document proviennent de fiches techniques Toray accessibles au public, de bases de données ASM International et d'articles évalués par des pairs Les données d'usinage et les suggestions DFM que nous proposons sont basées sur notre production de données accumulées sur des milliers de pièces de cadre de drone en fibre de carbone.









