


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


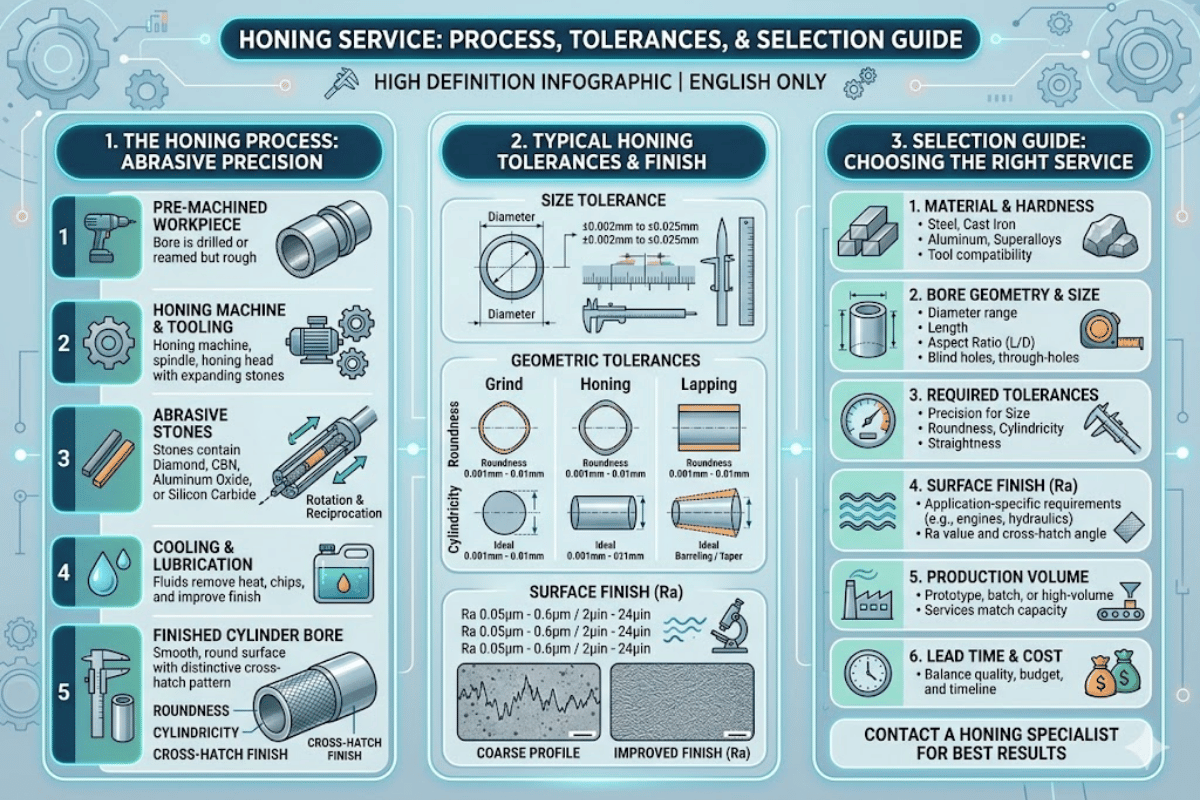
Wie Honing Service funktioniert: Der Leitfaden für Ingenieure zur präzisen Bohrung
| Typische Toleranz | ±0,0001 (±0,0025 mm) |
| Präzisionstoleranz | ±0,00002 (±0,0005 mm) |
| Oberflächenfinish-Bereich | Ra 0,1 – 6 µm (4 – 63 µin) |
| Bohrungsdurchmesserbereich | 0,5 „46 (12 mm 1,170 mm) |
| Materialentfernung pro Durchgang | 0,001 „ab 0,010 (0,025,0,25 mm) |
| Schleifmittelarten | Al2O3, SiC, CBN, Diamant |
| Kreuzschraffurwinkel | 22° 60° (anwendungsabhängig) |
Das Honieren ist ein Schleifmittel-Veredelungsprozess, der die Bohrungsgeometrie korrigiert und spezifizierte Oberflächenveredelungen innerhalb eines zylindrischen Werkstücks erzeugt, im Gegensatz zu Schleif - oder Bohrprozessen bewegt sich ein Honservice hin und her und dreht eine selbstzentrierende Schleifsteinanordnung innerhalb einer Bohrung, um gleichzeitig die Bohrungsgeometrie zu begradigen Durch das Hon wird Bohrungsrundheit, Geradheit, Glockenmaul und Verjüngung in einem einzigen Arbeitsgang korrigiert.
Dieser Leitfaden zur industriellen Honbearbeitung konzentriert sich auf den Honprozess selbst von der Schleifmittelauswahl bis zur Endkontrolle. Spezifische Parameter, Toleranzniveaus und Entscheidungskriterien werden vorgestellt, um Ingenieuren dabei zu helfen, das Honen auf Zeichnungen anzugeben oder eine Präzisionshonwerkstatt auszuwählen. Unser Honservice umfasst Bohrungsgeometriekorrektur, Oberflächenbearbeitungskontrolle und Dimensionsprüfung. Kontaktieren Sie uns, um Ihr Projekt zu besprechen.
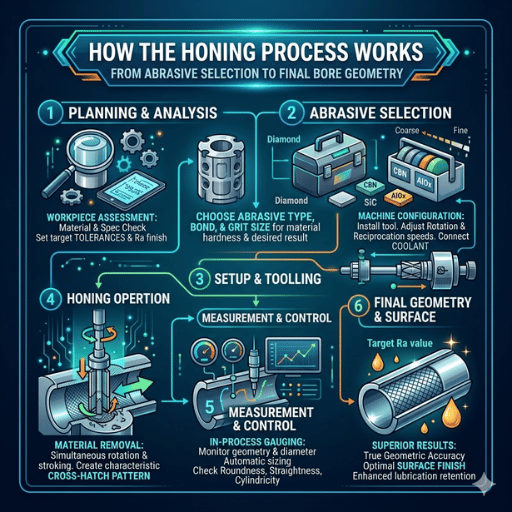
Das Auftragen eines Schleifmediums innerhalb einer Bohrung, gleichzeitiges Honen, bewegt die verklebten Schleifsteine an der Bohrungsmittellinie hin und her Eine Antriebsspindel dreht sich mit programmierter Drehzahl, während sie axial durch das Werkstück streicht Diese kombinierte Bewegung erzeugt ein Kreuzschraffurmuster auf der Bohrung, während ihre einzigartige Form die Schmierförderung und den Ringdichtkontakt optimiert.
Für die Schleifsteinheilung werden vier Hauptmedien verwendet Aluminiumoxid (Al2O3) übernimmt Allzweckarbeiten an Eisenmetallen Siliziumkarbid (SiC) bevorzugt Gusseisen, Bronze, Messing, Kupfer, und Aluminiumarbeiten Für gehärtete Stähle über 45 HRC zeichnen sich kubische Bornitrid (CBN) Schleifmittel aufgrund ihrer hohen Härte und geringen Wärmeausdehnung aus Diamantschleifmittel sind die härtesten, geeignet für Materialien über 60 HRC, Keramik, und Wolframkarbid nach abrasiven Auswahldaten von CDT USA.
Körnungsgrößen umfassen 60 bis 600+ Mesh, wobei üblicherweise 80-120 Mesh für die Geometriekorrektur und 280-400 Mesh für die Oberflächenveredelung verwendet werden. Ein typischer zweistufiger Honzyklus umfasst das Vorschleifen mit aggressiverem Schleifmittel und das anschließende Veredeln mit einer feineren Körnung. Im Feinkörnstadium liegen die Korndurchmesser zwischen 10 und 50 Mikrometern (~300-1500 Mesh), wie in der erwähnt Wikipedia-Eintrag zum Honen.
Die Gradzahl des Kreuzschraffurwinkels der Bohrung hängt vom Verhältnis der Spindeldrehung zur Hubbewegung ab Schnellere Spindeldrehzahlen relativ zu einem festen Hubwinkel machen schärfere Kreuzschraffurwinkel; umgekehrt ergeben sich flachere Winkel Bei Motorblöcken optimiert ein 27-45-Kreuzschraffurwinkel die Bohrungsschmierung und Ringdichtung Hydraulische Zylinderbohrungen verwenden typischerweise einen 22-32-Kreuzschraffurwinkel für die richtige Dichtungsleistung.
Die Drehzahl industrieller Honmaschinen hängt vom Bohrungsdurchmesser ab, mit Spindelgeschwindigkeiten von 60 –800. Die Vorschubraten reichen von 10-12 Zoll pro Minute (IPM) bei großen Durchmessern bis zu 250 IPM bei kleinen Durchmessern.
Technische Anmerkung
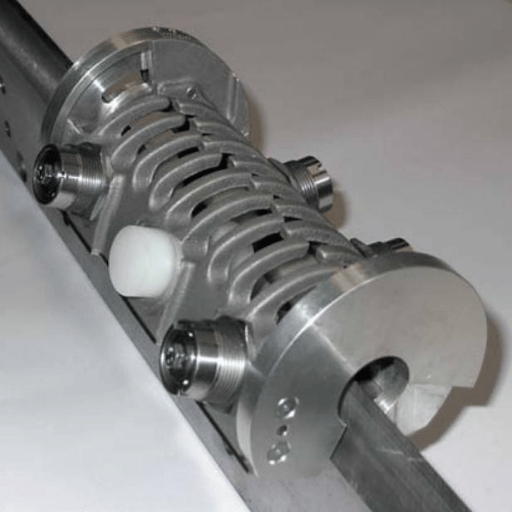
Die Art des Dehnmechanismus beeinflusst die Präzision des Honen: Hydraulikdorne üben entlang einer Bohrung gleichmäßiger verteilte Schleifkräfte aus als mechanische Dorne, wobei gleichzeitig eine engere Zylinderstärke erhalten bleibt Bei tiefen Lochbohrungen mit L/D-Verhältnissen über 6:1 ist die hydraulische Ausdehnung meist das Mittel der Wahl, generell können kurze Bohrungen (<2:1-Verhältnis) mit beiden Mechanismen erfolgreich geschliffen werden.
Beim Einzeldurchlauf-Honen werden pro Durchlauf bei 60-120 Drehzahlen 0,001 „bis 0,005 „Material von einer Bohrung entfernt. Geschwindigkeiten von mehr als 0,01 „Gesamt entnommenem Material sollten Vorbohr- oder Grobhonprozesse erfordern, anstatt lange Durchläufe der Feinmaterialentfernung durchzuführen.

Drei Faktoren beeinflussen Ihre Entscheidung, den richtigen Bohrungs-Finishing-Prozess auszuwählen: welche Toleranz Sie benötigen; welche Oberflächenbeschaffenheit Sie benötigen; und das Verhältnis von Länge zu Durchmesser der Bohrung Jeder dieser Prozesse nimmt einen anderen Schritt in der Präzisionsfertigung ein Die Auswahl des falschen Werkzeugs wird zeit - und kostenineffizient sein.
| Parameter | Honend | Schleifen | Langweilig | Läppend |
|---|---|---|---|---|
| Beste Toleranz | ±0,00002 „ | ±0,0001 „ | ±0,0005 „ | ±0,000001 „ |
| Oberflächenbeschaffenheit (Ra) | 2 – 16 Umin | 8 – 32 Umin | 32 –125 µin | 1 µin |
| Materialentfernung | 0,001 „ab 0,010“ | 0,005 „ab 0,050“ | 0,010 „ab 0,500 „ | 0,0005 „ab 0,005 |
| Geometriekorrektur | Rundheit, Verjüngung, Glockenmaul, Fass | Rundheit, OD-Geradheit | Nur Durchmessergrößenbestimmung | Ebenheit, Parallelität |
| Primäre Anwendung | Innenzylindrische Bohrungen | Außenflächen, OD-Arbeit | Erste Locherstellung/-größe | Flachflächen, Ventilsitze |
| Kreuzschraffurmuster | Ja (Ölrückhaltung) | Nein (unidirektional) | Nein (Werkzeugmarken) | Nein (zufällig ungerichtet) |
Daten von Peerless-Präzision Bestätigt, dass durch das Honen Toleranzen auf ±0,00002 “mit Finishs von bis zu 2 Ra erreicht werden, während das Läppen die Millionstel erreicht, aber zu viel langsameren Zykluszeiten Als die Amerikanischer maschinistischer Nachschlagewerk Anmerkungen, beides sind Niedergeschwindigkeits-Finishing-Operationen, aber Hongriffe, Bohrungsgeometriekorrektur, die nicht möglich sind.
Wenn Honing gewinnt
️ Wenn Alternativen besser sind
Die Angabe des ID-Schleifens bei Bohrung L/D über 4:1 ist ein häufiger Fehler. Wenn die Schleifscheibe in der Tiefe an Steifigkeit verliert, treten Verjüngungs- und Ratterspuren auf. Honsteine bleiben durch ihre Form zentriert und halten den Druck gegen die Bohrungswand aufrecht, unabhängig von der Tiefe, indem sie die geometrisch stabile Wahl für tiefe Bohrungen verfeinern.

Die Definition von Honanforderungen auf einer technischen Zeichnung folgt einem einfachen Prinzip: Geben Sie das funktionale Ergebnis an, nicht den Prozess Gemäß ASME-Zeichnungspraxis auf Eng-Tips besprochen, 1, wenden Sie einen Oberflächenrauheitsruf von ISO 1302 in Kombination mit einer Zylindertoleranz gemäß AS 14 an.5 Der Hersteller von ISO 1 wählt dann den Prozess aus (der bei dichten zylindrischen Bohrungen fast immer ausschliffen).
Der am häufigsten angegebene Oberflächenfinish-Call-out ist Ra (arithmetische durchschnittliche Rauheit) gemäß ISO 4287. Für geschliffene Bohrungen ist ein gemeinsamer Wertebereich Ra 0,1 bis Ra 1,6 µm. Wenn nur ein einzelner Wert angegeben ist (ex: Ra 0,8), sollte klar sein, dass die Rauheit nicht gröber als die angegebene Zahl sein darf.
Wenn sowohl Über- als auch Unterbearbeitung unerwünscht sind, geben Sie einen Wertebereich an (z. B.: Ra 0,4-0,8).
Neben dem Ra führt das Plateau-Honen drei weitere Parameter ein: Diese werden ebenfalls gemessen pro definiert Richtlinien zur NIST-Oberflächenveredelungsmetrologie und die Auflagefläche beschreiben:
| Parameter | Symbol | Typische Reichweite | Funktion |
|---|---|---|---|
| 10-Punkte-Rauheitshöhe | Rz | 3 µm | Gesamttiefe der Oberflächentextur |
| Reduzierte Peakhöhe | Rpk | 0,3 UM VON (FUNKE | Spitzen, die sich beim Einbruch abnutzen |
| Kernrauheitstiefe | Rk | 0.31.5 um | Tragflächenzone |
| Reduzierte Taltiefe | Rvk | 0.82.0 um | Ölrückhaltetäler |
Technische Anmerkung
Best Practice für den Zeichnungsaufruf für eine Bohrung eines geschliffenen Hydraulikzylinders: Tragen Sie einen Durchmesser mit enger bilateraler Toleranz (±0,0001 „), einen GD&T-Zylinderrahmen (pro ASME Y14,5) von 0,0002 und ein Oberflächenfinish-Symbol pro auf ISO 1302 Angabe Ra 0. 0. – 8 µm. Schreiben Sie nicht “HONE als Prozessnotiz” 4 let the functional requirements drive method selection.
Der nordamerikanische Standard für die Oberflächenbeschaffenheitsmessung ist ASME B46.1, der die Messmethoden, Probenahmelängen und Instrumentenspezifikationen beschreibt. ISO 4288 legt die Messbedingungen woanders auf der Welt fest. ISO 2768-2 gibt typische geometrische Toleranzen an, einschließlich der Zylinderklassen H, K und L.
Verschiedene Metalle reagieren nicht alle gleich auf das Honen Materialhärte, Kornstruktur und chemische Reaktivität haben alle einen Effekt darauf, welcher Schleifstein für die optimale Oberflächengüte und längste Werkzeuglebensdauer sorgt Eine ungeeignete Schleif-Werkstück-Kombination führt zu vorzeitigem Steinverschleiß, minderer Oberflächenqualität oder abrasiven Einschlüssen in der Bohrung.
| Material | Härtebereich | Empfohlenes Schleifmittel | Erreichbarer Ra | Anmerkungen |
|---|---|---|---|---|
| Kohlenstoffstahl | HRC 15 40 | Al2O3 | 0.20.8 um | Häufigste Honanwendung |
| Legierte Stähle | HRC 25 –5 | Al2O3 oder CBN | 0.20.8 um | Wechseln Sie zu CBN über HRC 45 |
| Gehärteter Werkzeugstahl | HRC 55 – 55 | CBN oder Diamant | 0.10.4 um | CBN bevorzugt für Eisen (chemisch inert) |
| Edelstahl | HRC 20 45 | Al2O3 oder CBN | 0.2 1.0 um | Kaugummi in austenitischer Qualität; Verwenden Sie gröbere Körnung |
| Gusseisen | HB 180 300 | SiC | 0.20.6 um | SiC schärft sich selbst in der Graphitmatrix |
| Aluminiumlegierungen | HB 50 150 | SiC | 0.41.6 um | Weiches Laden; Verwenden Sie offene Steine |
| Bronze / Messing | HB 60 200 | SiC | 0.20.8 um | Nichteisenprodukte vermeiden Al2O3 |
| Titanlegierungen | HRC 30 – 45 | CBN oder Diamant | 0.41.2 um | Geringe Wärmeleitfähigkeit, Kontrolle des Wärmeaufbaus |
Diamant und Siliciumcarbid gehen bei erhöhten Temperaturen chemische Reaktionen mit Eisenmetallen ein CBN und Aluminiumoxid sind mit Legierungen auf Eisenbasis chemisch inert und werden daher als normale Schleifmittel zum Honen von Stahl und Gusseisen ausgewählt Diamantsteine auf ungehärtetem Stahl führen zu schnellem Werkzeugstumpf.
Es kann auch zu Oberflächenverunreinigungen des Werkstücks kommen.
Vertragsabwicklungsdienste, die sowohl die Bearbeitungs - als auch die Endbearbeitungsstufe unter einem Dach liefern, reduzieren das Lieferkettenrisiko und verbessern die Vorlaufzeit für anspruchsvolle Branchen, wenn eine Werkstatt im eigenen Haus bohren, maschinell und feilen kann, bewegt sich das Werkstück durch weniger Hände und die Maßsteuerung bleibt von Anfang bis Ende enger.

Outsourcing Honing an einen vertragshonenden Dienstleister erfordert eine Berücksichtigung von Fähigkeiten, die den Preis pro Teil bei weitem übersteigen. Eine Quelle, die eine 2-Loch-zu-0,001-Loch-Loch-Loch-Loch-Loch-Loch-Loch-Loch-Loch-Loch-Loch-Loch-Loch-Loch-Loch-Loch-Loch-Loch-Loch-Loch-Loch-Loch-Loch-Loch-Loch-Leistung von 0,0001-Loch-Loch-Loch-Loch-Loch-Loch-Loch-Loch-Loch-Loch-Loch-Loch-Loch-Loch-Loch-Loch-Leistung verfein-Loch-Leistung kann
Lecreator verfügt über 17 Jahre Erfahrung in der Präzisionsfertigung auf horizontalen und vertikalen Honplattformen von über 80 Maschinen. Wir bieten uns umfassende Materialkenntnisse, um das Honen vom Prototyp bis zur Produktion abzuschließen. Wir erzielen über 981 TP3T+-Erstdurchlauferträge und wahren die Kundenzufriedenheit, indem wir jeden Tag bei engen Toleranzen verfeinern. Angebot anfordern Fähigkeiten zu vergleichen, die sich an Ihren Vorgaben orientieren.

Branchen, die sich auf sicherheitskritische Komponenten spezialisiert haben, benötigen eine Honung als obligatorischen Endbearbeitungsschritt und nicht als optionales Upgrade.
Bohrungshonung ist ausnahmslos in Anwendungen erforderlich, bei denen die Innendurchmessergeometrie einen direkten Einfluss auf Sicherheit, Leistung oder Langlebigkeit hat. Jede Branche legt ihre eigenen Qualitätsstandards und die von ihr geforderten Toleranzen im Präzisionshongebiet fest, was zu einer verbesserten Oberflächenbeschaffenheit und einer strengeren Dimensionskontrolle führt als alternative Prozesse.
Hydraulik, Zylinderbohrungen
Zylinderbohrungen werden für den korrekten Dichtungsbetrieb nach Ra 0,20,4 µm mit einem Kreuzschraffurwinkel von 22° - 32° fertiggestellt, Kreuzschraffurtäler halten Hydraulikflüssigkeit, während die Plateauoberfläche die Dichtlippe trägt Auslaufende Bohrungen über 0,0002 “ verursachen interne Leckagen und Dichtungsversagen.
Die Fahrwerksbetätigungsbohrungen, die Motorventilführungen und die Komponenten des Kraftstoffsystems werden von den AS9100-Anforderungen geregelt Gemeinsame Bohrungstoleranzen sind ±0,0001 und Anforderungen an die Oberflächenbeschaffenheit unter Ra 0,4 µm. Vollständige Rückverfolgbarkeit dieser Teile aus dem Materialzertifikat, obwohl eine Endbohrungsprüfung erforderlich ist.
Motorzylinderbohrungen, Pleuellagerbohrungen und Getriebeventilkörper müssen nach Normen nach IATF 16949 Qualitätssystemen verfeinert werden, für Kolbenringsitze und Ölverbrauchskontrollen sorgt das Plateau-Honen mit Rpk/Rk/Rvk Parametersteuerung des Prozesses PPAP Dokumentation ist bei Produktionsartikeln normal.
Bohrungen in chirurgischen Instrumenten, Komponentenschnittstellen in Implantaten und Fässer in Medikamentenverabreichungsgeräten erfordern eine Spiegelausführung auf biokompatiblen Legierungen wie 316 L-Edelstein und Ti-6Al-4 V mit einem Endwert Ra von weniger als 0,2 µm. Oberflächenkontamination durch abrasive Partikel ist eine kritische Abstoßungsquelle, daher muss der Prozess zur Entfernung von Verunreinigungen im Reinigungsprozess validiert werden.
Im Durchschnitt wird Ihr Bohrungsdurchmesser durch den Honvorgang um etwa 0,001-0,005 (0,025-0,127 mm) reduziert.Bei mehreren Durchgangszyklen darf die maximale Menge des entfernten Materials 0,010 betragen. ‘Honen ist ein ’Veredeln'-Prozess und nicht für die Entnahme von Massengütern ausgelegt.
Wenn bei der Bohrung mehr als 0,010 „Stamm zu entfernen ist, sollte sie vor dem Honen durch Bohren oder Vorfräsen/Bohren bearbeitet werden.
Eine Nachrüstung der Zylinder ist erforderlich, wenn Messungen der Bohrung auf einen übermäßigen Verschleiß hinweisen, das heißt außerhalb der vorgeschriebenen Toleranz liegt, oder wenn das Kreuzlukenmuster geglättet wurde „Die Nachrüstung von Hydraulikzylindern wird meist dadurch entschieden, dass die interne Leckage mit höheren Geschwindigkeiten als zulässig bewirkt wird. Bei einem Motor werden die Zylinder bei Umbauten oder wenn die Bohrungsverjüngung 0,002 übersteigt oder die Bohrung aus dem Boden 0,001 übersteigt.
Es wird nicht über das Zeitintervall entschieden.
Durch das Honing wird auch eine Reihe von Geometriefehlern gleichzeitig ausgeglichen (Gesamtform einschließlich Rundung, Konizität, Glockenmündung, Lauf), beim Pfeifschleifen wird jeweils eine Dimension nach der anderen fokussiert. Der Honstein zentriert sich selbst in der Bohrung, sodass über die Länge der Bohrung ein konstanter Druck aufrechterhalten wird (Schleifscheiben werden in tiefen Bohrungen weich (L/D >4:1). Zusätzlich zum Honen entsteht ein für den Ölhalt wünschenswertes Kreuzlukenoberflächenmuster, das durch Schleifen nicht erreicht werden kann.
Wenn eine Bohrung eine innen zylindrische Form mit enger Toleranz und einer einigermaßen kontrollierten Oberfläche hat, ist das Abziehen eine Standardoption.
Versorgungsbohrungsdia (Toleranz), Fertigstellung erforderlich Ra, Material, Losgröße, und technisches Zeichnen, falls vorhanden Bohrungslänge/-tiefe, irgendwelche geometrischen Toleranzen (Zylindrizität, Geradheit), Durchgangs - oder Blindbohrung?
Geschäfte, die Präzisionshonen durchführen, können normalerweise innerhalb von 24-48 Stunden ein Angebot abgeben, sobald diese Details angegeben sind.
Benötigen Sie für Ihr nächstes Projekt eine Präzisionsbohrung?
Lecreator verfügt über 17 Jahre Erfahrung in der Herstellung von Komponenten in mehreren Branchen und produziert Honarbeiten in Kohlenstoffstahl, Edelstahl, Aluminium und exotischen Legierungen. Die in diesem Leitfaden verwendeten Schleifempfehlungen und Toleranzwerte basieren auf Bereichen, die wir an unseren eigenen Bohrungsmess- und Profilometriegeräten testen und überprüfen. Prozessvergleiche werden mit veröffentlichten Standards von ASME, ISO und NIST verglichen.









