


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


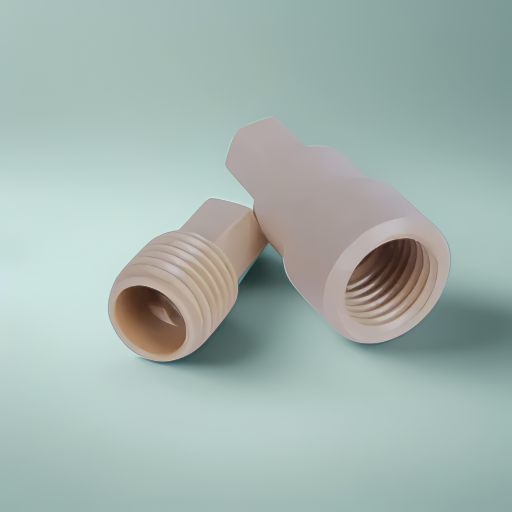
Entdecken Sie unser breites Portfolio an maßgeschneiderten CNC-Bearbeitungs-Peek-Teilen - präzise konstruierte Teile, die den höchsten Anforderungen in Branchen aus dem gesamten Spektrum gerecht werden.


Professionelle Werkzeuge für eine optimale Auswahl der PEEK-Qualität und Schätzung der Bearbeitungskosten
Beantworten Sie Fragen zu Ihrer Bewerbung, um personalisierte PEEK-Notenempfehlungen zu erhalten
Verstehen Sie, wie sich Toleranzvorgaben auf die Preise Ihrer PEEK-Teile auswirken
A: Peek cnc Bearbeitung und Bearbeitung Peek Kunststoff auf einer cnc Maschine bedeuten eigentlich das gleiche: Schneiden Polyetheretherketon auf CNC Maschinen Während man sich auf die Herstellung konzentriert, überprüft der zweite Typ, was getan wird, um das richtige Material auszuwählen Beide erfordern dedizierte Werkzeuge, richtige Vorschub - und Geschwindigkeitsregler, thermisches Verhalten, weil PEEK nicht gut in der Wärmeableitung ist, und ein paar Mal Glühen zur Senkung der inneren Spannung Dadurch kann die Dimensionsstabilität, Oberflächenbeschaffenheit erhalten werden.
A: Die Eigenschaften des Peek-Materials, nämlich Beständigkeit gegen hohe Temperaturen bis zu 260°C, pseudothermoplastische Struktur, hohe chemische Beständigkeit, überlegene mechanische Eigenschaften, Verschleißfestigkeit, eignen sich für CNC-bearbeitete Peek-Teile. Diese Eigenschaften erfordern die Verwendung sehr scharfer Schneidwerkzeuge, perfekt kontrollierte Bearbeitungsparameter, Berücksichtigung des Kühleinsatzes (der im Allgemeinen bestenfalls minimal oder sogar trocken ist) und Strategien für die ordnungsgemäße Verwendung zur Einhaltung enger oder sehr enger Toleranzen, eine glatte Oberflächenbeschaffenheit und mögliche Beseitigung von Verformungen oder thermischen Schäden.
A: Der bevorzugte Bearbeitungsansatz besteht aus der Wahl der richtigen Guckgüte (unbefüllt oder glasfaser - oder kohlenstofffaserverstärkt), dem Vorspülen mit mäßiger Zufuhr zur Entfernung von Schüttgut, dem Finish-Pässen mit leichterem Schnitt für genaue Abmessungen, dem möglichen Glühen zur Entspannung der inneren Belastung und der Endbearbeitung für die Oberflächenbeschaffenheit. Das Schneiden von Zähnen mit dem karbid - oder diamantbeschichteten Material muss zusammen mit der Optimierung des Beschickungsgeschwindigkeitsthermoplastverhaltens entworfen werden, während das Design der Befestigung Teilebewegungen vermeidet. Bezüglich einer engeren Toleranz, als sie natürlich eine gegeben wäre, werden in anderen Branchen Metallmaterialien verwendet.
A: Für Luft- und Raumfahrtanwendungen im Hochtemperaturbetrieb, für medizinische PEEK-Implantate und -Instrumente (einschließlich der USP-Klasse VI PEEK für Biokompatibilität) und für Automobilanwendungen, die die Leistungsqualität erfordern, war PEEK ein leistungsstarkes, hochthermisches Material -Polymer-basiertes Material für chemische Beständigkeit und Dimensionsstabilität. CNC-Bearbeitungsanwendungen umfassen kundenspezifische Teile, Präzisions-CNC-Teile und Komponenten, bei denen verstärkte PEEK-Komponenten oder natürliches PEEK ein robustes, verschleißarmes Teil bieten, das unter Bedingungen hoher Temperatur gute Leistungen erbringt.
A: Verstärktes PEEK erhöht den Elastizitätsmodul, die Verschleißfestigkeit und die Wärmeleitfähigkeit, während es PEEK steifer macht, aber es kann schwierig sein, zu bearbeiten, da es abrasiver für Werkzeuge ist und unterschiedliche Oberflächen erzeugen kann. Medizinische Peek- und USP-Klasse vi Peek haben auch Biokompatibilität als Grund für die Auswahl, da sie in einem Implantat-/Medizinszenario verwendet werden. Diese Qualitäten erfordern eine Kontaminationskontrolle, Bearbeitungsdienste, die mit Reinraumumgebungen kompatibel sind, und die Einhaltung medizinischer Standards aufgrund der Kontrolle der betreffenden Prozesse. Die Auswahl ist auch ein Faktor für die Erhöhung der Vorschübe und Geschwindigkeiten sowie für die Verringerung der Lebensdauer der Schneidwerkzeuge und der Teileleistung.
A: Die erwartete Oberflächenbeschaffenheit ist im Allgemeinen eine Funktion der Verwendung des Teils Bei einer Reihe von Teilen ist eine glatte Oberfläche notwendig und kann auf einige Arten erfolgen, wie z. B. ein feiner Finish-Pass, Polieren oder leichtes Schleifen. Abhängig von der Verwendung der Teile können Nachbearbeitungsverfahren wie Glühen zur Entlastung von Innenspannungen, Entgraten, Ultraschallreinigung für medizinische Teile und Inspektion auf Dimensionsstabilität ein Faktor sein Um Oberflächen zu erreichen, die ästhetisch ansprechender sind, optimierte Bearbeitung und Werkzeugauswahl, sodass sie nicht viel Schmelze, Geschwätz und Werkzeugspuren erzeugen.
A: CNC-Bearbeitung von Peek-Teilen ist vorteilhaft für die Herstellung von kundenspezifischen Sonderanfertigungen mit geringem Volumen, engen Toleranzen, komplexen Geometrien ohne Werkzeugkosten und schnellem Prototyping Die Bearbeitung aus einem PEEK-Block erhält die Materialhomogenität und es wäre möglich, bestimmte Qualitäten auszuwählen (medizinisches PEEK, industrielles PEEK). Bessere Steuerungsabmessungen für CNC-Bearbeitung im Vergleich zum Spritzgießen sind für Präzisionsanwendungen von entscheidender Bedeutung und schnelle Iterationen sind für kundenspezifische CNC- und Bearbeitungsdienste erforderlich.
A: Beste Bearbeitungsparameter sollten beispielsweise moderate Spindelgeschwindigkeiten und eine angemessene Zufuhr und eine leichte Schnitttiefe für den Zieldurchgang sein und hier muss Hartmetall und diamantbeschichtete Schneidwerkzeuge bevorzugt werden Kühlmittel wird nicht empfohlen, da für Peek seine Kühleigenschaften von denen des Metalls abweichen; wenn es verwendet wird, könnte es sich um Druckluftstrahlen oder Niederdruckkühlmittel handeln; eine Kontrolle der Düsentemperatur kann in Betracht gezogen werden Vorglühen im Inneren entlastet Stress, während der formstabile Zustand des PEEK-Materials die Linearität gewährleistet Die Überwachung von Spänen, die Verhinderung von Reiben und die Abstimmung auf die richtige Zufuhr und Geschwindigkeit gemäß der Materialqualität (ungefüllt PEEK vs GF/CF) müssen regelmäßig überprüft werden, um das Schmelzen zu verhindern oder die besten Ergebnisse zu bekommen.



