


Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.


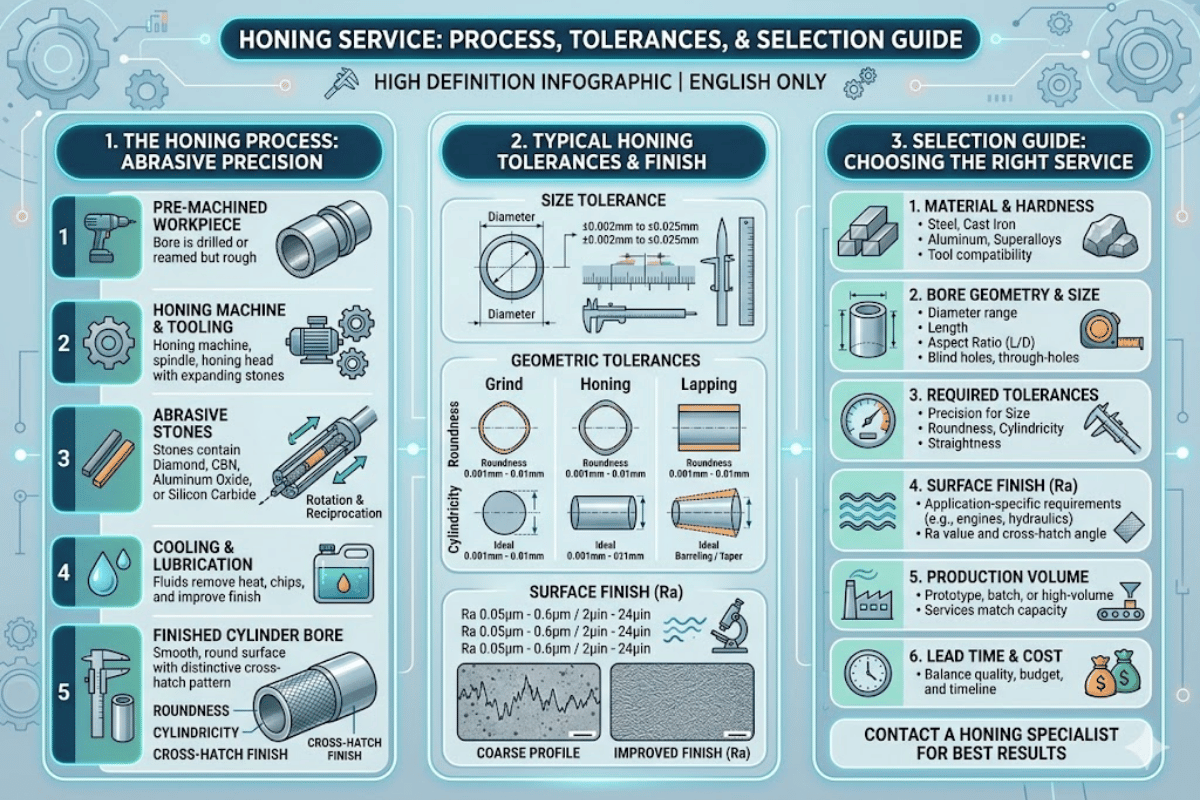
Como funciona o serviço de afiação: o guia do engenheiro para acabamento de furo de precisão
| Tolerância Típica | ±0,0001″ (±0,0025 mm) |
| Tolerância Precisão | ±0,00002″ (±0,0005 mm) |
| Faixa de acabamento superficial | Ra 0.11.6 um (63 μin) |
| Faixa de diâmetro do furo | 0,5″46″ (11,170 mm) |
| Remoção de material por passagem | 0,01″.010 (0,025″0,25 mm) |
| Tipos Abrasivos | Al2O3, SiC, CBN, Diamante |
| Ângulo Crosshatch | 22°60° (dependente da aplicação) |
O brunimento é um processo de acabamento abrasivo que corrige a geometria do furo e produz acabamentos de superfície especificados dentro de uma peça cilíndrica Ao contrário dos processos de retificação ou perfuração, um serviço de brunimento alterna e gira um conjunto de pedra abrasiva autocentrado dentro de um furo para endireitar simultaneamente a geometria do furo. O brunimento corrige a redondeza, a retidão, a boca do sino e o cone em uma única operação.
Este guia de brunimento industrial concentra-se no próprio processo de brunimento, desde a seleção abrasiva até a inspeção final. Parâmetros específicos, níveis de tolerância e critérios de decisão são apresentados para auxiliar os engenheiros que especificam o brunimento em desenhos ou escolhem uma oficina de brunimento de precisão. Nosso serviço de brunimento inclui correção de geometria de furo, acabamento superficial e inspeção dimensional. Entre em contato conosco para discutir seu projeto.
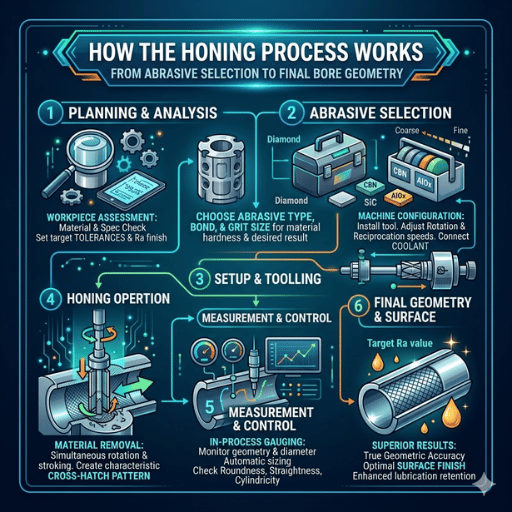
A aplicação de um meio abrasivo dentro de um furo, o brunimento move simultaneamente as pedras abrasivas ligadas para frente e para trás na linha central do furo Um fuso de acionamento gira a RPM programada enquanto acaricia axialmente através da peça de trabalho Este movimento combinado produz um padrão de hachura no furo, enquanto sua forma única otimiza o transporte de lubrificação e o contato de vedação do anel.
Existem quatro principais medias utilizados para brunimento de pedra abrasiva O óxido de alumínio (Al2O3) lida com o trabalho de uso geral em metais ferrosos O carboneto de silício (SiC) prefere o trabalho de ferro fundido, bronze, latão, cobre e alumínio Para aços endurecidos acima de 45 HRC, os abrasivos cúbicos de nitreto de boro (CBN) se destacam devido à sua alta dureza e baixa expansão térmica Os abrasivos de diamante são os mais duros, adequados para materiais acima de 60 HRC, cerâmica e carboneto de tungstênio de acordo com dados de seleção abrasiva de CDT EUA.
Os tamanhos de grão abrangem malha de 60 a 600+, com malha de 80-120 comumente usada para correção de geometria e malha de 280-400 usada para acabamento de superfície Um ciclo típico de brunimento de dois estágios envolve desbaste com abrasivo de grão mais agressivo, em seguida, terminando com um grão mais fino No estágio de grão fino, os diâmetros dos grãos estão entre 10 e 50 micrômetros (malha de ~ 300-1500), conforme observado no Entrada da Wikipedia sobre aperfeiçoamento.
O número de graus do ângulo de hachura do furo depende da relação de rotação do fuso para movimento do curso RPMs do fuso mais rápidas em relação a um ângulo de curso fixo fazem ângulos de hachura mais nítidos; vice-versa faz ângulos mais planos Para blocos de motor, um ângulo de hachura de 27-45 otimiza a lubrificação do furo e a vedação do anel Os furos do cilindro hidráulico normalmente usam um ângulo de hachura de 22-32 para um desempenho de vedação adequado.
A rotação das máquinas industriais depende do diâmetro do furo, com velocidades do fuso de 60 brunimento 800. As taxas de alimentação variam de 10 a 12 polegadas por minuto (IPM) em grandes diâmetros a até 250 IPM em pequenos diâmetros.
Nota de Engenharia
O tipo de mecanismo de expansão influencia a precisão do brunimento: mandris hidráulicos exercem forças abrasivas distribuídas de forma mais uniforme ao longo de um furo do que mandris mecânicos, mantendo simultaneamente uma cilindricidade mais apertada Para furos profundos com relações L/D acima de 6:1, a expansão hidráulica é geralmente o método de escolha Geralmente, furos curtos (<2:1 proporção) podem ser afiados com sucesso com qualquer mecanismo.
O brunimento de passagem única leva de 0,001″ a 0,005″ de material de um furo por passagem a 60-120 RPM. Velocidades superiores a 0,01″ de material removido em geral devem implicar processos de pré-furação ou brunimento bruto em vez de longas tiragens de remoção de material fino.

Três fatores influenciam sua decisão de selecionar o processo correto de acabamento do furo: qual tolerância você precisa; qual acabamento superficial você precisa; e a relação comprimento/diâmetro do furo Cada um desses processos ocupa uma etapa diferente na fabricação de precisão A seleção da ferramenta incorreta será ineficiente em termos de tempo e custo.
| Parâmetro | Aprimoramento | Moagem | Chato | Batendo |
|---|---|---|---|---|
| Melhor Tolerância | ±0,00002″ | ±0,0001″ | ±0,0005″ | ±0,000001″ |
| Acabamento de Superfície (Ra) | 26 μin | 82 μin | 32 μin | 1 μin |
| Remoção Material | 0,001″0,010″ | 0,005″0,050″ | 0,010″0,500″ | 0,0005″.005″ |
| Geometria Correção | Redondeza, cone, boca de sino, barril | Redondeza, retidão OD | Dimensionamento do diâmetro apenas | Planicidade, paralelismo |
| Aplicação Primária | Furos cilíndricos internos | Superfícies externas, trabalho OD | Criação/dimensionamento inicial do furo | Superfícies planas, sedes de válvula |
| Padrão CrossHatch | Sim (retenção de óleo) | Não (unidirecional) | Não (marcas de ferramentas) | Não (aleatório não direcional) |
Dados de Precisão Peerless confirma que o brunimento atinge tolerâncias de ±0,00002″ com acabamentos tão finos quanto 2 Ra, enquanto o lapidação atinge os milionésimos, mas em tempos de ciclo muito mais lentos Como o Guia de referência do American Machinist notas, ambas as operações de acabamento de baixa velocidade e baixa pressão são brunimento de alças, correção de geometria de furo que não é possível lapidar.
Ao Aprimorar Vitórias
️ Quando as alternativas são melhores
Especificar o furo de moagem ID quando L/D excede 4:1 é um erro frequente Como o rebolo perde rigidez em profundidade, marcas de conicidade e tagarelar aparecem Pedras de brunimento permanecem centradas por sua forma e manter a pressão contra a parede do furo, independentemente da profundidade fazendo brunir o geometricamente estável escolha para furos profundos.

Definir requisitos de brunimento em um desenho de engenharia segue um princípio direto: declarar o resultado funcional, não o processo De acordo com Prática de desenho ASME discutida no Eng-Tips, aplique uma chamada de rugosidade superficial ISO 1302 combinada com uma tolerância de cilindricidade por AS 14.5. O fabricante então seleciona o processo (que quase sempre é brunimento para furos cilíndricos apertados).
O call out de acabamento superficial mais comumente especificado é Ra (rugosidade média aritmética), conforme definido na ISO 4287. para furos afiados, uma faixa comum de valores é Ra 0,1 a Ra 1,6 um. Se apenas um único valor for especificado (ex: Ra 0,8), deve ser entendido que a rugosidade não deve ser mais grosseira que o número especificado.
Se tanto o sobreacabamento quanto o subacabamento forem indesejáveis, especifique uma faixa de valor (ex: Ra 0,4-0,8).
Além do Ra, o brunimento de platô introduz três parâmetros adicionais: Estes também são definidos medidos de acordo com o Diretrizes de metrologia de acabamento superficial do NIST e descreva a superfície do rolamento:
| Parâmetro | Símbolo | Faixa Típica | Função |
|---|---|---|---|
| Altura de rugosidade de 10 pontos | Rz | 3 μm | Profundidade geral da textura da superfície |
| Altura de pico reduzida | Rpk | ≤0,3um | Picos que se desgastam durante a invasão |
| Profundidade de rugosidade do núcleo | Rk | 0.31,5 um | Zona de superfície de suporte de carga |
| Profundidade reduzida do vale | Rvk | 0.8.2.0 um | Vales de retenção de petróleo |
Nota de Engenharia
Prática recomendada de chamada de desenho para um furo de cilindro hidráulico afiado: aplique uma dimensão de diâmetro com tolerância bilateral apertada (±0,0001″), uma estrutura GD&T de cilindricidade (por ASME Y14,5) de 0,0002″ e um símbolo de acabamento superficial por ISO 1302 especificando Ra 0.40.8 um Não escreva “HONE como uma nota de processo Deixe os requisitos funcionais impulsionarem a seleção do método.
O padrão norte-americano para medição de acabamento superficial é ASME B46.1 que descreve os métodos de medição, comprimentos de amostragem e especificações do instrumento. A ISO 4288 define as condições de medição em outros lugares do mundo. A ISO 2768-2 indica tolerâncias geométricas típicas, incluindo classes de cilindricidade H, K e L.
Diferentes metais não reagem todos ao brunimento da mesma maneira A dureza do material, a estrutura de grãos e a reatividade química têm um efeito sobre o qual a pedra abrasiva fornecerá o acabamento superficial ideal e a maior vida útil da ferramenta Uma combinação abrasivo-peça inadequada resulta em desgaste prematuro da pedra, qualidade superficial inferior ou inclusões abrasivas no furo.
| Material | Faixa de dureza | Abrasivo Recomendado | Alcançável Ra | Notas |
|---|---|---|---|---|
| Aço carbono | HRC 1540 | Al2O3 | 0.20,8 um | Aplicação de brunimento mais comum |
| Aços liga | HRC 255 | Al2O3 ou CBN | 0.20,8 um | Mude para CBN acima do HRC 45 |
| Aço ferramenta endurecida | HRC 5565 | CBN ou Diamante | 0.10,4 um | CBN preferido para ferroso (quimicamente inerte) |
| Aço inoxidável | HRC 20045 | Al2O3 ou CBN | 0.21,0 um | Goma de notas austeníticas; use grão mais grosso |
| Ferro fundido | HB 1800 | SiC | 0.20,6 um | SiC se autoafia em matriz de grafite |
| Ligas alumínio | HB 50150 | SiC | 0.41,6 um | Carregamento suave de; use pedras abertas |
| Bronze/latão | HB 600 | SiC | 0.20,8 um | Não ferrosos (Non-ferrous) evite Al2O3 |
| Ligas titânio | HRC 3004 | CBN ou Diamante | 0.41,2 um | Baixa condutividade térmica controle acúmulo de calor |
O diamante e o carboneto de silício sofrem reações químicas com metais ferrosos a temperaturas elevadas O CBN e o óxido de alumínio são quimicamente inertes com ligas à base de ferro e, portanto, são selecionados como abrasivos normais para o brunimento de aço e ferro fundido As pedras diamantadas em aço não endurecido levarão ao embotamento rápido da ferramenta.
Também pode ocorrer contaminação superficial da peça de trabalho.
Os serviços de brunimento por contrato que fornecem os estágios de usinagem e acabamento sob o mesmo teto reduzem o risco da cadeia de suprimentos e melhoram o tempo de entrega para indústrias exigentes. Quando uma oficina pode perfurar, usinar e aprimorar internamente, a peça se move com menos mãos e o controle dimensional permanece mais rígido do início ao fim.

A terceirização de brunimento para um provedor de serviços de brunimento de contrato exige uma consideração de capacidades que excedem em muito o preço por peça. Uma fonte que pode aprimorar um furo de 2″ para 0,001″ pode não ter o equipamento ou experiência para aprimorar um furo de 20″ em 0,0001″. A lista de verificação a seguir destaca o que é necessário, para verificar antes de prosseguir:
Lecreator tem 17 anos de experiência de fabricação de precisão em mais de 80 máquinas, incluindo plataformas de brunimento horizontais e verticais, o que nos fornece a amplitude de recursos e conhecimento de materiais para completar o brunimento do protótipo à produção. Alcançamos mais de 98% + rendimentos de primeira passagem e mantemos a satisfação do cliente aprimorando com tolerâncias rígidas todos os dias. Solicite um orçamento para comparar nossas capacidades com suas especificações.

As indústrias especializadas em componentes críticos para a segurança exigem o brunimento como etapa de acabamento obrigatória, e não uma atualização opcional.
O brunimento de furo é exceção em aplicações onde a geometria do diâmetro interno tem impacto direto na segurança, desempenho ou longevidade Cada indústria impõe seus próprios padrões de qualidade, e as tolerâncias que eles exigem ficam quadradas no brunimento de precisão do território, resultando em acabamento superficial aprimorado e controle mais rígido do que processos alternativos.
Hidráulica, furos de cilindro
Os furos do cilindro com acabamento Ra 0.40 com acabamento transversal.4 com um ângulo de batida transversal de 22°.3° para operação de vedação correta Os vales hachurados retêm o fluido hidráulico enquanto a superfície do platô suporta o lábio de vedação. Os furos fora de volta superiores a 0,0002″ causam vazamento interno e falha da vedação.
Os furos do atuador do trem de pouso, as guias da válvula do motor e os componentes do sistema de combustível serão regidos pelos requisitos AS9100. tolerâncias de furo comuns são ±0.0001″ e requisitos de acabamento superficial abaixo de Ra 0.4 um. Rastreabilidade total dessas peças a partir do certificado de material, embora a inspeção final do furo seja necessária.
Os furos do cilindro do motor, os furos do rolamento da biela e os corpos da válvula de transmissão devem ser aperfeiçoados aos padrões sob sistemas de qualidade IATF 16949. o brunimento do planalto com controle de parâmetros Rpk/Rk/Rvk do processo cuida do assento do anel do pistão e os controles de consumo de PPAP são normais para itens de produção.
Os furos em instrumentos cirúrgicos, interfaces de componentes em implantes e barris em dispositivos de administração de medicamentos requerem um acabamento espelhado em ligas biocompatíveis, como inoxidável 316 L e Ti-6 Al-4 V, com um valor final Ra inferior a 0,2 um A contaminação superficial por partículas abrasivas é uma fonte crítica de rejeição, portanto a validação do processo de remoção de contaminantes no processo de limpeza deve ser feita.
Em média, o diâmetro do seu furo será reduzido em cerca de 0,001″-0,005″ (0,025-0,127 mm) por passagem através do processo de brunimento. Para vários ciclos de passagem, a quantidade máxima de material removido pode ser 0,010″. O brunimento é um processo de ‘acabamento’ e não foi projetado para remoção de estoque a granel.
Se o furo tiver mais de 0,010″ de estoque a ser removido, ele deverá ser usinado por perfuração ou fresagem/perfuração em bruto antes do brunimento.
O re-ajuste dos cilindros é necessário quando as medições do furo indicam desgaste excessivo, isto é, fora da tolerância prescrita, ou quando o padrão de escotilha cruzada tornou-se suavizado O re-ajuste dos cilindros hidráulicos é decidido principalmente efetuando vazamento interno em taxas mais altas do que o permitido Em um motor, os cilindros são afiados em reconstruções ou quando o cone do furo excede 0,002″ ou o furo fora de rodada excede 0,001″.
Não é decidido no intervalo de tempo.
O brunimento também compensa uma série de falhas geométricas ao mesmo tempo (formato total incluindo redondeza, conicidade, boca de sino, barril), foca a retificação do chicote em uma dimensão de cada vez. O auto-centra-se na pedra de brunimento no furo, de modo que uma pressão constante é mantida ao longo do comprimento do furo (os rebolos ficam macios em furos profundos (L/D >4:1).Além do brunimento, cria um padrão de superfície de escotilha desejável para retenção de óleo que é impossível de alcançar através da retificação.
Se um furo tiver um formato cilíndrico interno com uma tolerância estreita e uma superfície razoavelmente controlada acabada, então o afiado é uma opção padrão.
Fornecimento furo dia (tolerância), acabamento necessário Ra, material, tamanho do lote, e desenho de engenharia, se disponível Comprimento do furo/profundidade, quaisquer tolerâncias geométricas (cilindricidade, retilineidade), através ou furo cego?
As lojas que realizam brunimento de precisão normalmente podem fornecer um orçamento dentro de 24 a 48 horas, uma vez fornecidos esses detalhes.
Precisa de acabamento de furo de precisão para seu próximo projeto?
A Lecreator tem 17 anos de experiência na fabricação de componentes em vários setores, produzindo trabalhos de brunimento em aço carbono, inoxidável, alumínio e ligas exóticas As recomendações abrasivas e os valores de tolerância usados neste guia são baseados em faixas que testamos e verificamos em nosso próprio equipamento de medição e perfilometria de processo. As comparações de processos são cruzadas com padrões publicados da ASME, ISO e NIST.









