


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


Polyoxymethylen, kurz POM, besser bekannt als Acetal, Polyacetal und unter dem Handelsnamen Delrin®, ist ein hochleistungsfähiger technischer Thermoplast, der aufgrund seiner außergewöhnlichen mechanischen Festigkeit, geringen Reibung und hervorragenden Dimensionsstabilität Alternativen vorgezogen werden sollte. Daher ist dies eine der häufigsten Materialoptionen für präzise CNC-Bearbeitungsanwendungen.
Seit den 1960 er Jahren, als POM von DuPont vermarktet wurde, ist es ein Material, das branchenübergreifend verwendet wird, wegen seiner metallähnlichen Festigkeit und plastischen Vorteile, wie geringeres Gewicht, Selbstschmierung und Korrosionsbeständigkeit.
Entdecken Sie unsere Galerie kundenspezifischer POM-Teile Sehen Sie sich Beispiele hochwertiger, präzisionsgefertigter Polyoxymethylen-Komponenten für verschiedene industrielle Anwendungen an.



| Eigentum | Wert | Prüfstandard |
|---|---|---|
| Dichte | 1,41-1,42 g/cm³ | ISO 1183 |
| Zugfestigkeit | 60-70 MPa | ISO 527 |
| Biegemodul | 2,8-3,5 GPa | ISO 178 |
| Härte | Ufer D 85-95 | ISO 868 |
| Schmelzpunkt | 165-175°C | ISO 11357 |
| Dauerbetriebstemperatur | -40°C bis +80°C | – – |
| Reibungskoeffizient | 0,04 (trocken) | ASTM D1894 |
| Wasseraufnahme (24 Stunden) | 0.2-0.5% | ISO 62 |
| Operation | Schnittgeschwindigkeit (m/min) | Schnittgeschwindigkeit (SFM) | Anmerkungen |
|---|---|---|---|
| Drehen | 150-300 | 500-1000 | Verwenden Sie scharfe Hartmetallwerkzeuge |
| Fräsen | 200-500 | 650-1650 | Endmühlen mit 2-3 Rillen bevorzugt |
| Bohren | 50-100 | 165-330 | Pickenbohren für tiefe Löcher |
| Klopfen | 10-30 | 35-100 | Spiralflötenhähne verwenden |
Entdecken Sie unsere Präzisionskomponenten Delrin® und Acetal, die für Hochleistungsanwendungen entwickelt wurden.

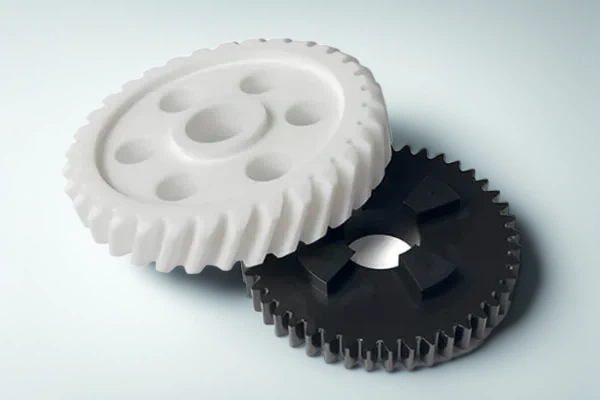
Berstfreie Zahnbearbeitung für Systeme mit hoher Verschleißfestigkeit.

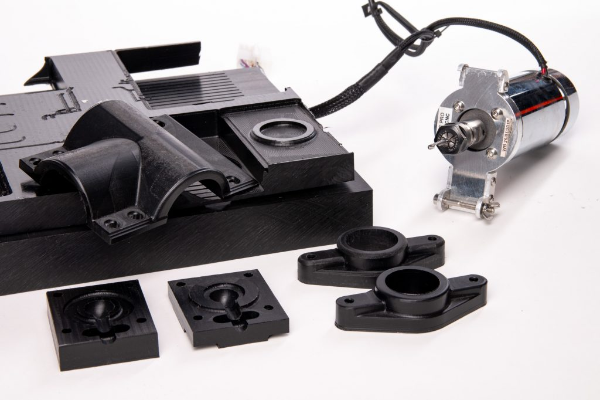
Komponenten mit geringer Reibung, die für Umgebungen mit hoher Belastung ausgelegt sind.

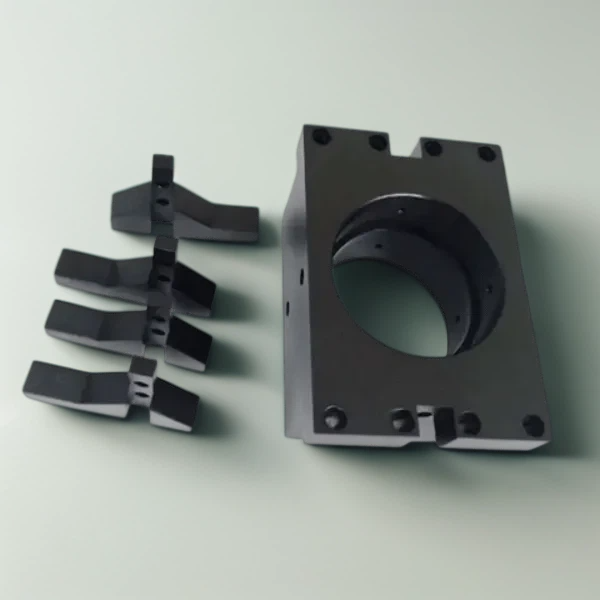
Komplizierte schwarze POM-Gehäuse mit mikrogebohrten Löchern.

Dichtheitssichere Konstruktionen mit präzisem Innengewinde.

FDA-konforme, biokompatible Teile für chirurgische Zwecke.

Chemikaliebeständiges schwarzes Delrin mit ±0,02 mm Toleranzen.

Ästhetische Teile mit Ra 0,4-Finish für Konsumgüter.

Die Produktion in geringem Volumen dient der Designüberprüfung.
Die herausragende Dimensionsstabilität und Bearbeitbarkeit von POM ermöglichen Bearbeitungsfähigkeiten mit enger Toleranz, die mit denen von Metallen mithalten können. Hier ist, was man erwarten kann:
| Standard | Lineare Toleranz | Lochdurchmesser | Oberflächenveredelung | Kostenauswirkungen |
|---|---|---|---|---|
| Ausgangswert | ±0,1 mm | ±0,05 mm | Ra 1,6-3,2 um | Ausgangswert |
| Präzision | ±0,05 mm | ±0,025 mm | Ra 0,8-1,6 um | +20-40% |
| Ultrapräzision | ±0,025 mm | ±0,01 mm | Ra 0,4 um | +50-100% |




| Faktor | CNC-Bearbeitung | Spritzguss |
|---|---|---|
| Ideale Menge | 1 1 000 Teile | 1.000+ Teile |
| Werkzeugkosten | Keine ($0) | $5.000 $50.000+ |
| Lieferzeit | 3-10 Tage | 4-8 Wochen (einschließlich Werkzeug) |
| Designänderungen | Einfach & kostengünstig | Teure Formmodifikationen |
| Teilkomplexität | Begrenzte Unterschneidungen | Komplexe Geometrien möglich |
| Toleranzen | ±0,025 mm erreichbar | ±0,1 mm typisch |
| Oberflächenveredelung | Ra 0.4m möglich | Hängt von der Formqualität ab |
Beispiele aus der Praxis, wie wir Herausforderungen in den Bereichen Verformung, Toleranz und Oberflächenbeschaffenheit für Delrin®- und Acetal-Komponenten lösen.
Auftraggeber erforderlich POM-H (Delrin)-Getriebe Mit hoher Ermüdungsbeständigkeit Frühere Lieferanten scheiterten an Wärmeverformung und schlechte Oberflächenbeschaffenheit, was zu Lärm >65 dB führt.
Wir nutzten Hartmetallwerkzeuge Reibung zu reduzieren und setzte eine Doppelkühlsystem Niedrigschmelzpunkt von POM zu verwalten Optimierte Zufuhrraten minimierten Grate.
Benötigt Medizinisches POM-C Teile, die einer wiederholten Sterilisation im Autoklaven standhalten können Kritische Anforderung: absolut Spannungsrissbildung Null und grabenfreier Abschluss.
Durchgeführt Glühbehandlung Nachrauen zur Freisetzung innerer Belastung Angewandt Kryo-entgraten saubere Kanten zu gewährleisten, ohne die Abmessungen zu verändern.
Projekt beteiligt Dünnwandige POM-Bearbeitung. Der primäre Schmerzpunkt war Verzerrend Durch Klemmkraft und Materialabtrag, die den Montagesitz beeinträchtigen.
Wir haben maßgefertigt Vakuumbefestigungen Teile ohne mechanische Beanspruchung zu halten Programmierte Symmetrische Materialentfernung Wege zum Ausgleich der inneren Kräfte beim Fräsen.
POM-Bearbeitung bezieht sich auf CNC-Bearbeitung von POM (Polyoxymethylen), auch bekannt als Acetal oder Polyacetal. POM ist ein technischer Thermoplast mit ausgezeichneter Dimensionsstabilität, geringer Reibung und ausgezeichneter mechanischer Festigkeit, der für verschiedene Geräte und Produkte geeignet ist, die präzise Genauigkeit erfordern Da POM so konstruiert ist, dass es Verschleiß widersteht, wird es auch in einer Reihe von Branchen eingesetzt, von der Automobilindustrie bis hin zu medizinischen Geräten, wo Präzisionsteile mit engen Toleranzen für den Betrieb erforderlich sind.
Computergestütztes numerisches Steuerfräsen und Spritzgießen sind Standardtechniken zur Herstellung von POM-Artikeln CNC-bearbeitete POM-Komponenten können für POM-Prototypen, kundenspezifische Kleinserienfertigung von POM-Anwendungen oder Anwendungen mit geringem bis mittlerem Volumen hergestellt werden, die hochwertige POM-Materialien und Präzisions-CNC-Bearbeitung erfordern Spritzgießen ist für sehr hohe Fertigungsvolumina vorgesehen, was zunächst die Kosten pro Teil senken wird, jedoch nur für einen begrenzten Zeitraum. Je nach Fall können sowohl CNC-Bearbeitung als auch Spritzgießen für komplexe POM-Teile verwendet werden, bei denen Präzision erforderlich ist und enge Toleranzen eingehalten werden müssen, um Volumen und Vorlaufzeit zu berücksichtigen.
Die Arbeit mit POM ist eine gute Möglichkeit, das Material zu bearbeiten, da es sich leicht bearbeiten lässt und hervorragende Eigenschaften wie geringe Schneidkraft, gute Spanbildung und reduziertes Graten aufweist. Die besten Ergebnisse bei der Bearbeitung von POM werden mit scharfen Werkzeugen, kontrollierten Geschwindigkeiten und ordnungsgemäßer Kühlung erzielt, um ein Schmelzen zu verhindern. Die Entfernung von POM-Material, wie sie bei modernen CNC-Betrieben durchgeführt wird, ist für Standardpraktiken und präzise CNC-Methoden äußerst effektiv, da Rohteile in Fertigprodukte mit der engsten Toleranz umgewandelt werden.
Ja, das ist eine Tatsache POM-Teile mit sehr komplizierten Formen können durch plastische Bearbeitungsmethoden, einschließlich der Technik der Präzisions-CNC und Fräsen, hergestellt werden, um POM-gefertigte Komponenten nach den genauen Spezifikationen des Kunden individuell herzustellen Einige POM-Bearbeitungsteile sind in der Lage, im Laufe der Zeit große Präzision und gute Wiederholbarkeit zu realisieren, was auf die Art und Weise zurückzuführen ist, wie der Kunststoff auf einer fortschrittlichen CNC-Maschine bearbeitet wird Aus diesen Gründen begünstigen Pumpenteile, Zahnräder und andere Teile mit anspruchsvollen Leistungsanforderungen, wie sie beispielsweise für Luft- und Raumfahrtanwendungen und sogar einige im Lebensmittel- und Getränkesektor von entscheidender Bedeutung sind, die Verarbeitung von POM.
POM wird in zahlreichen Industriebereichen eingesetzt, in denen seine geringe Reibung, Dimensionsstabilität und chemische Beständigkeit erforderlich sind Es bietet überlegene Verschleißeigenschaften in Teilen und wird als solches typischerweise in Pumpenkomponenten, Lagern, Gleitkomponenten, Befestigungselementen und Zahnrädern verwendet Das Material kann medikamentös sein, um seine Eigenschaften zu verbessern, beispielsweise um die Wärmeleitung zu verbessern. POM ist natürlich feuchtigkeitsbeständig und behält gute mechanische Eigenschaften im Laufe der Zeit. Es beherrscht Märkte in der Automobil-, Verbraucherprodukt- und Industriemaschinenindustrie.
Während Sie ein Design für Prototyping oder kundenspezifische Bearbeitung mit CNC erstellen, befolgen Sie immer den Materialentfernungsprozess und die Betriebsnormen: Vermeiden Sie übermäßig dünne Wände, die hohe Lasten tragen, halten Sie die Strahlung einfach und freundlich, um den Fräser zu ermöglichen, und tun Sie alles in Bezug auf präzise CNC-Technologie, d. h. die Klammerung der Tolerierung. Design-for-Manufacturability minimiert die Herstellungskosten und trägt dazu bei, dass die Endteile den Zielspezifikationen entsprechen Halten Sie in Fragen, die die Oberflächenbeschaffenheit, Toleranzen und die Notwendigkeit oder Abwesenheit der zweiten Vorgänge wie Bohren und Platzieren betreffen, in ständiger Kommunikation mit der Werkstatt.
Hochwertige POM-Komponenten können in engen Toleranzen hergestellt werden, mit Oberflächen, die größtenteils glatt oder polierbar sind; in einigen Fällen kann ein wenig Entgraten und leichtes Polieren erforderlich sein, um die Kanten zu glätten. Solche wünschenswerten Oberflächen können durch präzise CNC-Bearbeitung ausgeführt werden, die gleichbleibende Abmessungen und wiederholbare Qualität gewährleistet. Schließlich können diese Komponenten einer Ultraschallreinigung oder -montage unterzogen werden, um gebrauchsfertige Kunststoffprodukte zu werden; In einigen Fällen kann die Bearbeitung im Gegensatz zu Prozessen für andere Thermoplaste ohne weitere Endbearbeitung durchgeführt werden.
Beim POM-Schneiden kommen viele Probleme ins Spiel, insbesondere die Kombination von Wärme und Druck, um aufgrund der faserverstärkten Kunststoffe zu Schmelzen und Werkzeugverschleiß zu führen. Eine unsachgemäße Verarbeitung würde zu Maßänderungen führen. Dadurch wird die Vermeidung mehrerer Defekte durch den Einsatz scharfer Werkzeuge mit angemessener Zufuhr und Geschwindigkeit sowie durch den Einsatz guter Spankontrollstrategien beschleunigt. Richtige Spann- und Kühlprozesse bei der CNC-Bearbeitung tragen zur Aufrechterhaltung von Toleranzen bei. Das gleichmäßige Verhalten technischer Kunststoffe wie POM gewährleistet die Herstellung von Teilen mit nahezu Toleranz und hoher Leistung. Best-Practice-Richtlinien in der POM-Verarbeitung zielen darauf ab, Defekte zu minimieren und die Toleranz aufrechtzuerhalten.
Es gibt mehrere mechanische Eigenschaften, die POM für die CNC-Bearbeitung attraktiv machen: Zugfestigkeit, Biegemodul und Schlagfestigkeit gehören zu den Schlüsseleigenschaften Einerseits ermöglicht eine hohe Zugfestigkeit dem Material, erheblichen Zugkräften ohne Ausfall standzuhalten, während ein hoher Biegemodul Widerstand gegen Scherkräfte bietet Schlagfestigkeit zeigt an, dass es plötzliche Stöße ohne Bruch absorbieren kann Verschleißfestigkeit ist ein weiterer wesentlicher Vorteil von POM, wodurch es sich für reibungs - und abriebfeste Anwendungen eignet Diese mechanischen Eigenschaften umfassen zusammen mit den Kombinationen des Polymers niedrige Reibungskoeffizienten und gute Dimensionsstabilität, was es zum besten Material für die Bearbeitung herausragender CNC-Anwendungen macht, die Haltbarkeit, Präzision und langfristige Funktionsfähigkeit erfordern. Dies ist der Grund für seine einzigartige Eigenschaften.



