


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


Alminumtrusion Machining (An Guide to Process, Materials, and Design eines Ingenieurs
| Typische Legierungen | 6061-T6, 6063-T5, 7075-T6, 5052-H32 |
| Post-Machining-toleranz | ±0,025 mm (±0,001 Zoll) mit CNC erreichbar |
| Oberflächenbeschaffenheit (bearbeitet) | Ra 0,4 – 6 um |
| CNC-Spindelgeschwindigkeitsbereich | 10.000 – 24.000 Drehzahlen (Karbidwerkzeuge) |
| Schnittgeschwindigkeit (Karbid) | 200 –400 m/min |
| Reduzierung materieller Abfälle | 40 – 601 TP3T weniger als CNC-Bearbeitung mit Vollverschluss |
| Schlüsselstandards | ASTM B221, ANSI H35.2, ISO 2768 |
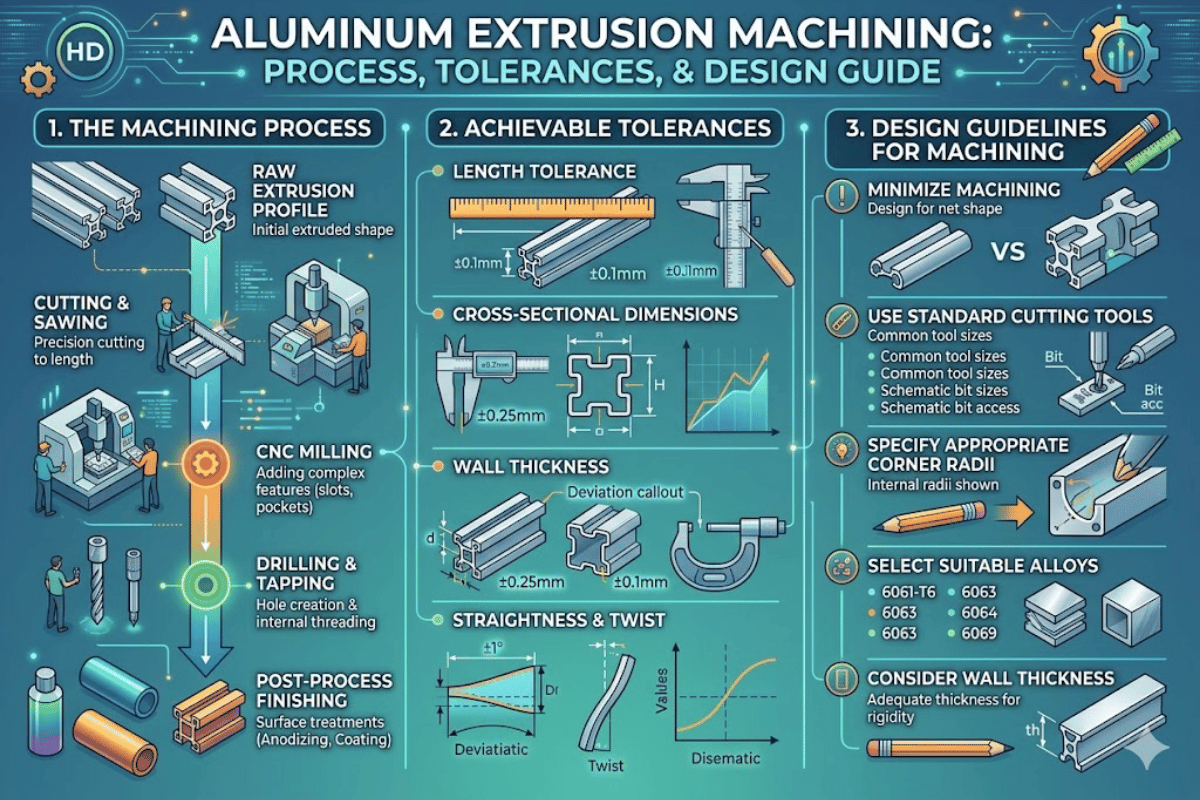
Die Aluminium-Extrusionsbearbeitung kombiniert zwei Fertigungsstufen zu einem Produktionsweg: Erstens wird erhitztes Aluminium durch eine geformte Düse gedrückt, um ein nahezu netzförmiges Profil zu erzeugen; dann fügt die CNC-Bearbeitung Präzisionsmerkmale hinzu, die der Extrusionsprozess allein nicht erzeugen kann. Dieser Hybridansatz reduziert den Rohstoffabfall, verkürzt die Zykluszeiten und liefert Teile mit engeren Toleranzen, als beide Methoden unabhängig voneinander erreichen.
Dieser Leitfaden deckt den gesamten Workflow ab, indem er die Grundlagen der Extrusionsauswahl und die Legierungsauswahl durch CNC-Operationen, und Kosteneinsparungsstrategien spezifiziert. Egal, ob Sie Teile für eine Luft- und Raumfahrtbaugruppe sind oder Profile für ein Architekturschienensystem auswählen, die Daten und technischen Parameter unten helfen Ihnen, fundierte Bearbeitungs- und Materialentscheidungen zu treffen.
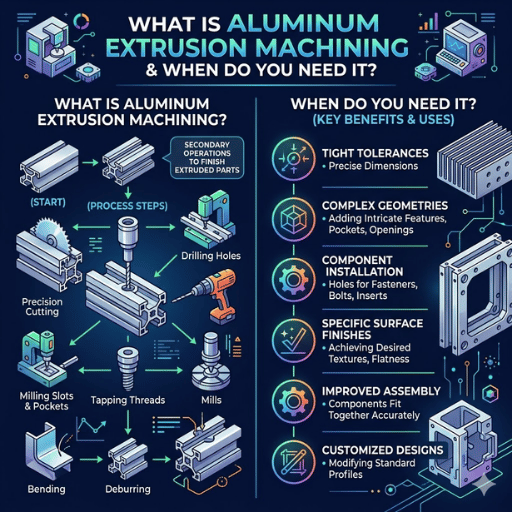
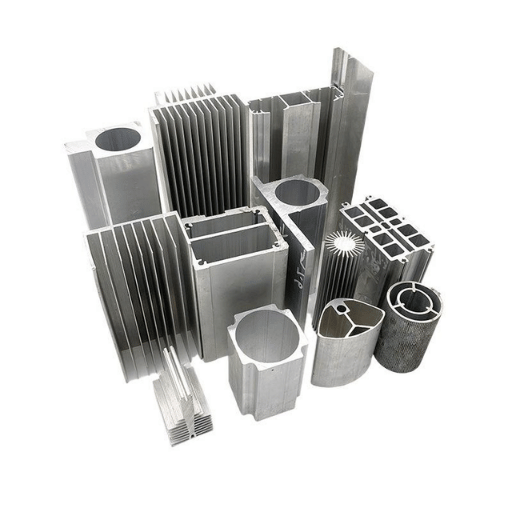
Aluminium-Extrusionsbearbeitung ist ein zweistufiges Herstellungsverfahren, In der ersten Stufe wird ein Aluminiumbarren erhitzt und durch eine Matrize geschoben, um ein kontinuierliches Profil mit einer bestimmten Querschnittsform zu erzeugen. In der zweiten Stufe CNC-Bearbeitungsvorgänge Fräsen, Bohren, Tapen, und Schneiden von Löchern, Schlitzen, Gewinden und anderen Merkmalen, die die Extrusionsmatrize nicht bilden kann.
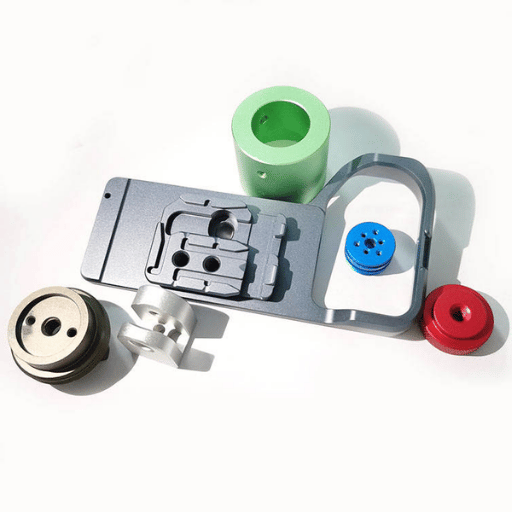
Die Methode funktioniert am besten, wenn Ihre Teilegeometrie mit einem gleichmäßigen Querschnitt beginnt, aber lokale Präzisionsmerkmale erfordert Strukturrahmenelemente mit Befestigungslöchern, Kühlkörper mit gebohrten Befestigungspunkten, und Aluminium-Extrusionsbearbeitungsdienstleistungen Für elektronische Gehäuseschienen sind alle gängigen Anwendungen dieses Ansatzes.
ages Vorteile gegenüber Full-Billet-CNC
Einschränkungen zu berücksichtigen
Wenn Ihr Teil weniger als 50 Einheiten ohne sich wiederholenden Querschnitt benötigt, ist, Vollbillet Aluminium CNC Bearbeitung Wirtschaftlicher sein kann Extrusion-plus-Maschine zahlt sich aus, wenn Produktionsmengen die Die-Investition rechtfertigen.

Sechs Stufen bilden den Fließweg der Manufaktur vom Rohaluminium zum fertigen Teil Jede Stufe beeinflusst die mechanischen Eigenschaften und die Präzision des Teils.
Technische Anmerkung
Immer maschinell nach der Alterung, nicht vorher Die Bearbeitung einer vorgereiften (W-Temper) Extrusion führt zu Eigenspannungen, die das Teil bei der anschließenden Wärmebehandlung verformen Eine Ausnahme besteht: Grobbearbeitung vor der Alterung mit 0.51,0 mm Lagerzulage für die Endbearbeitung nach der Alterung Dieser zweistufige Ansatz ist Standard für Luft - und Raumfahrtkomponenten gemäß AMS-Spezifikationen.
Nachdem ein Aluminiumprofil von der Extrusionspresse abweicht und die gewünschte Härte erreicht hat, katalysiert die CNC-Bearbeitung das Profil von seiner Polygonform zu einem fertigen Bauteil. Jeder Vorgang hat einen Zweck und die benötigten Verbundwerkstoffe hängen von den Anforderungen an Ihre Teilegeometrie und Toleranz ab.
| Operation | Typische Toleranz | Spindelgeschwindigkeit | Am besten für |
|---|---|---|---|
| CNC-Fräsen (3-Achse) | ±0,05 mm | 10.000 18.000 Drehzahlen | Flache Oberflächen, Taschen, Schlitze |
| CNC-Fräsen (5-Achse) | ±0,025 mm | 12.000 – 4.000 Drehzahlen | Komplexe Konturen, abgewinkelte Merkmale |
| Bohren und Abstich | ±0,05 mm Position | 3.000 8.000 Drehzahlen | Durchgangslöcher, Sacklöcher, Gewindelöcher |
| Sägen / Schneiden | ±0,5 mm Länge | 2.000 4.000 Drehzahlen | Längenschnitt, Gehrungsschnitte, Kerben |
| Laserschneiden | ±0,10 mm | N/A (Träger) | Komplexe 2 D-Ausschnitte, Rohrprofile, Dünnwandschlitze |
| Entgratend | N/A (Kantenqualität) | Variiert | Kantenveredelung, Gratentfernung nach dem Bohren |
| Oberflächenbehandlung | +5 – 25 um (Lage eloxieren) | N/A | Eloxierend (Typ II/III), Pulverbeschichtung |
Für CNC-Fräsvorgänge Auf Aluminium-Extrusionen Endmühlen mit polierten Rillen und hohen Helix-Winkeln (4045°) produzieren die besten Ergebnisse Die polierte Flötenoberfläche verhindert Aluminium von der Haftung an dem Werkzeug poliert up-Kante (BUE) genannt, die sowohl Oberflächenbeschaffenheit als auch Maßgenauigkeit verschlechtert.
Die meisten Aluminiumfräsen verwenden 0,05-0,20 mm/Zahnzuführung pro Zahn Beginnt am unteren Ende und läuft größer, wenn das Teil befestigt wird, unter Verwendung von Richtlinien für die Starrheit der Maschine Gleiche Bereiche der Schnittgeschwindigkeiten mit einem Einpunkt-Karbideinsatz werden für die CNC-Drehvorgänge Auf Rundstrangprofilen.
Anwendung von stahloptimierten Werkzeugen auf Aluminium-Extrusionen Standard-HSS-Werkzeuge, die für Stahl bestimmt sind, haben weniger Spanwinkel und ungeschliffene Rillen, die das Aluminium an die Schneide schweißen Ergebnis: schlechte Oberflächenbeschaffenheit, übergroße Löcher und vorzeitiger Werkzeugausfall Geben Sie immer aluminiumspezifische Hartmetallwerkzeuge mit polierten Rillen an.
Geben Sie immer aluminiumspezifische Hartmetallwerkzeuge mit polierten Rillen an.

Nicht alle Arten von Aluminium weisen eine gute Extrudierbarkeit auf und jede Legierungssorte kann eine sehr unterschiedliche Bearbeitbarkeit aufweisen. Nachfolgend finden Sie einen Vergleich von vier üblicherweise extrudierten Legierungen mit ihren mechanischen Eigenschaften und Bearbeitungseigenschaften. Alle Werte bei Standardtemperierung.
| Eigentum | 6061-T6 | 6063-T5 | 7075-T6 | 5052-H32 |
|---|---|---|---|---|
| Zugfestigkeit | 310 MPa | 186 MPa | 572 MPa | 228 MPa |
| Streckgrenze | 276 MPa | 145 MPa | 503 MPa | 193 MPa |
| Härte (Brinell) | 95 HB | 60 HB | 150 HB | 60 HB |
| Bearbeitbarkeit | Gut | Gut | Messe | Messe |
| Extrudierbarkeit | Mäßig | Ausgezeichnet | Arm | Gut |
| Schweißbarkeit | Gut | Gut | Arm | Gut |
| Primäre Verwendung | Strukturrahmen, Einbauten | Architekturprofile, komplexe Formen | Luft - und Raumfahrt, hochspannende Teile | Marine, korrosionsbeständige Anwendungen |
‘6061 wird oft als ‘Strukturaluminium’ bezeichnet und 6063 wird branchenweit als ‘Architekturaluminium’ verwendet. Es hat einen Vorteil, eine geringere Fließspannung zu haben: 6063 erzeugt komplexere Querschnittsprofile in der Extrusion und ermöglicht komplexere Formen. Umgekehrt hat 6061 aufgrund der Härte strengere maschinelle Toleranzen (95 HB im Gegensatz zu 60 HB).
Für Automobilkomponenten 6061-T6 erfordert eine mäßige Festigkeitsbeständigkeit und ist die Standardwahl. Wenn die Anwendung maximale Festigkeit erfordert, wie z. B. Flugzeugflügel oder Fahrwerkskomponenten. Legierungen in Luft- und Raumfahrtqualität Wie 7075-T6 bieten fast das Doppelte der Zugfestigkeit von 6061, allerdings auf Kosten der Extrudierbarkeit und Schweißbarkeit. Für Meeres- oder chemische Expositionsumgebungen, 5052 Aluminium Die beste Korrosionsbeständigkeit in der Gruppe bietet.
Technische Anmerkung
Durch die Auswahl von 6063 für komplexe Hohlextrusionen, die anschließend bearbeitet werden, sollten Sie T6-Temper statt T5 angeben, wenn Ihr bearbeitetes Profil Toleranzen von mehr als 0,1 mm erfordert. Durch die Lösungswärmebehandlung in T6 wird die Streckgrenze von 145 MPa auf etwa 214 MPa erhöht, was die Durchbiegung beim Klemmen und Schneiden verringert 6, insbesondere bei Dünnwandabschnitten unter 2,0 mm.

Es werden zwei Ebenen der Toleranzkontrolle der Aluminium-Extrusionsbearbeitung vorgenommen: Die Profilgenauigkeit wird durch die Basislinie des Extrusionsprozesses festgelegt und der CNC-Bearbeitungsprozess wird verwendet, um bestimmte Merkmale auf ihre endgültigen Abmessungen zu verfeinern. Beide sind wichtig zu verstehen, um Toleranzen korrekt und nicht zu teuer anzugeben.
| Toleranztyp | Standardbereich | Präzisionsbereich | Referenzstandard |
|---|---|---|---|
| Extrusionsquerschnitt | ±0,20 1,00 mm | ±0,10 –50 mm | ANSI H35.2 |
| Geradheit (pro 300 mm) | 0,40 mm | 0,20 mm | ANSI H35.2 |
| Drehung (pro 300 mm) | 0,50° | 0,25° | ANSI H35.2 |
| CNC-bearbeitete Funktionen | ±0,05 mm | ±0,025 mm | ISO 2768-m / ISO 2768-f |
| Lochposition (CNC) | ±0,05 mm | ±0,025 mm | ISO 2768-f |
Die Oberflächenbeschaffenheit wird von der Herstellungsphase sowie der etwaigen Nachbearbeitung des Teils beeinflusst:
| Verarbeitungsstufe | Oberflächenbeschaffenheit (Ra) | Anmerkungen |
|---|---|---|
| Im extrudierten Zustand | Ra 1.6 – 2 um | Gesenklinien sichtbar; akzeptabel für nicht-kosmetische Oberflächen |
| Nach CNC-Bearbeitung | Ra 0,4 – 6 um | Die Fertigstellung hängt von den Werkzeug-, Geschwindigkeits- und Vorschubparametern ab |
| Nach Typ II Eloxierung | Ra 0,8 – 0 um | Fügt 5 µm Oxidschicht hinzu; leichte Aufrauung bearbeiteter Oberflächen |
Die Präzisionsbearbeitungsmöglichkeiten für Aluminium-Extrusionen Halten Sie bei Le-creator bei jeder Produktionsserie ±0,025 mm auf bearbeiteten Merkmalen mit CMM-überprüfter Inspektion ein.
Wenn Sie eine ANSI B 4.2 konforme Abmessung von .025 über ein gesamtes Extrusionsprofil haben, wenn es nur für die Montagelöcher relevant ist, werden Sie beispielsweise die Bearbeitungskosten um 30-501TP3 T erhöhen Konzentrieren Sie enge Toleranzen auf Passflächen und wichtige Merkmale Halten Sie nicht-essentielle Oberflächen auf der typischen Extrusionstoleranz, die in ANSI H 35.2 aufgeführt ist (Ihre Designer, Hersteller und Geldbörse werden glücklich sein.
Aluminium-Extrusionen Maschinen schneller als Stahl, aber die Kombination von weichem Material, dünnen Wänden, und Eigenspannungen aus dem Extrusionsprozess schafft spezifische Herausforderungen Hier sind fünf gemeinsame Probleme und die kostengünstigen Bearbeitungsprozesse, die jedes lösen.
1. Verformung und Verzerrung nach der Bearbeitung
Ursache: Beim Extrudieren im Aluminiumprofil eingeschlossene Restspannungen, beim asymmetrischen Entfernen von Material kommt es zu einer Umverteilung der Restspannungen und zu einer Verformung der Extrusionsteile.
Lösung: Vor der Lieferung Spannungs-Entlastungs-Streckung (0,5 – 21 TP3 T) vom Extruder anfordern Für Teile mit enger Toleranz verwenden Sie einen phasenweisen Ansatz: Grobe Bearbeitung → Spannungs-Entlastungsglühen bei 345 °C für 2 Stunden → Halb-Ziel-→ Endbearbeitung Diese fünfstufige Sequenz verbessert die Effizienz in der Fertigung der Luft - und Raumfahrtindustrie.
2. Dünnwandige Vibrationen und Geschwätz
Ursache: Durch Schnittkräfte biegen sich Wände ab, die dünner als 1,5 mm sind, dadurch entstehen Ratterspuren und Dimensionsschwankungen.
Lösung: Verwendung als Guss/Masse, Vakuumbefestigungen oder konturierte Stützblöcke, die die gesamte Profiloberfläche berühren Steigflug anstelle von herkömmlichem Fräsen verwenden, Schnitttiefe niedriger (z.B. 0,5-1,0 mm pro Schnitt), und Spindelgeschwindigkeit erhöhen, um die Spanlast in der unteren Tiefe zu halten Wandstärke sollte nicht weniger als 1,0 mm für stabile Bearbeitung sein.
3. Einbaukante (BUE) an Schneidwerkzeugen
Ursache: Aluminium neigt bei höheren Temperaturen und geringeren Spanwinkeln zum Anschweißen an Werkzeugoberflächen.
Lösung: Verwenden Sie Hartmetall - oder diamantbeschichtete Werkzeuge mit polierten Rillen und hohen Helixwinkeln (40 – – 45°).Überflutungskühlmittel oder Minimalmengenschmierung (MQL) mit einer für Aluminium ausgelegten Schneidflüssigkeit aufbringen Halten Sie Schnittgeschwindigkeiten über 200 m/min ein, um den Abfall durch aufgebaute Kantenbildung zu minimieren.
4. Späneableitung in tiefen Löchern
Ursache: Aluminium bildet lange, strähnige Späne, die sich am Bohrer verfangen und das Loch verstopfen.
Lösung: Pickbohrzyklen mit Durchgangswerkzeug-Kühlmittelzufuhr verwenden Chip-Breaker-Geometrie am Bohrpunkt zerlegt kontinuierliche Späne in handliche Segmente Bei Löchern tiefer als 3 ̄N Durchmesser die Vorschubgeschwindigkeit um 201TP3 T pro zusätzlichem Tiefendurchmesser reduzieren.
5. Thermische Verformung bei langen Bearbeitungsläufen
Ursache: Der Wärmeausdehnungskoeffizient von Aluminium beträgt 23,1 µm °C °C etwa doppelt so viel wie der von Stahl Durch Wärmeaufbringung bei ausgedehnten Schnitten wächst das Werkstück.
Lösung: Verwenden Sie Hochwasserkühlmittel, um eine gleichbleibende Werkstücktemperatur aufrechtzuerhalten. Für hochpräzise Arbeiten ermöglichen Sie ein thermisches Gleichgewicht zwischen Vor- und Enddurchgängen. CNC-Programme können thermische Kompensationsoffsets basierend auf der gemessenen Temperaturdrift umfassen.

Die Kosten in einem Aluminium-Extrusionsbearbeitungsprojekt unterteilen sich in drei Hauptkategorien: Material, Werkzeug und Bearbeitungszeit. Wenn man versteht, wohin das Geld fließt, können Ingenieure die Kosten pro Teil senken, ohne auf die Teilequalität zu verzichten.
Strategie 1: Extrusion zur Minimierung der Bearbeitung der Bearbeitung der Bearbeitung. Jedes Merkmal kann die Form bilden. Entwerfen Sie die Kanäle nach der Bearbeitung, Rippen, T-Nuten, Schraubenbossen, die einen CNC-Betrieb weniger ausführen. Arbeiten Sie mit dem Hersteller während der Formgebung zusammen, um so viel Geometrie wie möglich in die Form der Matrize zu drücken. Eine gut gestaltete Matrize kann 3040% Bearbeitungsvorgänge eliminieren und die Gesamteffizienz verbessern.
Strategie 2: Bearbeitungssetups konsolidieren Jedes Mal, wenn ein Bediener ein Teil neu befestigt, werden 15-30 Minuten nicht schneidende Zeit hinzugefügt Gestalten Sie Ihr Teil so, dass alle Merkmale von einer einzelnen oder doppelten Befestigungsposition aus sichtbar sind Wo mehrere Flächen erforderlich sind, verwenden Sie eine Multitasking Bearbeitungszentrum Kann mehrere Bearbeitungsvorgänge durchführen.
Strategie 3: Geben Sie Toleranzen nur dort an, wo sie für die Komponentenmontage und -passung wichtig sind. Wie im Abschnitt über Toleranzen oben erwähnt, erhöht die globale Anwendung von Präzisionstoleranzen die Herstellungskosten nicht selektiv um 30 tel.501 TP3 T. Markieren Sie kritische Abmessungen explizit auf der Zeichnung und erlauben Sie alle anderen Merkmale standardmäßig ISO 2768-m (mittlere Toleranzklasse).
Für jede Bestellgröße über 1000 Einheiten, a Prototyplauf Von 5-10 Einheiten kostet weniger als das endgültige Extrusions-Düsenwerkzeug und wird das Profil und CNC-Bearbeitungsprogramm auf einmal testen Bei Le-creator können Prototypenteile innerhalb von 3-5 Werktagen mit Stock-Extrusionsprofilen und CNC-Bearbeitungsdienstleistungen.
Sind Sie bereit, Ihr Aluminium-Extrusionsbearbeitungsprojekt zu starten?
Le-creator betreibt über 80 CNC-Maschinen einschließlich 3-Achsen - und 5-Achsen-Bearbeitungszentren, die für die Aluminium-Extrusionsverarbeitung eingerichtet wurden Die Toleranzdaten und Bearbeitungsparameter in diesem Leitfaden spiegeln Produktionsspezifikationen wider, die in unserer ISO 9001-zertifizierten Anlage in Shenzhen überprüft wurden Oberflächenbeschaffenheitswerte und Legierungsvergleichsdaten werden mit ASM International Materialdatenbanken und den veröffentlichten Normen der Aluminium Association abgeglichen.









