


Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.



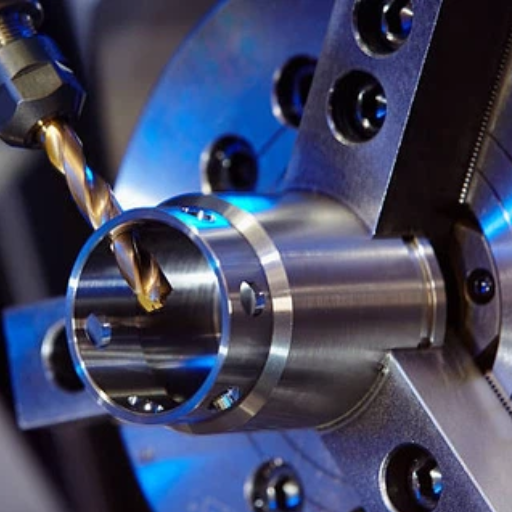
La précision et la dextérité sont cruciales pour obtenir des résultats optimaux tout en travaillant avec l'aluminium L'aluminium, en raison de ses propriétés de légèreté et d'adaptabilité, est employé dans de nombreuses applications industrielles telles que l'automobile, l'aérospatiale, la construction, et plus encore Le forage et le taraudage de l'aluminium présentent quelques défis uniques qui devraient venir avec beaucoup de prévoyance et un fonctionnement sans faille.
Ce guide complet profite aussi bien aux professionnels qu'aux passionnés, couvrant les pratiques de forage réussies, la stabilité du filetage, la sélection des outils et les pièges courants à éviter. Que vous travailliez sur des améliorations de conception, des contraintes d'assemblage ou que vous cherchiez à éliminer les entorses de surface et à intensifier la durée de vie des pièces, vous trouverez des hacks, des outils, des astuces et des conseils essentiels pour maîtriser l'usinage de l'aluminium.

Les opérations de perçage et de taraudage doivent être effectuées en aluminium afin d'obtenir des trous de filetage à base de vis/boulon/dispositif de pression L'aluminium, étant très bon à ces fins, est largement utilisé partout dans des domaines tels que l'architecture, l'automobile et l'électronique pour sa densité plus faible, sa résistance à la corrosion et ses bonnes propriétés d'usinage. Un perçage et un taraudage habiles garantissent des joints solides qui insufflent de la vie aux composants métalliques et les rendent durables et très efficaces.
L'aluminium offre un ensemble de caractéristiques uniques qui influencent considérablement les opérations de forage Sa combinaison d'être léger en poids et d'avoir un rapport résistance/poids élevé fait de l'aluminium un matériau préféré dans diverses applications comme l'aérospatiale, l'automobile et la construction Ces caractéristiques aident dans les processus d'usinage et de manutention tout en ayant la structure intacte pour les composants donnés L'effet positif supplémentaire de l'aluminium est qu'il est très résistant à la corrosion, améliorant ainsi la longévité des pièces et réduisant également les exigences de maintenance.
💡 Conseil professionnel : Utilisez des revêtements ou des lubrifiants spéciaux pour amortir la friction et obtenir une meilleure qualité de finition des forets. Comprendre ces propriétés uniques donne aux fabricants l’opportunité d’optimiser le processus de forage pour une plus grande vitesse, précision et qualité globale du produit.
Les trous percés et taraudés sont une partie essentielle de presque tous les services industriels et mécaniques Ils sont principalement utilisés pour rendre la connexion sécurisée et permettre l'assemblage de pièces du dispositif ou de la structure avec des vis, boulons, ou autres fixations Ce processus peut améliorer la stabilité et la durabilité de l'équipement et des structures, le rendant ainsi essentiel pour les industries automobile, aérospatiale, et de la construction.
Utilisé pour aligner et maintenir les pièces aux endroits corrects Les trous usinés avec une marge pour les attaches filetées permettent un démontage, une réparation et un remplacement des composants faciles.
Nécessite des trous diamétraux et des trous filetés spécifiés pour répondre aux exigences de conception spécifiques, de l'électronique grand public aux outils industriels.
Indispensable pour maintenir l’intégrité structurelle et satisfaire des besoins d’ingénierie complexes dans tous les secteurs et applications.

L'utilisation d'outils de coupe pertinents pour traiter l'aluminium de manière appropriée est essentielle pour obtenir une fonctionnalité précise et efficace Les principaux types d'outils de coupe comprennent les forets, les robinets et les alésoirs ; chacun sert un objectif individuel dans l’usinage.
Utilisé pour réaliser les trous initiaux dans une pièce en aluminium Les choix disponibles incluent notamment
Disponible dans de nombreuses mesures et géométries pour un bon contrôle de la position des trous et une bonne précision des dimensions.
Outils de coupe utilisés pour couper les filets internes dans les trous prépercés Types recommandés pour l'aluminium :
Utilisé pour agrandir ou finir les trous après le perçage afin d'améliorer la précision des dimensions et d'améliorer la finition lisse des surfaces intérieures Essentiel pour atteindre des tolérances serrées et une qualité de surface supérieure.
🎯 Plats à emporter clés : Faire le bon choix d’outil de coupe peut améliorer de plus en plus l’efficacité, prolonger la durée de vie de l’outil et offrir une meilleure qualité de travail.
Lors du choix du foret et du robinet appropriés pour un travail spécifique, il est essentiel de prendre en compte le type de matériau et les besoins spécifiques pour accomplir la tâche à accomplir. Différents matériaux, comme l'acier, l'aluminium, le plastique, etc. nécessiteront probablement différents outils, des fraises et des tapes pour de meilleures performances.
☑ Sélection du matériel : L'aluminium fonctionne bien avec l'acier rapide ; les matériaux plus durs nécessitent du cobalt ou du carbure pour plus de durabilité et de précision
☑ Types et tailles de fil : La taille du robinet détermine les exigences de taille de la perceuse pour un filetage adéquat
☑ Taille des forets : Assurez-vous que le foret crée un trou plus petit que le diamètre requis pour le filetage afin que le robinet puisse couper des filetages précis et propres avec une usure minimale
☑ Qualité de surface : Utilisez le tableau standard pour la taille du filetage et du robinet pour associer correctement la taille de la perceuse
☑ Outils spéciaux : Considérez les alésoirs après le forage pour une qualité de surface interne critique
Choisissez des outils dotés d'une capacité d'élimination des copeaux et d'un minimum de friction pour améliorer la vie et la qualité de travail.
La perceuse à perceuse et la broche ensemble sont le cœur et l'âme de la fabrication de précision Avec la base solide, la perceuse à percer offre la stabilité indispensable pour percer des trous précisément sur différents matériaux Les machines sont construites suivant des techniques vieilles de plusieurs décennies résultant en des réglages de vitesse et d'alimentation qui utilisent particulièrement la rotation Cela permet aux utilisateurs de sauter autour des matériaux et des opérations, minimisant les inefficacités.
En travaillant ensemble, la perceuse à colonne et la broche interne assurent une précision et une fiabilité inégalées au-dessus de tout ce que les outils portatifs peuvent réaliser La conception est créée d'une manière qui nécessite moins de supervision ; ainsi la probabilité d'erreur diminue, et les matériaux sont économisés Comprendre comment ces pièces importantes fonctionnent et quelle est leur importance pour les processus d'usinage permet d'obtenir des résultats d'un ordre élevé dans le travail du bois, du métal ou de tout autre matériau.

Le perçage en aluminium nécessite une préparation minutieuse et les bonnes méthodes pour garantir que vos trous s'avèrent propres et précis Suivez ces étapes :
Commencez par évaluer la dureté de l'aluminium et sélectionner les ensembles de forets appropriés, tels que ceux en acier rapide Fixez la pièce en aluminium dans un étau ou une pince, en vous assurant qu'il n'y a aucun mouvement pendant le processus de forage Marquez les points de forage avec un poinçon central pour créer une dépression qui empêche le trépan de glisser.
La vitesse de forage pour l'aluminium doit être modérée par rapport aux autres métaux Des vitesses plus lentes empêchent la surchauffe du métal Un forage rapide peut plier le matériau ou émousser le foret, compromettant ainsi la qualité de votre travail.
Appliquer une fine couche de lubrifiant ou de fluide de coupe sur la surface en aluminium ou le foret Ce procédé est nécessaire pour limiter la production de chaleur et rendre le foret coupé plus efficacement Le perçage sans lubrification peut entraîner des aspérités ou des dommages à l'aluminium.
Appliquer une pression uniformément ferme contre le matériau pendant le forage Ne jamais appuyer trop fortement ; cette action peut provoquer des fissures ou des dommages à la surface Diminuer la pression dès que le foret traverse l'aluminium pour éviter de créer une arête vive sur la face arrière.
facteur de réussite de la place : Suivre ces étapes avec précision produira des trous propres et lisses dans l'aluminium Les résultats ultimes dépendent d'une lubrification appropriée, d'un contrôle de la vitesse et du maintien d'une pression constante tout au long du processus.
Choisissez des forets conçus pour votre matériau spécifique (par exemple, HSS pour aluminium).Vous assurez-vous que tous les outils sont tranchants et sans défaut pour éviter les aspérités ou les incohérences. Pincez fermement votre pièce à l'aide d'une pince ou d'un étau pour empêcher tout mouvement pendant le processus.
Percer à des vitesses plus lentes avec de l'aluminium pour réduire le risque de surchauffe Appliquer la lubrification en continu pour améliorer la douceur et éliminer la friction Cela réduit l'usure de l'outil et assure une finition plus lisse.
Après le forage, vérifiez que les trous n'ont pas de bavures ou de bords rugueux Utilisez des outils à grain fin ou du papier de verre pour lisser et niveler les bords pour une finition appropriée Un bord correctement fini contribue à l'excellence et à la sécurité globales.
Le forage en aluminium est une opération prudente et très précise Éviter ces erreurs courantes peut aider à garantir des résultats positifs :
L'aluminium est un matériau souple, nécessitant un foret destiné aux métaux ou aux matériaux mous Un foret destiné à un mauvais usage peut ne pas fournir une bonne coupe ou peut générer une chaleur élevée entraînant une distorsion.
Appuyer fort sur la perceuse peut générer une surchauffe qui peut raccourcir ou briser le point de perceuse Au lieu de cela, appliquez une pression moyenne et prenez des pauses prolongées pour laisser la perceuse faire la majeure partie du travail. Faites une pause occasionnelle pour permettre au matériau et au foret de refroidir, réduisant ainsi l'accumulation de chaleur et évitant les dommages.
La lubrification est essentielle pour le forage d'aluminium extensif car elle permet de réduire la friction et la chaleur Sans elle, attendez-vous à des aspérités ou à un colmatage excessif des forets La légère application d'huile de coupe sur le site de forage rend le forage très lisse et minimise l'usure de la machine.
💡 Rappelez-vous: En évitant ces erreurs, l'aluminium offrira à chaque fois un éclat taillé par les professionnels avec des résultats optimaux.

1
Sélectionnez un robinet et un foret conçu pour les métaux mous Parce que l'aluminium est plus doux, un robinet avec filetage tranchant et lisse est essentiel pour créer des filetages soignés et précis Consultez un tableau des tailles de foret pour déterminer la taille de foret à choisir pour votre projet de filetage.
2
Serrer ou fixer l'aluminium pour éviter le glissement lors du perçage d'un trou droit Appliquer de l'huile de coupe pour aider la perceuse à couper en douceur, en minimisant la friction et la chaleur Percer de façon constante pour créer un trou droit N'exercez pas de pression excessive pour éviter d'endommager le matériau ou le foret Enfin, retirez tout débris.
3
Tenez le robinet dans une poignée de robinet pour qu'il soit perpendiculaire au trou pour un filetage précis Appliquez de l'huile de coupe sur la partie coupante du robinet et poussez-la dans le trou Faites-la pivoter d'un quart à un demi-tour vers la droite tout en poussant légèrement vers le bas, puis penchez-vous légèrement en arrière dans le sens inverse des aiguilles d'une montre pour dégager et libérer les copeaux Continuez jusqu'à ce que vous atteigniez la profondeur souhaitée Assurez-vous de ne pas trop couple pour éviter la rupture du robinet Cela garantit des fils soignés sur aluminium avec un minimum d'usure de l'outil et des résultats durables.
Les filetages jouent un rôle crucial dans les opérations de taraudage puisqu'ils agissent comme des rainures ou des arêtes hélicoïdales qui permettent de fixer solidement les boulons et les vis contre un matériau, fournissant ainsi un pouvoir de préhension ou de maintien pour assurer une fixation ferme des composants Les filetages ingénieux sont des garants absolus de l'intégrité et du service des assemblages mécaniques, en particulier dans les applications où la précision et la robustesse sont essentielles.
Des filetages appropriés assurent une fixation serrée et des connexions solides entre les composants
Les filetages répartissent la force uniformément dans toute l'attache, empêchant ainsi la concentration des contraintes
Les fils de qualité prolongent la durée de vie des assemblages et empêchent la rupture des pièces sous charge
Les filetages mal alignés ou imparfaitement coupés servent mal à assurer une connexion solide et peuvent provoquer une rupture potentielle des pièces lors de l'application de la charge. Avoir un robinet correctement aligné et une bonne technique pendant le processus de taraudage contribue à nettoyer les filetages fiables. Le robinet doit être inspecté régulièrement et correctement lubrifié pour prolonger sa durée de vie et garantir les meilleurs résultats de filetage.
Le grippage se produit lorsque des surfaces rugueuses frottent les unes contre les autres, générant de la chaleur qui provoque le soudage à froid. Cela augmente les coûts et la pièce peut ne plus fonctionner efficacement. Pour éviter le grippage pendant le processus de taraudage :
Assurez-vous d'une paire de matériaux appropriée en mettant deux matériaux en contact, un dur et un mou, pour un chemin de processus fluide. Évitez les matériaux avec des taux de friction plus élevés comme les métaux communs qui sont nus ou plaqués sous pression et capables de coller.
La lubrification est obligatoire pour abaisser les taux de frottement et diminuer les chances de grippage Utilisez des lubrifiants de haute qualité conçus pour le travail de filetage Les lubrifiants de filetage servent de limites lorsqu'ils sont appliqués correctement sur les surfaces Assurez-vous que la lubrification est présente sur chaque surface nécessaire et maintenez une bonne lubrification tout au long du processus de taraudage.
Gardez les mèches d'outils bien aiguisées, propres, exemptes de dommages et exemptes de copeaux de métal lâches Les outils de coupe mal façonnés ou usés augmentent le risque de collage Inspectez fréquemment les outils pour les porter et les remplacer si nécessaire Maintenez les vitesses, les vitesses d'alimentation et les profondeurs de coupe appropriées pour fonctionner plus facilement et plus proprement tout en réduisant la chaleur et la friction, en préservant l'intégrité et la durée de vie du filetage.
L'aluminium crée de longues copeaux filandreux qui peuvent facilement obstruer les outils pendant l'usinage, gâchant potentiellement les finitions et entraînant des cassures.
Solution: Rincer avec du liquide de refroidissement ou de l'huile de coupe pour réduire la traînée et essuyer les copeaux Utilisez des outils avec un plus grand espace pour flûte conçu pour l'aluminium.
Étant léger et relativement mou, l'aluminium peut vibrer ou glisser pendant l'usinage, entraînant des erreurs.
Solution: Sécurisez correctement l'aluminium en utilisant un bon serrage Utilisez des luminaires ou des visières pour les travaux minces ou les formes complexes afin de réduire les vibrations et d'améliorer la précision.
Les fils d'aluminium ont tendance à coller aux outils de coupe, ce qui peut endommager les matrices ou les robinets s'ils ne sont pas correctement configurés.
Solution: Appliquez une lubrification appropriée et maintenez des robinets ou des perceuses tranchantes. Tapotez à des vitesses plus lentes pour améliorer la précision et préserver l’intégrité du fil.
Pour le perçage et le taraudage dans un montage en aluminium, des pratiques bien pensées impliquent
Utilisez un liquide de coupe approprié lorsque vous travaillez en aluminium pour éviter l'usure, diminuer la friction, minimiser l'accumulation de chaleur et empêcher le pincement et l'encliquetage des filetages ou le grippage. Ne lésinez pas sur l'application de lubrifiant pour garantir que l'outillage et la pièce restent protégés.
Entretenir correctement les perceuses, les robinets et les outils de coupe Les outils ternes produisent une mauvaise qualité de fil et courent un risque plus élevé de rupture L'entretien régulier et le remplacement des outils usés aident à conserver la précision et la coupe lisse Envisagez le carbure ou les outils revêtus pour l'aluminium car ils restent tranchants plus longtemps.
Permettre le taraudage ou le perçage de l'aluminium à des tours modérés par minute pour assurer un meilleur contrôle et une moindre possibilité d'endommagement du filetage Corriger les débits d'alimentation par nombre de matériaux afin de maximiser les taux d'enlèvement de matière Faire des ajustements graduellement pour rectifier les problèmes de perçage et de taraudage.
La manipulation des trous borgnes en aluminium nécessite de la précision et une attention aux détails Voici comment obtenir les résultats souhaités :
Choisissez des outils de haute qualité, des perceuses et des robinets d'escarpement construits explicitement pour l'aluminium De tels outils diminuent les risques d'écaillage et d'endommagement des filetages. Assurez-vous que les outils fournissent des fluides lubrifiants pour éviter la chaleur, qui peut affaiblir l'intégrité du matériau.
Faites tourner la perceuse à vitesse constante pour maintenir la consistance de la profondeur et du diamètre Assurez-vous que le foret démarre et reste aligné avant de couper pour éviter un filetage incohérent ou une distorsion de la paroi du trou Tapez lentement, retirez le robinet périodiquement pour laisser les copeaux s'effondrer Ce nettoyage constant garantit des filetages corrects Utilisez des butées et des jauges de profondeur pour un contrôle précis de la profondeur, en particulier avec des matériaux minces.
N'oubliez pas de nettoyer soigneusement le trou après le perçage et le taraudage Les particules d'aluminium laissées sur place pourraient endommager les filetages ou gêner l'emplacement de la fixation Utilisez une brosse à poils doux ou une soufflage d'air comprimé pour nettoyer les matières résiduelles Gardez ces pratiques en place pour manipuler les trous borgnes de manière judicieuse tout en conservant précision et qualité.
UN: De manière générale, le perçage et le taraudage en aluminium se font avec un régime plus élevé, des alimentations et des vitesses plus légères et différents forets et tarauds La douceur et le caractère collant de l'aluminium nécessitent l'utilisation de tarauds spéciaux qui sont pointus et ont une pointe fendue ou une pointe en spirale pour faire sortir les copeaux du trou et empêcher le grippage Un trou pilote (tap drill) doit être correctement dimensionné pour le type TPI et robinet sélectionné, et le liquide de taraudage ou TapMagic peut être appliqué pour réduire le frottement N'utilisez pas de vitesses lentes et d'alimentation lourde qui pourraient déformer le matériau ; les vitesses élevées et la légère pression sont généralement meilleures, en particulier avec 6061 ou 6.
UN: La bonne taille de perceuse à taraud est déterminée par le TPI du robinet et si vous utilisez des robinets de forme ou des robinets de coupe. Pour les robinets de filetage standard, utilisez soit le graphique, soit calculez : perceuse à taraud = diamètre majeur (pas). Par exemple, pour l'aluminium, vous pouvez pré-percer un trou pilote suivi d'une montée jusqu'au perceur de robinet final. Si vous devez percer et taper des milliers de trous dans CNC ou une configuration tapmatique, programmez les tailles exactes de perceuse et de robinet et incluez des opérations de perceuse ponctuelle ou de perceuse pilote pour maintenir l'alignement.
UN: Une perceuse sans fil est acceptable pour le forage en aluminium seulement ; cependant, pour le filetage, les perceuses sans fil ne doivent jamais être utilisées car elles manquent de contrôle de couple et de précision inverse Le taraudage doit être fait avec un robinet à main pour les petits travaux occasionnels à l'aide d'une clé à tarauder et casser les copeaux du robinet fréquemment en tournant le robinet d'un quart de tour Pour les travaux de production, une tête de taraudage, un robinet en spirale dans un cycle de tapote, ou de taraudage CNC doit être utilisé pour contrôler l'alimentation et éviter la rupture du robinet Un robinet doit être installé progressivement sans le forcer.
UN: Lors du forage et du taraudage, les huiles de coupe légères, les huiles solubles et les fluides de taraudage dédiés tels que TapMagic sont ceux qui aideront à éviter le gommage et le grippage. L'aluminium peut profiter de lubrifiants qui réduisent la friction sans provoquer la soudure de la puce ; certains fabricants de tarauds recommandent même des produits spécifiques pour 6061 et 6061-T6. N'utilisez pas de graisse collante lourde qui pourrait finir par piéger les copeaux ; un spray doux ou un fluide de taraudage pour brosser est souvent tout ce qui est nécessaire.
UN: Les robinets à pointe en spirale (également appelés robinets de pistolet) et les robinets de flûte en spirale font un excellent travail sur les trous traversants en aluminium car ils poussent les copeaux vers l'avant ou les retirent du trou. Pour les trous borgnes, les robinets de flûte en spirale retirent les copeaux et réduisent l'emballage des copeaux. Les robinets de forme peuvent fabriquer des fils plus solides en aluminium ductile sans copeaux, mais ils nécessitent un couple important et des tailles de pré-perçage précises et sont mieux utilisés sur des qualités d'aluminium souple avec un pré-perçage et un outillage corrects.
UN: Des vitesses élevées et des alimentations modérées doivent être utilisées pour le perçage et le taraudage de l'aluminium Pour le perçage de l'aluminium 6061, commencez avec un régime plus élevé (plusieurs milliers de tr/min selon le diamètre) et alimentez pour maintenir la charge des copeaux ; utilisez un point fendu ou une perceuse recouverte de TiN/étain pour une entrée plus propre Pour le taraudage CNC, utilisez un taraudage rigide ou une alimentation par broche synchronisée à l'avance correcte par tour pour le pas du robinet. Si vous utilisez une perceuse, fixez le travail et utilisez un guide de robinet ou une perceuse ponctuelle et tournez soigneusement le robinet pour éviter de toujours consulter les graphiques du fabricant d'outils (Guhring, Guhring, Guhring, Guhring, Procunier, toujours consulter les cartes) pour les alimentations exactes et les alimentations et la géométrie de l'outil.
UN: Pour empêcher un robinet de se briser, pré-percer avec précision, utilisez le bon type de robinet (pointe en spirale ou flûte en spirale), appliquez du liquide de coulée et inversez souvent le robinet pour diviser les copeaux en petits morceaux. Utilisez un foret ponctuel et un trou pilote pour diriger le robinet, assurez-vous que le travail est maintenu de manière rigide et n'appliquez pas plus que le couple nécessaire. Pour les longs cycles de production, des têtes de taraudage ou des unités tapmatiques peuvent être utilisées pour contrôler la profondeur et le couple, et des robinets avec une géométrie de flûte appropriée peuvent être sélectionnés pour traiter les copeaux du trou et empêcher l'emballage des copeaux.









