


Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.


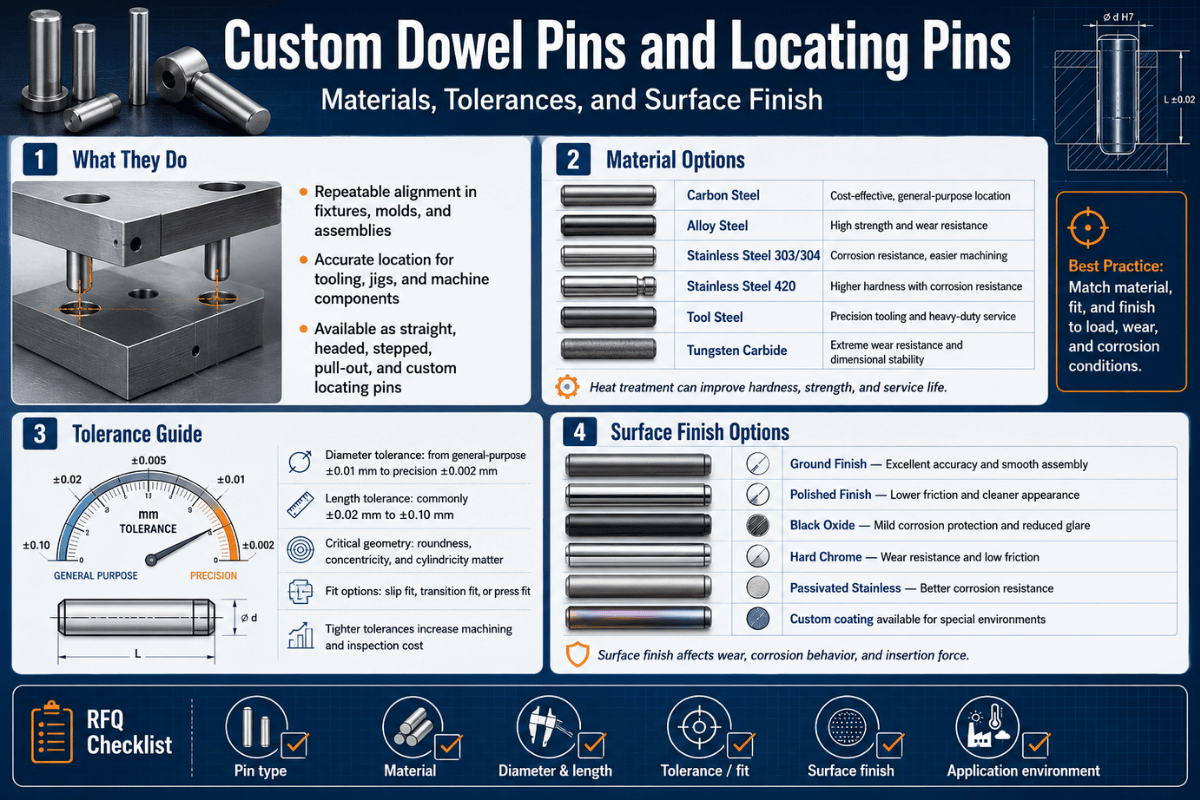
Os pinos-guia personalizados e os pinos de localização parecem simples, um cilindro de aterramento de aço endurecido, mas carregam o alinhamento, a carga de cisalhamento e a repetibilidade de todo um conjunto. Este guia é a referência de engenharia para especificá-los: como escolher o material, definir a tolerância de encaixe por pressão ou deslizamento, chamar o acabamento superficial, projetar o furo e aplicar a regra de localização de mais diamante redondo que a maioria das impressões erra.
Em resumo: Pinos de cavilha personalizados e pinos de localização são componentes cilíndricos moídos com precisão que mantêm as peças correspondentes em uma posição repetível Um pino de cavilha carrega carga de cisalhamento e define a localização entre duas partes; um pino de localização posiciona uma peça de trabalho em um acessório Ambos são definidos por quatro especificações, material, classe de ajuste (prensa ou deslizamento), tolerância dimensional e acabamento superficial, além do orifício em que se sentam.
| Faixa diâmetro | Padrão 1/16″1″; Métrica de 120 mm; personalizado além da solicitação |
| Tolerância padrão | Polegada +0,0002″ tamanho excessivo (impressão); métrica m6/h7 (ASME B18.8.2 /ISO 8734) |
| Materiais | Aço de liga, aço inoxidável 303/304/316/416 e 17-4 PH, aço para ferramentas A2/O1, latão |
| Dureza | Até 60+ HRC (através de - ou caso-hardened; núcleo 475 HRC endurecido para pinos padrão |
| Acabamento superficial | 32 µin (0,8 µm) Ra típico (terra); a 8 µin (0,2 µm) para precisão; ainda mais fino lapidado |
| Padrões | ASME B18.8.2-2020, ISO 2338, ISO 8734, DIN 6325/DIN 7, NAAMS (automotivo) |

Os pinos de cavilha unem-se e alinham duas partes que aparafusam, transportando a carga de cisalhamento e fixando sua posição relativa por prática padrão de projeto de máquina; um pino de localização segurar uma peça de trabalho em uma posição conhecida em um acessório para que cada peça é usinada ou montada da mesma maneira Ambos são sem cabeça, fixadores cilíndricos moídos, e ambos vêm padrão fora da prateleira, então a questão prática é quando um pino personalizado ganha seu custo.
A resposta honesta: a maioria dos conjuntos funcionam bem em pinos padrão pinos de cavilha personalizados e pinos de localização compensam quando você precisa de um diâmetro ou comprimento não padrão, um material exótico ou de maior dureza, uma forma final especial ou um tamanho excessivo para um buraco desgastado Os praticantes de campo em fóruns de engenharia tornam a divisão simples, os cavilhas carregam cisalhamento e definem a localização repetível, enquanto os parafusos apenas grampo, e é por isso que um bom design usa ambos em vez de pedir parafusos para localizar.
Há uma armadilha que vale a pena sinalizar na frente, porque gera metade dos pedidos personalizados que vemos: dois cavilhas redondos idênticos não localizam uma peça de forma confiável. Sob tolerância real e crescimento térmico, dois pinos redondos lutam entre si e a peça pode se recusar a cair. Chamamos isso de Imposto sobre restrições excessivas, e a fixação, um pino redondo e um pino de diamante, é coberta na seção do pino de localização abaixo.
Os pinos de cavilha são cilindros sólidos, moídos com precisão, que pressionam - ou encaixam em um orifício fresado para localização exata Os pinos de mola (rolo) são ocos e compressíveis, portanto, perdoam um orifício perfurado áspero, mas localizam-se frouxamente Os pinos cônicos e assentam-se encaixando-se em um cone fresado, segurando bem, mas mais difícil de definir com precisão Para um alinhamento preciso e repetível em um conjunto usinado, o pino de cavilha é a ferramenta certa; o pino de mola troca a precisão pela tolerância de um orifício desleixado.

Material é a primeira especificação que realmente mudar como um pino se comporta, porque define dureza, resistência à corrosão, e usinabilidade ao mesmo tempo O padrão é aço de liga endurecida; você se move para aço inoxidável para corrosão, para 17-4 PH ou aço ferramenta para dureza com alguma resistência à corrosão, e para latão quando você precisa de peças não magnéticas ou não-faíscas A tabela abaixo é um auxílio à decisão, o Índice de imposto sobre o material do pino, mapeando cada material comum à sua dureza tratada termicamente, comportamento de corrosão e ao dever que ele se adapta.
| Material | Dureza (tratada termicamente) | Resistência à corrosão | Melhor dever |
|---|---|---|---|
| Aço de liga (por exemplo, pino endurecido padrão da classe 4140) | Núcleo ~4758 HRC, caixa 60 HRC min | Baixo (precisa de revestimento) | Cavilhas de suporte de carga geral, pinos de cisalhamento |
| Aço de usinagem livre 12L14 | Macio (~7090 HRB) | Baixo | Pinos de localização personalizados de baixo custo, serviço leve |
| Aço inoxidável 303 (série 300) | Macio (<~25 HRC, não endurecível) | Bom | Pinos de alinhamento de fácil usinagem, carga leve |
| 316 aço inoxidável | Macio (<~25 HRC) | Excelente (marinho/químico) | Ambientes corrosivos, baixo desgaste |
| Aço inoxidável 416 (série 400) | ~362 HRC (endurecido e temperado) | Moderado | Cavilhas inoxidáveis endurecíveis, repetidas press-fit |
| aço inoxidável 17-4 PH | H900 44 HRC (até 33 HRC em H1150); ~1310 MPa UTS | Muito bom | Pinos aeroespaciais/médicos que necessitam de resistência + corrosão |
| Aço ferramenta A2/O1 | 58 HRC | Baixo | Alfinetes de localização de alto desgaste, morrer e moldar o trabalho |
| Latão | Suave | Bom | Conjuntos não magnéticos, não-faíscas, elétricos |
O erro prático aqui é alcançar o aço inoxidável 303 ou 316 para um pino de encaixe por pressão porque é “stainless.” Ambos são austeníticos e ficam abaixo de aproximadamente 25 HRC, portanto, uma pressão repetida ajusta as galhas e o pino se desgasta Quando você precisa de aço inoxidável mais dureza, 416 ou 17-4 PH é a decisão certa; quando você precisa de vida útil máxima, o aço para ferramentas supera o aço inoxidável. Nós carregamos essas distinções para o nosso próprio seleção de materiais para peças usinadas, porque a liga igualmente conduz o custo e o prazo de execução.
O pino padrão endureceu a liga de liga moída após o tratamento térmico para cerca de 4 pinos de aço endurecido, moído após o tratamento térmico para o núcleo de cerca de 4 4 p e 8 HRC de resistência à corrosão Para, 303 316 aço inoxidável cobrir alinhamento de carga leve, enquanto 416 e 17-4 PH de aço inoxidável dar dureza para o dever de pressão-aço de ferramenta, como A2 e O1 alcançar 5862 HRC para alta-desgaste pinos de localização, e latão serve não-magnético ou não-faísca montagens Escolha o material de carga, ambiente e desgaste, não de hábito.

Ajuste é a diferença entre um pino que localiza e um pino que cai, ou um que você não pode instalar Sob prática de ajuste de projeto de máquina padrão, um pino-guia de precisão é moído ligeiramente sobredimensionado e pressionado em um orifício fresado, de modo que a interferência, não apenas o pino, define a retenção Sob ASME B18.8.2, um pino-guia endurecido padrão é moído cerca de +0,0002″ sobre seu diâmetro básico e pressionado em um orifício fresado para nominal, de modo que pequenas interferências, não apenas o pino, fornecem retenção Um ajuste de deslizamento vem de escarear o orifício alguns décimos maior em vez de mudar o pino, e pinos da série superdimensionada adicionam cerca de +0,0010″ para furos retrabalhados Os pinos métricos seguem ISO 8734 e DIN 6325 com tolerâncias m6 (interferência) ou h7 (limpeza) em diâmetros de 1 a 20 mm. Confirme os limites exatos de diâmetro em relação à edição atual da ASME.
A interferência em si é pequena e previsível. Um pino padrão de polegada é feito cerca de 0,0002″ em seu diâmetro nominal e assenta em um orifício fresado nesse tamanho nominal; pinos especiais de grandes dimensões adicionam cerca de 0,0010″ para um orifício desgastado ou retrabalhado. O Janela de Interferência Press-Fit abaixo consolida as bandas que os engenheiros alcançam com mais frequência.
| Diâmetro nominal | Tolerância do pino (imprensa) | Alvo de buraco escavado | Ajuste/uso |
|---|---|---|---|
| 1/16″ (1,59 mm) | +0,0002″ tamanho excessivo | Nominal, alargador de cavilha | Prensa leve, pequenos conjuntos |
| 1/8″ (3,18 mm) | +0,0002″ tamanho excessivo | Nominal, alargador de cavilha | Localização geral de ajuste de pressão |
| 1/4″ (6,35 mm) | +0,0002″ tamanho excessivo | ~0,0002″ sob o pino | Porta-máquinas padrão |
| 3/8″ (9,53 mm) | +0,0002″ tamanho excessivo | ~0,0002″ sob o pino | Dever de cisalhamento mais pesado |
| 1/2″ (12,7 mm) | +0,0002″ tamanho excessivo | ~0,0002″ sob o pino | Estrutural/ferramentas |
| Tamanho grande (qualquer polegada de diâmetro) | ~+0,0010″ | Furo desgastado Re-ream | Rework/ajuste de reparação |
| 6mm (m6) | +0,012/+0,004mm | H7 fresado | Encaixe métrico por pressão (ISO 8734) |
| 10mm (m6) | +0,015/+0,006mm | H7 fresado | Pressionamento métrico |
| Slip-fit (polegada) | Pin em/abaixo do nominal | Revendido +0,0003″ acima | Alinhamento removível, cavilha alterada frequentemente |
Fonte: classes dimensionais ASME B18.8.2-2020; bandas métricas m6 de acordo com a ISO 8734. confirme limites exatos em relação ao padrão atual para seu diâmetro.
A prática comum da loja define a profundidade do furo engatado em duas a três vezes o diâmetro do pino, para um pino de 6 mm, cerca de 12 a 18 mm, o que dá comprimento de rolamento suficiente para resistir ao tombamento sem desperdiçar material, Acione o ajuste através do furo, não o pino: resma o furo até o tamanho nominal e deixe o pino padrão de 0,0002″ dimensionar demais criar a prensa.
Para um slip-fit, resma alguns décimos maior para que o pino deslize ainda localiza Indo mais fundo do que três diâmetros raramente adiciona força e complica a remoção.
Manter esses limites é sua própria disciplina; veja nosso guia para usinagem de tolerância apertada para saber como um orifício de cavilha fresado é produzido e medido na prática.
O acabamento superficial governa como um pino de encaixe por pressão se assenta e quanto tempo um pino de localização sobrevive Os pinos-guia de precisão são centro-terra a um típico 32 µin (0,8 µm Ra; precisão e trabalho aeroespacial especifica mais fino, comumente 816 µin (0.4 µm) Ra, com pinos lapidados ainda mais lisos Estes Ra são indústria-típico para pinos terrestres e lapidados, e são definidos e medidos de acordo com o padrão de superfície-textura ASME B46.1-2019; padrões de pinos aeroespaciais específicos definir seus próprios limites de acabamento, de modo a confirmar contra a especificação de controle Pinos mais lisos pressionar com menos galhar e manter sua força de retenção mais repetivelmente, o que importa quando o mesmo furo é usado em uma corrida de produção.
A dureza define o desgaste e o cisalhamento Os pinos-guia endurecidos padrão são tratados termicamente para um núcleo de aproximadamente 4775 HRC com uma caixa de 60 HRC no mínimo, proporcionando uma resistência de cisalhamento único da ordem de 130.000 psi (cerca de 896 MPa) para pinos de liga endurecida que permitem que um pino pequeno carregue carga real, confirme o grau exato e a edição ASME B18.8.2 para um projeto de suporte de carga A localização de pinos que indexam milhares de peças geralmente são de aço para ferramentas em 5862 HRC, e um revestimento fino de óxido preto ou fosfato adiciona resistência à corrosão suave sem alterar o ajuste.
Chame para fora o revestimento e a dureza junto com o ajuste Uma linha de base útil em um desenho personalizado da cavilha: 32 µin (0.8 µm) superfície à terra de Ra, 50 HRC para o aço da liga, e o diâmetro tolerado à classe da imprensa (+0.0002″ oversize).Para pinos de localização de alto ciclo, aumente a dureza à escala do ferramenta-aço e aperte o revestimento a 816 µin (0.220.4 µm) Ra.Os pinos endurecidos além de cerca de 50 HRC são à terra ou fio-cortados um pouco do que girado, veja nossa nota sobre EDM de fio para materiais endurecidos.
O furo, não o pino, decide se um trabalho do imprensa-ajuste, porque o pino é comprado a um tamanho conhecido e o furo é o que você controla Use um alargador do dowel-tamanho um pouco do que uma broca nominal: os maquinistas experientes mantêm tanto um alargador apertado e um solto para cada tamanho do pino, aproximadamente -0.0005″ no lado apertado para uma imprensa firme e +0.0005″ no lado solto para um deslizamento, e selecione pelo ajuste que precisam Um furo perfurado-somente corre oversize e bell-mouthed, assim que o pino não pressiona nem localiza.
Os furos cegos carregam um modo de falha que pega as equipes desprevenidas Quando você pressiona um pino em um furo escavado, o ar preso e qualquer óleo não tem para onde escapar, então ele comprime e resiste hidraulicamente ao pino: você não pode assentá-lo a uma profundidade repetível, a contrapressão pode empurrá-lo parcialmente para fora novamente e, em um ajuste de interferência apertado, essa pressão presa pode danificar o chefe circundante Os fabricantes de ferramentas e matrizes sinalizam isso há décadas; como diz uma discussão de engenharia sobre ventilação, você não pode colocar um alfinete no fundo de um buraco cego a menos que ele seja ventilado, porque esse último pedaço de viagem aumenta a pressão quase ilimitada. A correção é rotina uma vez conhecida: ventile o orifício cego com uma pequena broca cruzada, moa um canal plano ou em relevo no pino até a profundidade da prensa ou especifique um pino tipo tração (roscado) ou com ventilação plana que permite que o fluido preso escape e dá uma maneira de extrair o pino mais tarde. Produzir esses furos retos e limpos é um perfuração e alargamento de precisão tarefa por si só.
Planeje a remoção no momento do projeto Os pinos de encaixe por pressão não devem sair com frequência; quando uma peça precisa ser reparada, use um pino de encaixe deslizante, um pino de tração com rosca interna ou um orifício passante, você pode conduzir o pino pela parte traseira.

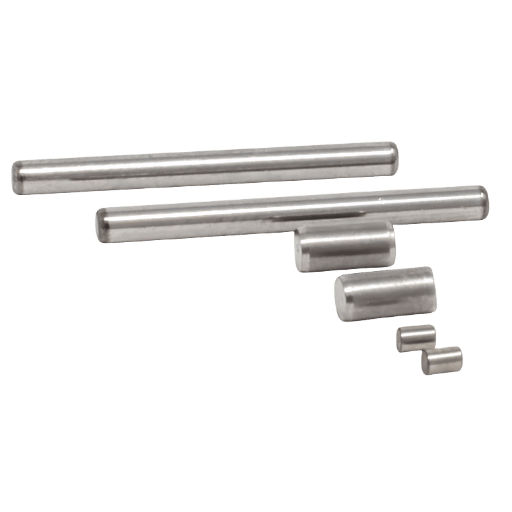
Os pinos de localização vêm em mais formas do que cavilhas porque seu trabalho é posicionar uma peça de trabalho, não apenas unir duas placas Os tipos comuns são redondos (lisos ou com ombros), nariz-de-bala e cônicos para fácil carregamento, diamante (aliviado) para localização radial, flutuando para absorver o erro de espaçamento dos furos e expandindo para localizar em um furo Cada um é encaixado por pressão no corpo do acessório ou montado em um revestimento renovável para longas execuções de produção A Patente do USPTO sobre hardware de fixação cataloga a mesma família, pinos de fixação, liberação rápida, deriva e indexação, confirmando o quão padronizada é essa taxonomia.
O princípio que os une é quantos graus de liberdade cada pino remove É aqui que o Imposto sobre restrições excessivas torna-se concreto Um pino redondo em um furo é um localizador de quatro vias: ele fixa a peça em duas direções (o X e Y desse furo) Adicione um segundo pino redondo e você tenta fixar quatro direções com dois furos cuja distância central nunca pode ser perfeita, então a peça se liga e pode não carregar de forma alguma A correção padrão, ensinada em cada curso de gabarito e fixação sob o princípio de localização 3-2-1, é tornar o segundo pino um diamante.
“A primeira coisa que EU verifico em uma impressão de dois pinos é se o segundo pino é um diamante Dois cavilhas redondas olham para a direita no desenho e depois lutam contra você no banco, as peças não vão sentar, e as pessoas culpam o maquinista em vez do local redundante”
Um pino redondo é um localizador de quatro vias: sentado em um furo, ele impede que a peça se mova ao longo de dois eixos Um pino de diamante (aliviado) é um localizador bidirecional: seus planos tocam o furo em apenas dois lados, então ele interrompe a rotação em torno do pino redondo enquanto deixa a peça deslizar ligeiramente entre os furos emparelhar uma rodada (4 vias) com um diamante (2 vias) localiza a peça totalmente sem sobrecarregá-la.
Essas geometrias se transformam em acessórios automotivos e aeroespaciais, onde famílias como a NAAMS padronizam pinos de localização redondos e diamantados; a mesma lógica está subjacente à nossa componentes automotivos do dispositivo bonde do CNC.
Chamar o padrão certo em uma impressão evita a maior parte da confusão de fontes, porque cada padrão fixa as classes de diâmetro, tolerâncias e recursos de extração. Os pinos de polegada seguem ASME B18.8.2-2020; os pinos paralelos métricos seguem ISO 2338 (não endurecido) e ISO 8734 (endurecido), sendo DIN 6325 o equivalente comum de solo endurecido. Observe que os padrões de pinos ISO permanecem em suas edições de 1997, atuais e em vigor, mas cite o ano para que um comprador retire o documento certo.
| Padrão | Capas | Ajuste típico |
|---|---|---|
| ISO 8734 (1997) | Aço endurecido + pinos paralelos inoxidáveis martensíticos (métricos) | imprensa m6 |
| ISO 2338 (1997) | Pinos paralelos não endurecidos (métricos) | m6/h8 |
| ASME B18.8.2-2020 | Pinos de pino de máquina moída endurecida (polegada) | +0,0002″ prensa de grandes dimensões |
| DIN 6325/DIN 7 | Moído endurecido/pinos paralelos não endurecidos (métricos) | m6/h8 |
| NAAMS | Pinos de localização redondos e diamantados (fixações automotivas) | Pressão fixture |

Vale a pena encomendar pinos-guia personalizados e pinos de localização quando um pino padrão não consegue atender ao diâmetro, comprimento, material, dureza ou forma final que sua montagem precisa. A imprensa comercial mostra onde isso é rotina, sistemas de fixação modulares construídos em grades de orifícios de cavilha espaçados com precisão, por exemplo, dependem de pinos combinados com a placa A decisão é simples: se um pino de catálogo caber, compre-o; se qualquer um de diâmetro, comprimento, liga, dureza ou recurso estiver fora do estoque, especifique um pino personalizado.
Na Lecreator, usinamos pinos de cavilha e localização personalizados por torneamento CNC e retificação cilíndrica, mantemos tolerâncias dentro de cerca de ±0,005 mm, endurecemos até mais de 60 HRC e moemos acabamentos em direção a 0,2 µm Ra, com certificados de material disponíveis sob nossa ISO 9001:2015, sistemas IATF 16949, AS9100 D e ISO 13485. Para compradores que comparem o fornecimento offshore, o custo de pouso e o prazo de entrega fazem parte da especificação, e é por isso que os pinos personalizados são cotados junto com o restante do nosso serviço usinagem CNC precisão.
Tem uma impressão com pinos não padronizados, tolerâncias apertadas ou material endurecido?

Vale a pena observar dois turnos se você especificar pinos em 2026. primeiro, a automação CNC e a medição em processo agora tornam as tolerâncias dos pinos de ± 0,005 mm rotineiras em vez de premium, para que os projetistas possam pedir ajustes mais rígidos com confiança. Em segundo lugar, a demanda de materiais está se inclinando para 17-4 PH e aço para ferramentas à medida que mais pinos se movem para acessórios aeroespaciais, médicos e de alto ciclo, a mesma atração que vemos no crescente interesse por pinos endurecidos.
Os analistas de mercado colocam um crescimento constante por trás disso: empresas independentes de pesquisa de mercado estimam o mercado de pinos-guia em cerca de $3,8 bilhões em 2025, crescendo perto de uma taxa anual composta de 51TP3 T durante a próxima década. Se você está planejando um programa para 2026, o movimento prático é bloquear o material e a tolerância na impressão agora, incluindo o Edição ASME B18.8.2 2020, e qualifique um fabricante que possa segurar o acabamento, não apenas o diâmetro. (Atualizado em junho de 2026.)
Máquinas de lecreator pinos de cavilha personalizados e pinos de localização por torneamento CNC e retificação cilíndrica, de modo que as tolerâncias, ajustes e acabamentos acima refletem o que mantemos em peças reais, classes de prensa por ASME B18.8.2, dureza para 60+ HRC e acabamentos de aterramento em direção a 0,2 µm Ra. Onde um número vem de um padrão ou dados de terceiros, nós citamos; onde depende da sua geometria, dizemos isso Revisado pela equipe técnica da Lecreator.









