


Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.


Alμminum Usinagem por Trusão × Guia do Engenheiro para Materiais, e Design
| Ligas Típicas | 6061-T6, 6063-T5, 7075-T6, 5052-H32 |
| Tolerância Pós-Máquinagem | ±0,025 mm (±0,001 pol.) Alcançável com CNC |
| Acabamento de superfície (usinado) | Ra 0.4.1.6 um |
| Faixa de velocidade do fuso CNC | 10.000 2.000 RPM (ferramentas de metal duro) |
| Velocidade de corte (Carboneto) | 2000 m/min |
| Redução de Resíduos Materiais | 40 menos do que a usinagem CNC de tarugo completo |
| Padrões Chave | ASTM B221, ANSI H35.2, ISO 2768 |
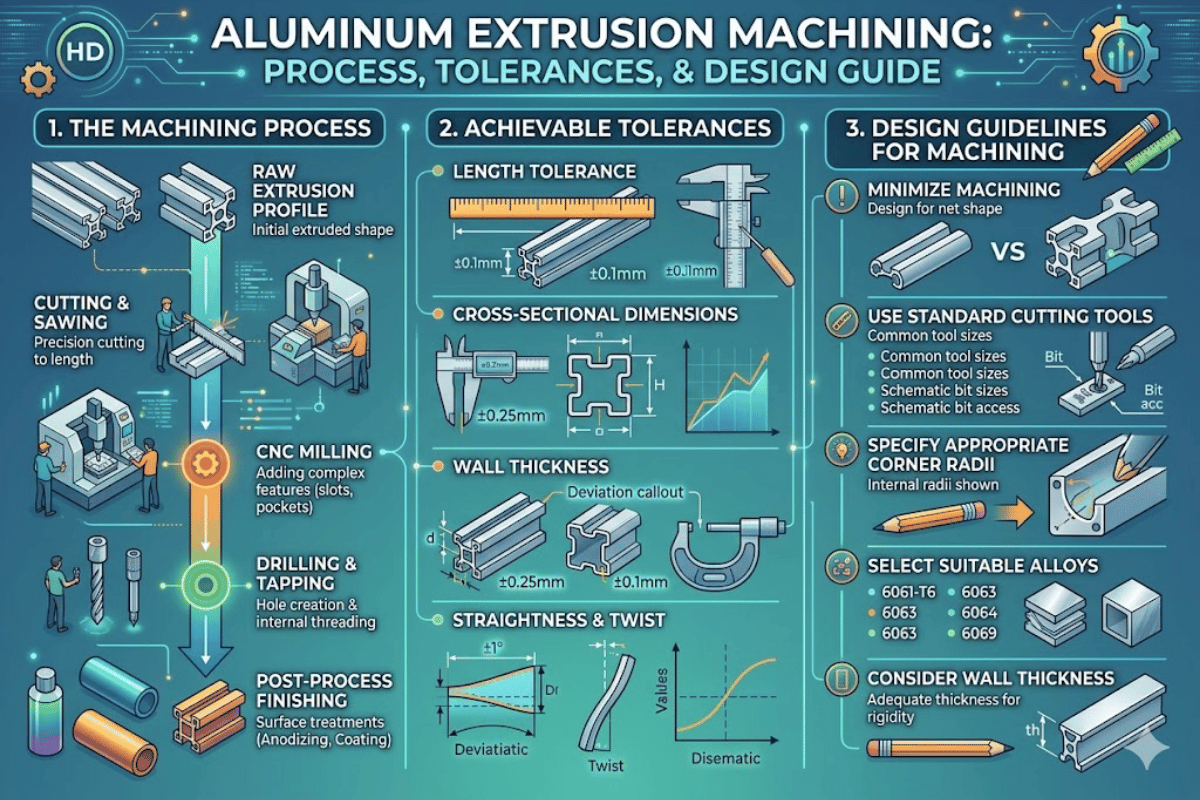
A usinagem por extrusão de alumínio combina dois estágios de fabricação em uma via de produção: primeiro, o alumínio aquecido é forçado através de uma matriz moldada para criar um perfil quase líquido; então, a usinagem CNC adiciona recursos de precisão que o processo de extrusão por si só não pode produzir. Esta abordagem híbrida reduz o desperdício de matéria-prima, encurta os tempos de ciclo e fornece peças com tolerâncias mais rígidas do que qualquer um dos métodos consegue de forma independente.
Este guia cobre o fluxo de trabalho completo (workflow) dos fundamentos de extrusão e estratégias de projeto de liga através de operações CNC, padrões de tolerância e estratégias de projeto de redução de custos, Se você está especificando peças para uma montagem aeroespacial ou selecionando perfis para um sistema ferroviário arquitetônico, os dados e parâmetros de engenharia abaixo irão ajudá-lo a tomar decisões informadas de usinagem e material.
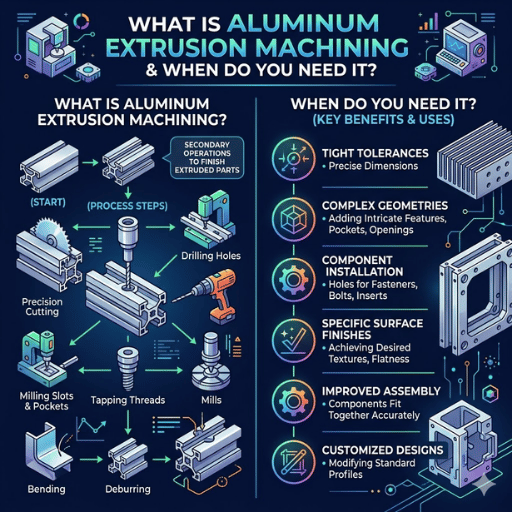
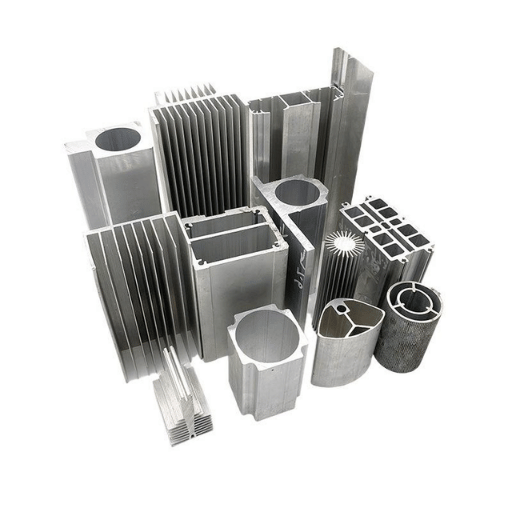
A usinagem por extrusão de alumínio é um processo de fabricação em dois estágios, No primeiro estágio, um tarugo de alumínio é aquecido e empurrado através de uma matriz para produzir um perfil contínuo com uma forma de seção transversal específica No segundo estágio, as operações de usinagem CNC (cnc), perfuração, rosqueamento e corte adicionam furos, ranhuras, roscas e outras características que a matriz de extrusão não pode formar.
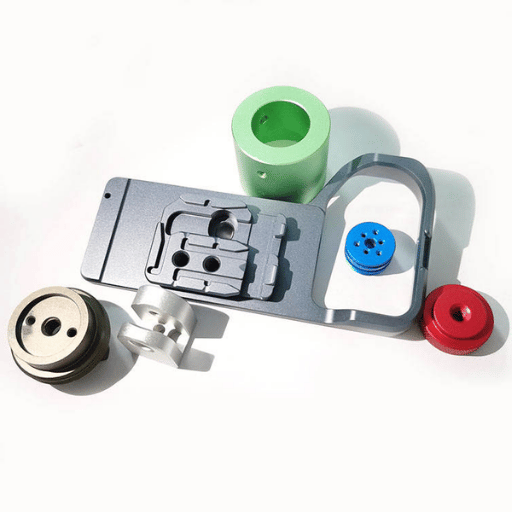
O método funciona melhor quando a geometria da sua peça começa com uma seção transversal consistente, mas requer recursos de precisão localizados. Membros estruturais da estrutura com furos de montagem, dissipadores de calor com pontos de fixação perfurados e serviços de usinagem por extrusão de alumínio para trilhos de gabinete eletrônico são todas aplicações comuns desta abordagem.
Vantagens sobre CNC de tarugo completo
– Limitações a serem consideradas
Se sua parte exige menos de 50 unidades sem nenhuma seção transversal repetida, usinagem CNC de alumínio full-billet pode ser mais econômico. A extrusão mais usinagem compensa quando os volumes de produção justificam o investimento na matriz.

Seis etapas compõem o caminho do fluxo do manufactory do alumínio cru à peça terminada Cada etapa afeta as propriedades mecânicas e a precisão da peça.
Nota de Engenharia
Sempre máquina após o envelhecimento, não antes Usinagem de uma extrusão pré-envelhecida (W tempera) introduz tensões residuais que distorcem a peça durante o tratamento térmico subsequente Uma exceção existe: usinagem áspera antes do envelhecimento com 0.5.0 mm de estoque de permissão para usinagem após o envelhecimento Esta abordagem de dois estágios é padrão para componentes aeroespaciais por especificações AMS.
Depois que um perfil de alumínio se afasta da prensa de extrusão e atinge a têmpera desejada, a usinagem cnc catalisa o perfil de sua forma de polígono para um componente completo Toda operação tem um propósito e os compósitos necessários são uma função da geometria da sua peça e dos requisitos de tolerância.
| Operação | Tolerância Típica | Velocidade do fuso | Melhor Para |
|---|---|---|---|
| Fresagem CNC (3 eixos) | ±0,05mm | 10.000 RPM 18.000 | Superfícies planas, bolsos, ranhuras |
| Fresagem CNC (5 eixos) | ±0,025mm | 12.000 RPM 24.000 | Contornos complexos, características angulares |
| Perfuração e extração | Posição de ±0,05 mm | 3.000 RPM | Furos passantes, furos cegos, furos roscados |
| Serrar/Corte | ±0,5 mm de comprimento | 2.000 RPM a partir de 4.000 RPM | Corte de comprimento, cortes de mitra, entalhe |
| Corte Laser | ±0,10mm | N/A (feixe) | Complexo 2 D recortes, perfis de tubo, slots de parede fina |
| Rebarbação | N/A (qualidade da borda) | Variar | Acabamento de borda, remoção de rebarbas após a perfuração |
| Tratamento Superfície | +5 um (camada de odize) | N/A | Anodização (Tipo II/III), revestimento em pó |
Para Operações de fresagem CNC em extrusões de alumínio, fresas de topo de metal duro com estrias polidas e altos ângulos de hélice (40 hélice 4°) produzem os melhores ângulos de estrias polidas. A superfície de estrias polidas evita que o alumínio adira à ferramenta uma condição chamada borda construída (BUE) que degrada tanto o acabamento superficial quanto a precisão dimensional.
A maioria de fresagem de alumínio usa 0.05-0.20 mm/alimentação do dente pelo dente Começa na extremidade inferior e corre maior como a peça é fixada, usando as diretrizes da rigidez da máquina Mesmas escalas de velocidades de corte com uma inserção de carboneto de ponto único são usadas para o Operações de torneamento CNC em perfis redondos de extrusão.
Aplicando ferramentas otimizadas para aço em extrusões de alumínio As ferramentas HSS padrão destinadas ao aço têm menos ângulos de inclinação e flautas não polidas que soldam o alumínio à aresta de corte Resultado: mau acabamento superficial, furos superdimensionados e falha prematura da ferramenta Especifique sempre ferramentas de metal duro específicas de alumínio com flautas polidas.
Especifique sempre ferramentas específicas de metal duro com flautas polidas.

Nem todos os tipos de ligas de alumínio têm boa extrudabilidade e cada grau de liga pode ter uma usinabilidade muito diferente Abaixo está uma comparação de quatro ligas comumente extrudadas com suas propriedades mecânicas e características de usinagem (valores de todas as ligas de alumínio em condições de têmpera padrão).
| Propriedade | 6061-T6 | 6063-T5 | 7075-T6 | 5052-H32 |
|---|---|---|---|---|
| Resistência à tração | 310 MPa | 186 MPa | 572 MPa | 228 MPa |
| Força de rendimento | 276 MPa | 145 MPa | 503 MPa | 193 MPa |
| Dureza (Brinell) | 95HB | 60HB | 150HB | 60HB |
| Maquinabilidade | Bom | Bom | Feira | Feira |
| Extrudabilidade | Moderado | Excelente | Pobre | Bom |
| Soldabilidade | Bom | Bom | Pobre | Bom |
| Uso Primário | Quadros estruturais, acessórios | Perfis arquitetônicos, formas complexas | Aeroespacial, peças de alta tensão | Aplicações marinhas, resistentes à corrosão |
‘O ‘6061 é frequentemente chamado de ’alumínio estrutural‘ e o 6063 usado como ’alumínio arquitetônico’ em toda a indústria Há uma vantagem em ter uma tensão de fluxo menor: o 6063 produz perfis de seção transversal mais complexos na extrusão e permite formas mais complexas Por outro lado, o 6061 tem tolerâncias usinadas mais rigorosas devido à dureza (95 HB em oposição ao 60 HB).
Para componentes automotivos exigindo resistência moderada à corrosão de resistência, 6061-T6 é a escolha padrão Quando a aplicação exige força máxima (boa) com trem de pouso de aeronaves ou componentes de asa de aeronaves (spars) ligas de nível aeroespacial como 7075-T6 fornecem quase o dobro da resistência à tração de 6061, embora ao custo de extrudabilidade e soldabilidade Para ambientes marinhos ou de exposição química, 5052 alumínio oferece a melhor resistência à corrosão do grupo.
Nota de Engenharia
Ao selecionar 6063 para extrusões ocas complexas que serão usinadas posteriormente, você deve especificar a têmpera T6 em vez de T5, se seu perfil usinado exigir tolerâncias melhores que 0,1 mm. O tratamento térmico da solução em T6 aumenta o limite de escoamento de 145 MPa para aproximadamente 214 MPa, o que reduz a deflexão durante a fixação e corte, especialmente em seções de paredes finas abaixo de 2,0 mm.

Dois níveis de controle de tolerância da usinagem por extrusão de alumínio são feitos: a precisão do perfil é fixada pela linha de base do processo de extrusão e o processo de usinagem cnc é usado para refinar características particulares às suas dimensões finais Ambos são importantes para entender, a fim de especificar tolerâncias corretamente e não muito caro.
| Tipo Tolerância | Faixa Padrão | Faixa Precisão | Padrão de referência |
|---|---|---|---|
| Seção transversal da extrusão | ±0,200mm | ±0,100,50 mm | ANSI H35.2 |
| Retilineidade (por 300 mm) | 0,40mm | 0,20mm | ANSI H35.2 |
| Torção (por 300 mm) | 0,50° | 0,25° | ANSI H35.2 |
| Características usinadas CNC | ±0,05mm | ±0,025mm | ISO 2768-m /ISO 2768-f |
| Posição do furo (CNC) | ±0,05mm | ±0,025mm | ISO 2768-f |
O acabamento superficial é influenciado pela etapa de fabricação, bem como por qualquer pós-processamento aplicado à peça:
| Estágio Processamento | Acabamento de Superfície (Ra) | Notas |
|---|---|---|
| As-extrudado | Ra 1.6.3.2 um | Linhas de matriz visíveis; aceitável para superfícies não cosméticas |
| Após usinagem CNC | Ra 0.4.1.6 um | O acabamento depende dos parâmetros da ferramenta, velocidade e alimentação |
| Após anodização Tipo II | Ra 0.82,0 um | Adiciona camada de óxido de 25 μm; leve rugosidade de superfícies usinadas |
O capacidades de usinagem de precisão para extrusões de alumínio no Le-creator mantenha ±0,025 mm em recursos usinados com inspeção verificada por CMM em cada produção.
Ter uma dimensão compatível com ANSI B 4.2 de 0,025 em todo um perfil de extrusão quando é relevante apenas para os furos de montagem adicionará, por exemplo, 30-501TP3 T ao custo de usinagem Concentre tolerâncias apertadas às superfícies de acoplamento e recursos importantes Mantenha superfícies não essenciais na tolerância de extrusão típica listada no ANSI H 35.2 (seus projetistas, fabricante e bolsa ficarão felizes.
As extrusões de alumínio são mais rápidas que o aço, mas a combinação de material macio, paredes finas e tensões residuais do processo de extrusão cria desafios específicos. Aqui estão cinco problemas comuns e os processos de usinagem econômicos que resolvem cada um.
1. warping e distorção após a usinagem
Causa: Tensões residuais travadas no perfil de alumínio durante a extrusão Quando a usinagem remove o material assimetricamente, as tensões restantes se redistribuem e as peças de extrusão se deformam.
Solução: Solicite o alongamento do esforço-alívio (0.5 tight-TP3 T) da extrusora antes da entrega Para peças da tight-tolerância, use uma aproximação faseada: usinagem áspera → recozimento do alívio de esforço a 345 °C por 2 horas → semi-acabamento → usinagem do revestimento Esta sequência de cinco etapas melhora a eficiência na fabricação da indústria aeroespacial.
vibração e tagarelice de parede fina 2
Causa: Paredes mais finas que 1,5 mm estão desviando devido às forças de corte Isso dá origem a marcas de vibração e variação de dimensão.
solução: Use como fundido/terra, acessórios de vácuo ou blocos de suporte contornados que entram em contato com toda a superfície do perfil Use subida em vez de fresagem convencional, profundidade de corte mais baixa (por exemplo, 0,5-1,0 mm por corte) e aumente a velocidade do fuso para manter a carga do cavaco na profundidade mais baixa A espessura da parede não deve ser inferior a 1,0 mm para usinagem estável.
3. borda construída (BUE) em ferramentas de corte
Causa: O alumínio tende a soldar nas superfícies das ferramentas em temperaturas mais altas e ângulos de inclinação mais baixos.
Solução: Use ferramentas revestidas de carboneto ou diamante com flautas polidas e ângulos de alta hélice (4 hélice 4°).Aplique refrigerante de inundação ou lubrificação de quantidade mínima (MQL) com um fluido de corte projetado para alumínio Mantenha velocidades de corte acima de 200 m/min para minimizar o desperdício da formação de borda construída.
Evacuação de chips 4. em buracos profundos
Causa: O alumínio forma lascas longas e fibrosas, que ficam presas na broca e obstruem o buraco.
Solução: Use ciclos de perfuração peck com entrega de refrigerante através da ferramenta Geometria do quebra-chip no ponto de perfuração quebra chips contínuos em segmentos gerenciáveis Para furos mais profundos do que 3× de diâmetro, reduzir a taxa de alimentação em 201TP3 T por diâmetro adicional de profundidade.
Deformação 5. thermal durante corridas de usinagem longas
Causa: O coeficiente de expansão térmica do alumínio é de 23,1 μm/m·°C aproximadamente o dobro do acúmulo de aço. O acúmulo de calor durante cortes prolongados faz com que a peça cresça.
Solução: Use o líquido de arrefecimento de inundação para manter a temperatura consistente da peça de trabalho Para trabalhos de alta precisão, permita o equilíbrio térmico entre passes de desbaste e acabamento Os programas CNC podem incluir compensações de compensação térmica com base na deriva de temperatura medida.

O custo em um projeto de usinagem por extrusão de alumínio se divide em três categorias principais: material, ferramentas e tempo de usinagem Entender para onde o dinheiro vai permite que os engenheiros reduzam o custo por peça sem sacrificar a qualidade da peça.
Estratégia 1: extrusão para minimizar o processamento pós-usinagem Cada característica a matriz pode formar canais, nervuras, T-sl, chefe de parafuso a menos operação CNC Trabalhe com o fabricante durante o projeto da matriz para empurrar o máximo de geometria possível para a forma da matriz Uma matriz bem projetada pode eliminar 3001TP3 T de operações de usinagem e melhorar a eficiência geral.
Estratégia 2: Consolidar configurações de usinagem Toda vez que um operador re-fixtures uma peça, 15-30 minutos de tempo de não corte é adicionado Projete sua peça para ter todos os recursos visíveis a partir de uma única ou dupla posição de fixação Onde várias faces são necessárias, use um centro usinagem multitarefa capaz de realizar múltiplas operações de usinagem.
Estratégia 3: Especifique as tolerâncias apenas onde elas são importantes para a montagem e ajuste dos componentes Conforme observado na seção de tolerâncias acima, aplicar tolerâncias de precisão globalmente em vez de inflar seletivamente o custo de fabricação por 3001TP3 T. Marque dimensões críticas explicitamente no desenho e permita que todos os outros recursos sejam padronizados para a ISO 2768-m (classe de tolerância média).
Para qualquer tamanho de pedido superior a 1000 unidades, a protótipo correr de 5-10 unidades custa menos do que o ferramental final da matriz de extrusão e testará o perfil e o programa de usinagem CNC de uma só vez No Le-creator, as peças do protótipo podem ser enviadas dentro de 3-5 dias úteis usando perfis de extrusão de estoque e Serviços de usinagem CNC.
Pronto para iniciar seu projeto de usinagem por extrusão de alumínio?
O Le-Creator executa mais de 80 máquinas CNC, incluindo centros de usinagem de 3 e 5 eixos configurados para processamento de extrusão de alumínio Os dados de tolerância e os parâmetros de usinagem neste guia refletem as especificações de produção verificadas em nossa instalação certificada pela ISO 9001 em Shenzhen Os valores de acabamento superficial e os dados de comparação de ligas são cruzados com os bancos de dados de materiais da ASM International e os padrões publicados da Aluminum Association.









