


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


Ein praktischer Leitfaden zur Bearbeitung von PTFE: Von der Werkzeugauswahl bis zur Endtoleranz
| Vollständiger chemischer Name | Polytetrafluorethylen (PTFE) uflonPont Handelsname: Te |
| Dichte | 2,13 2,19 g/cm³ |
| Schmelzpunkt | 327 °C (621 °F) |
| Maximale Dauerdienstzeit | 260 °C (500 °F) |
| Reibungskoeffizient | 0,05 – 0,10 (niedrigstes aller festen Polymere) |
| Wärmeausdehnungskoeffizient | 100 –200 × 10 -6/°C (ungefähr 10 ̄F höher als Stahl) |
| Erreichbare Bearbeitungstoleranz | ±0,025 mm (±0,001 Zoll) beim Glühen; ±0,13 mm (±0,005 Zoll) ohne |
| Gängige Bearbeitungsprozesse | CNC-Drehen, CNC-Fräsen, Bohren, Sägen |
PTFE nimmt eine Klasse für sich ein Die Verbindung, die Antihaftoberflächen beschichtet und die Abdichtung für chemische Reaktoren bereitstellt, verhält sich nicht wie jeder andere Kunststoff, sobald er in ein Schneidwerkzeug eingeführt wurde. Sein Wärmeausdehnungskoeffizient ist etwa eine Größenordnung höher als der von Stahl. Er kriecht unter anhaltender Belastung und erfährt nahe der Raumtemperatur eine kristalline Phasenänderung, die in der Lage ist, seine Abmessungen in einem schmalen 3 °F-Fenster um mehrere Prozentpunkte zu verschieben.
Keine dieser Eigenschaften stellt eine unüberwindbare Barriere für die Bearbeitung des Materials dar. Dichtungen wie Ventile, Buchsen und kundenspezifische Knöpfe werden täglich in PTFE hergestellt. Der Standard-Kunststoffansatz erzeugt jedoch eine erhebliche Menge an Schrott. Dieser Leitfaden deckt die Werkzeuge, Zufuhrraten, Glühzyklen und Messtechnik ab, die erforderlich sind, um Teile mit enger Toleranz aus einem Material herzustellen, das in jeder Phase der Dimensionsstabilität standhält.
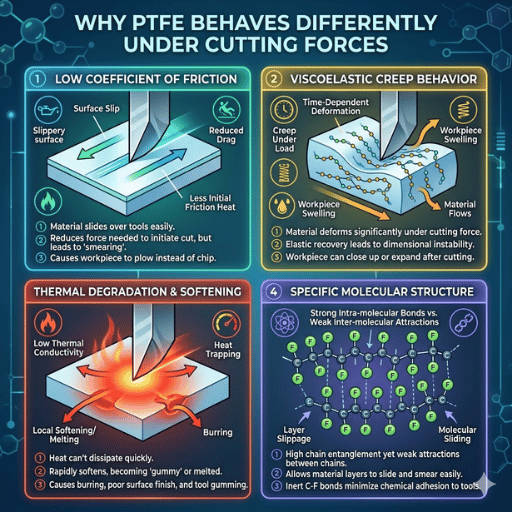
Polytetrafluorethylen (PTFE) ist ein halbkristallines Fluorpolymer mit einem vollständig fluorierten Grundgerüst, das auf Kohlenstoff “rückgeklebt” ist. Die Chemie verleiht PTFE einen extrem niedrigen Reibungskoeffizienten (0,05-0,10, pro DuPont Teflon PTFE Eigenschaften Handbuch), chemische Beständigkeit und stabile Leistung bei hohen Temperaturen bis zu 260 °C. Diese einzigartigen Eigenschaften schaffen auch drei Eigenschaften, die jeden Bearbeitungsvorgang direkt beeinflussen:
Erstens, Wärmeausdehnung Nach Daten, die von Professionelle Kunststoffe, 100 bis 200 fällt der PTFE-Koeffizient zwischen 100 °C × 106/°C 0 - etwa das 10-fache des Kohlenstoffstahls Ein bei 2 °C bearbeitetes PTFE-Bauteil wächst messbar, wenn sich die Werkstatt bis zum Nachmittag auf 28 °C erwärmt.
Zweitens gibt es einen kristallinen Übergang nahe 19 °C (ca. 66 °F). NIST-Wärmeausdehnungsforschung Dokumentiert einen kristallinen Übergang erster Ordnung in diesem engen Temperaturband, wodurch ein unverhältnismäßiger Dimensionssprung entsteht In der Praxis messen Teile innerhalb der Toleranz während der Abendschichten häufig am Morgen außerhalb der Spezifikation, da die Ladentemperaturen diesen Schwellenwert überschreiten.
Technische Anmerkung: Vergleich der thermischen Expansion
| Material | CTE (× 10 -6/°C) | Relativ zu PTFE |
|---|---|---|
| PTFE (Jungfrau) | 100 200 | Ausgangswert |
| GUCK | 47 –54 | ~0,4× |
| Delrin (Acetal) | 85 110 | ~0,7-EFFEKT |
| Aluminium 6061 | 23.6 | ~0,2× |
| Kohlenstoffstahl | 10 12 | ~0,08× |
Quellen: Professionelle Datenbank für thermische Eigenschaften von Kunststoffen; NIST-Messdaten
Drittens, kaltes PTFE-Ablenkung dauerhaft unter anhaltender mechanischer Belastung Strömung die Art und Weise, wie man Kriechen nennt Spannen ein PTFE-Rohling springt nicht zurück ein Metall würde ergeben, und das Teil geht aus der Toleranz in dem Moment, in dem Sie es loslassen Arbeiten auf die Einschränkungen des Materials, anstatt sie zu bekämpfen unterscheidet produktive PTFE-Bearbeitung von Schrott.
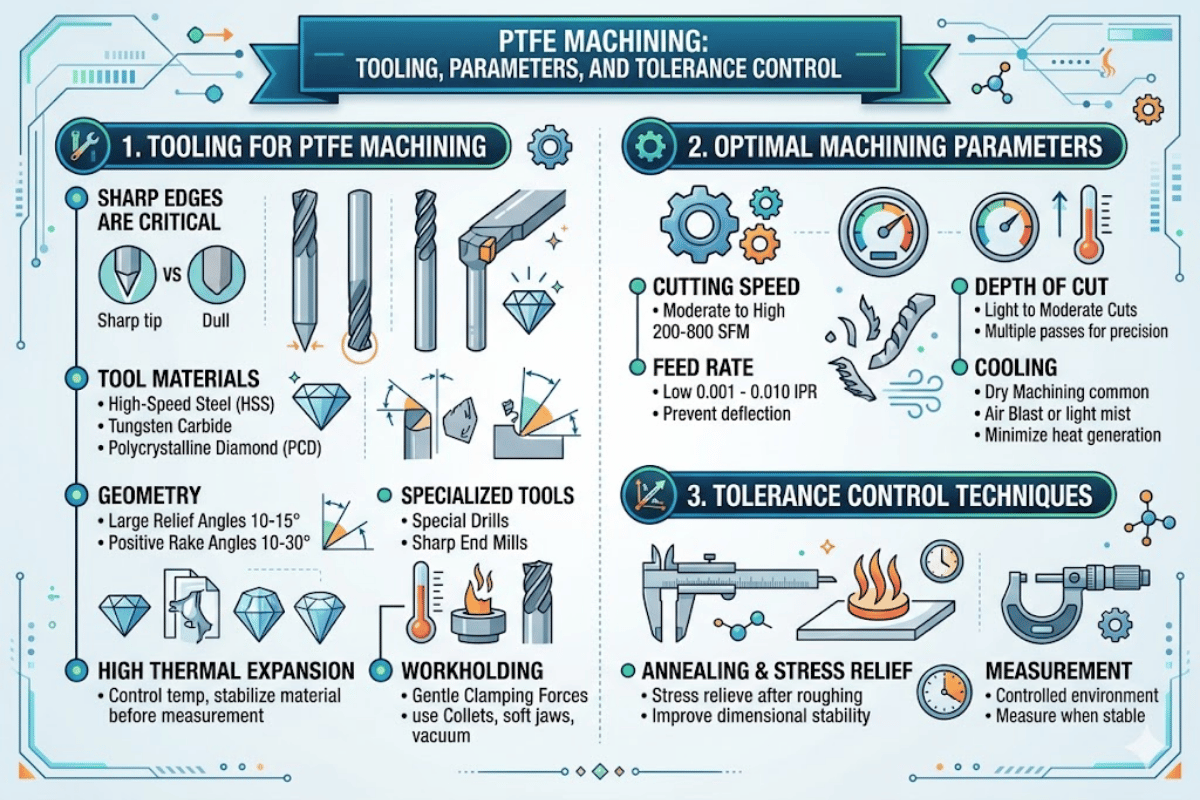
Während das Material empfindlicher auf Werkzeuge reagiert als die meisten technischen Kunststoffe, schert extreme Dumpfheit das PTFE nicht sauber; Vielmehr “abradet es, ”kalt fließt” das Material nach vorne und verursacht eine Wärmebildung, die die Maßgenauigkeit und Oberflächenbeschaffenheit beeinträchtigt. Bei der praktischen Bearbeitung von PTFE gibt es drei Ebenen der Werkzeugbearbeitung:
| Werkzeugmaterial | Rechenwinkel | Am besten für | Begrenzung |
|---|---|---|---|
| HSS (Hochgeschwindigkeitsstahl) | +10° bis +18° | Prototypen mit geringem Volumen lassen sich leicht auf die Rasierkante aufschärfen | Wird bei langen Produktionsläufen schneller getragen |
| Unbeschichtetes Carbid | +8° bis +15° | Produktionsdrehen und Fräsen, gleichmäßige Kantenretention | Vermeiden Sie beschichtetes Karbid (Beschichtung erzeugt Widerstand auf weichem PTFE) |
| PCD (polykristalliner Diamant) | +12° bis +18° | Gefüllte PTFE-Sorten (glasgefüllt), gefüllte Füllstoffe sind stark abrasiv | Höhere Werkzeugkosten; nur für Schleifqualitäten gerechtfertigt |
Positive Spanwinkel sind weniger widerstandsfähig gegen Schneiden und unterstützen das Werkzeug beim Scheren statt beim Drücken des Materials. Ingenieure berichten häufig von Problemen bei der Wiederverwendung beschichteter Hartmetalleinsätze bei der Bearbeitung von Metallen. Die beschichtete Oberfläche ist zehnmal widerstandsfähiger gegen Reibung als der ohnehin niedrige Koeffizient von Teflon, was zu Materialansammlungen am Rand und einer schlechten Spanabfuhr führt.
Bei einigen der fortgeschritteneren Anwendungen von HSS-Werkzeugen auf PTFE kann eine extrem scharfe hochpolierte Schneide erhalten werden, indem das Werkzeug auf einem Oberflächenschleifer geschliffen und dann der Grat mit einem gehärteten Bohrstab aufgerollt wird Mit dieser Methode kann eine bessere Oberflächenbeschaffenheit erreicht werden.
PTFE ist ein Thermoplast; Es handelt sich um einen Wärmeisolator - die Wärme, die durch Reibung erzeugt wird, während das Schneiden an der Schnittstelle zwischen Werkzeug und Werkstück verbleibt, anstatt in das Rohlingmaterial zu leiten (zu fließen). Dies bezieht sich auf die Tatsache, dass bei Verwendung falscher Geschwindigkeiten und Vorschübe das Material an der Schnittzone weicher wird, gummiert und eine dimensionale Schwellung aufweist. Die folgenden Werte stammen aus verschiedenen Fertigungsführungen verschiedener Branchen und Maschinenschlosserfahrungen und umfassen mehrere Spannweiten über tolerierbare und produktive Entfernungsraten:
| Operation | Oberflächengeschwindigkeit | Futterrate | Schnitttiefe | Kühlmittel |
|---|---|---|---|---|
| CNC-Drehen (Rauh) | 200 500 fpm (60 – 150 m/min) | 0,005 –010 ipr (0,13 – 0,25 mm/Rev) | 0,020 0,060 Zoll (0,5 1,5 mm) | Luftstoß oder trocken |
| CNC-Drehen (Abschließen) | 400 800 fpm (120 240 m/min) | 0,001 –004 ipr (0,025 – 0,10 mm/rev) | 0,002 0,010 Zoll (0,05 – 0,25 mm) | Luftstoß oder Sprühnebel |
| CNC-Fräsen | 200 500 fpm (60 – 150 m/min) | 0,003 –008 ipt (0,08 –0,20 mm/Zahn) | 0,020 0,080 Zoll (0,5 2,0 mm) | Luftstoß; Steigfräsen bevorzugt |
| Bohren | 60 1.000 (Loch 15 mm); 400 600 Drehzahlen (Loch > 15 mm) | 0,005 –009 ipr (0,13 – 0,23 mm/Rev) | Peckbohrungen für Tiefen > 2 × Durchmesser | Luft - und Sprühnebel |
In den meisten Fällen sind höhere Vorschubraten besser als höhere Spindelgeschwindigkeiten: Dickere Späne transportieren die Wärme von der Arbeit weg in den Spalt statt in das Teil. Eine geringere Anzahl von Schnitten pro Zoll resultiert aus höheren Vorschüssen, was zu einer geringeren Anzahl von Wärmezyklen führt, die von der Oberflächenschicht des Werkstücks erfahren werden.
PTFE benötigt kein Kühlmittel bei Oberflächengeschwindigkeiten unter 500 fpm. Oberhalb von 500 fpm sollte zur Temperaturkontrolle ein leichter Nebel aus nichtaromatischem, wasserlöslichem Kühlmittel oder Druckluft verwendet werden. Vermeiden Sie Kühlmittel auf Erdölbasis an Teilen, die für Lebensmittelkontakt-, medizinische oder Halbleiteranwendungen bestimmt sind. Restkohlenwasserstoffe können die fertige Oberfläche verunreinigen und die chemische Inertheit beeinträchtigen.
Maßtoleranzen sind primäre Herausforderung bei der PTFE-Bearbeitung Bearbeitete PTFE-Teile tragen interne Restspannungen aus dem Schneidprozess selbst und diese Spannungen lösen sich über Stunden, wobei das Teil nach dem Verlassen der Maschine stark verzogen wird. Toleranzen von ±0,13 mm (±0,005 in) sind ohne spezielle spezielle Behandlung erreichbar. Stärkere Toleranzen bis ±0,0,25 mm (±0,001 in) erfordern ein diszipliniertes Anne-Protokoll zwischen den Bearbeitungsvorgängen, wie in dokumentiert ASTM D3297 (Praxis für Form- und Bearbeitungstoleranzen für PTFE-Harzteile).
Technische Anmerkung: Mehrstufiges Annealing-Protokoll
Der Goldstandard für Präzisions-PTFE-Komponenten folgt einem Drei-Pass-Ansatz:
Referenzbereich Glühtemperatur: 260 °C für maximalen Spannungsabbau (gemäß Eng-Tips Engineering Forum Daten und Boedeker Fertigungsrichtlinien) Die niedrigeren Temperaturen darüber sind für den mittleren Spannungsabbau zwischen Schnitten.
Die Glühsequenz ist ebenso wichtig wie die Glühtemperatur. Ein häufiger Fehler besteht darin, sich erst nach der Endbearbeitung zu annen. Dann haben die Eigenspannungen durch das Vorpressen bereits zu irreversiblen Verzerrungen geführt. Durch das erneute Glühen vor dem Feinbearbeitungsprozess und nicht nur am Ende werden werkzeugbedingte Spannungen im restgespannten Kunststoff abgebaut und die Dimensionsstabilität des Sets verringert.
Ebenso wichtig für die Genauigkeit der Dimensionsmessung ist jedoch...die Kontrolle der Temperatur während der Messung, da Sie häufig eine Dimensionsabweichung innerhalb einer bestimmten Toleranz durch Änderung der Messtemperatur erhalten können. Da PTFE bei einer Temperatur nahe 19 20 °C einen Kristallphasenübergang aufweist, wird festgestellt, dass ein Teil, der bei 18 °C gemessen und bei 22 °C erneut gemessen wird, eine Dimensionsabweichung aufweist, die oft größer als die zulässige Toleranz ist Alle abschließenden Qualitätskontrollinspektionen sollten in einer gemäßigten kontrollierten Umgebung durchgeführt werden, die entweder auf der Standardtest-Umgebungstemperatur von 20 °C oder einer Umgebung, die den erwarteten Betriebsbedingungen entspricht, gehalten wird.
Lassen Sie PTFE-Lager mindestens 24 Stunden lang vor der Bearbeitung mit der Umgebung in Ihrem Geschäft ins Gleichgewicht kommen. Da PTFE ein sehr schlechter Wärmeleiter ist, kann es Stunden dauern, bis sich die Innentemperaturen mit der Außenkühlgeschwindigkeit angleichen, nachdem das Lager aus den Lagerregalen, einem LKW-Bett oder einem geschlossenen Lager gezogen wurde.
PTFE produziert weiche, fadenförmige Grate, die herkömmliches Entgraten ermöglichen Im Gegensatz zu Metallgraten, die sauber abbrechen, verformen sich PTFE-Grate unter Druck und bilden sich nach dem Entfernen neu Manuelles Schaben mit einer scharfen Klinge entfernt sie vorübergehend, aber die Grate tauchen oft wieder auf, wenn sich das Material entspannt und ein Verhalten auftritt, das Maschinisten beim ersten Arbeiten mit dem Material abhält.
Die kryogene Entgratung ist die zuverlässigste Methode für PTFE-Teile, Teile werden mit flüssigem Stickstoff oder CO2 auf ca. -70 °C bis -100 °C abgekühlt, wodurch die normalerweise biegsamen PTFE-Gräber spröde genug werden, um sauber abzutauchen oder abzusprengen Dieser Ansatz ist Standard für die großvolumige PTFE-Dichtungs - und - Dichtungsherstellung in der Luft - und Raumfahrtindustrie.
Oberflächenveredelungen von 0.41,6 µm sind auf Neu-PTFE mit scharfem Karbid oder PCD-Werkzeug bei Endgeschwindigkeit (400 –800 fpm) erreichbar. Gefüllte Qualitäten führen aufgrund des Auszugs von Füllpartikeln zu raueren Oberflächen. Ra 1.6.2 µm auf glasgefülltem PTFE ohne Polieren nach dem Bearbeiten.

Es gibt Polymermaterial, das für bearbeitete Teile angenehmer ist: PEEK und Acetal, die als Delrin verkauft werden, stellen gute Komparatoren her. Die Wahl des geeigneteren bearbeitbaren Kunststoffs erfordert ein kritisches Wiegen von Eigenschaften wie chemischer Beständigkeit, Dimensionsstabilität, Temperaturbereich, Reibung und Bearbeitbarkeit.
| Eigentum | PTFE | GUCK | Delrin (Acetal) |
|---|---|---|---|
| CTE (× 10 -6/°C) | 100 200 | 47 –54 | 85 110 |
| Zugfestigkeit | 25 MPa | 100 MPa | 70 MPa |
| Maximale Service-Temp | 260 °C | 250 °C | 100 °C |
| Chemische Beständigkeit | Inert gegenüber fast allen Chemikalien | Gut (nicht HNO3 oder H2SO4 konzentriert) | Mäßig (empfindlich gegenüber starken Säuren) |
| Reibungskoeffizient | 0,05 10 | 0,35 45 | 0,20 35 |
| Bearbeitbarkeit | Erfordert Glühen für enge Toleranzen; weich, verformt sich unter Klemmung | Maschinen gut; hält Abmessungen unter Last | Einfachste der drei; stabile, vorhersehbare Chipbildung |
| Kriecherwiderstand | Schlechte Ströme unter anhaltender Belastung | Ausgezeichnet | Gut |
Wählen Sie PTFE wann
Betrachten Sie stattdessen PEEK oder Delrin, wenn
Für Anwendungen, bei denen sowohl geringe Reibung als auch hohe Dimensionsstabilität gewünscht sind, kann die Einbeziehung gefüllter PTFE-Qualitäten (glasgefüllt oder kohlenstoffgefüllt) als kostengünstiger Kompromiss funktionieren gem Technische Forschung der NASA, 6, gefüllte PTFE-Verbundwerkstoffe können den Wärmeausdehnungskoeffizienten um den Faktor bis zu 6 ̄NF im Wärmeausdehnungskoeffizienten gegenüber reinem PTFE verringern, wobei sie in der Dimensionsstabilität nahe an Aluminium herankommen und gleichzeitig einen Großteil der ursprünglichen PTFE-Eigenschaften beibehalten.
Teile für die Konstruktion zu entwerfen bedeutet, die besonderen Eigenschaften des Materials im Voraus zu akzeptieren, anstatt sie auf dem Werkstattboden zu entdecken. Der folgende Rat bezieht sich auf neue und gefüllte PTFE-Qualitäten, die aus Standardformen, PTFE-Bearbeitung, Blech, Rohr und geformten Rohlingen bearbeitet werden.
Für Projekte, die Präzision erfordern PTFE CNC-Bearbeitung, Durch die frühzeitige gemeinsame Nutzung kann das Bearbeitungsteam vor Produktionsbeginn auf Toleranz- oder Bedenken hinweisen und so die Nacharbeit Ihrer Konstruktionsdatei verhindern, was sowohl die Vorlaufzeit als auch die Vorlaufzeit erhöht.
Benötigen Sie Präzisions-PTFE-Teile?
Le-Creator fertigt maßgeschneiderte PTFE-Komponenten mit unserem eigenen Glühen und Qualitätskontrolle. Senden Sie Ihre Designdatei für eine kostenlose technische Bewertung.
Dieser Leitfaden synthetisiert PTFE-Bearbeitungsdaten aus der NIST-Messforschung, ASTM-Toleranzstandards, von Experten begutachteten Bearbeitungsstudien und dokumentierten Maschinistenerfahrungen in mehreren Branchenforen. Le-Creator produziert in seinem Werk in Shenzhen Präzisionsteile mit PTFE-Bearbeitung und bedient medizinische, Halbleiter- und Industriekunden. Wenn Daten aus unserer Produktionserfahrung stammen, werden sie als solche identifiziert. Wenn Werte branchenweite Bereiche darstellen, werden die Quellen inline zitiert.









