


Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
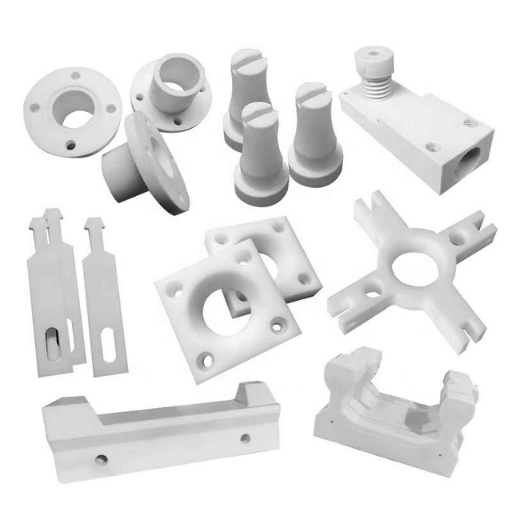
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


Una guida pratica per lavorare il PTFE: dalla selezione degli utensili alla tolleranza finale
| Nome chimico completo | Politetrafluoroetilene (PTFE) Nome commerciale TEFlon DuPont: |
| Densità | 2,13,19 g/cm³ |
| Punto di fusione | 327 °C (621 °F) |
| Temp. di servizio continuo massimo | 260 °C (500 °F) |
| Coefficiente di attrito | 0,050,10 (il più basso di qualsiasi polimero solido) |
| Coefficiente di espansione termica | 1000×1006/°C (circa 10× superiore all'acciaio) |
| Tolleranza di lavorazione ottenibile | ±0,025 mm (±0,001 pollici) con ricottura; ±0,13 mm (±0,005 pollici) senza |
| Processi di lavorazione comuni | Tornitura CNC, fresatura CNC, foratura, segatura |
Il PTFE occupa una classe a sé stante Il composto che riveste superfici antiaderenti e fornisce la tenuta per reattori chimici non si comporta come qualsiasi altra plastica una volta introdotta in un utensile da taglio Il suo coefficiente di dilatazione termica è di circa un ordine di grandezza superiore a quello dell'acciaio Si insinua sotto carico sostenuto, e subisce un cambiamento di fase cristallino vicino alla temperatura ambiente in grado di spostare le sue dimensioni di diversi punti percentuali in una stretta finestra di 3 °F.
Nessuna di queste proprietà è una barriera insormontabile al materiale, i prodotti come valvole, boccole e manopole personalizzate vengono prodotti quotidianamente in PTFE. Tuttavia, l'approccio plastico standard genera una quantità significativa di rottami. Questa guida copre l'utensile, le velocità di avanzamento, i cicli di ricottura e la metrologia necessari per produrre parti a tolleranza stretta da un materiale che resiste alla stabilità dimensionale in ogni fase.
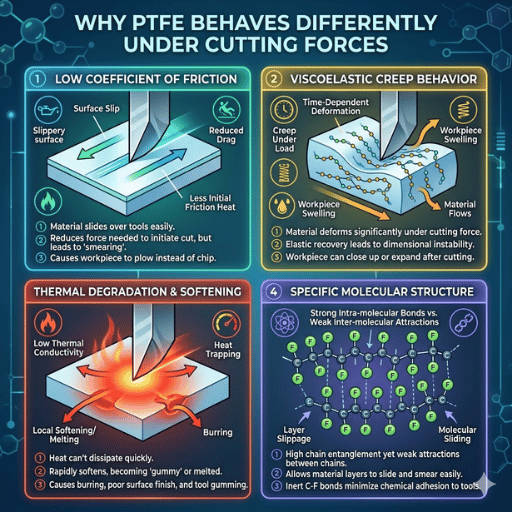
Il politetrafluoroetilene (PTFE) è un fluoropolimero semicristallino con una struttura portante completamente fluorurata “back-boned” sul carbonio. La chimica conferisce al PTFE un coefficiente di attrito estremamente basso (0,05-0,10, secondo il Manuale delle proprietà del PTFE DuPont Teflon), resistenza chimica e prestazioni stabili ad alte temperature fino a 260 °C. Queste proprietà uniche creano anche tre caratteristiche che influenzano direttamente qualsiasi operazione di lavorazione:
Innanzitutto, l'espansione termica Secondo i dati compilati da Plastiche Professionali, il coefficiente di PT scende tra 100 e 200 × 1 6/°C 0 di acciaio al carbonio 10 volte quello di un componente in PTFE lavorato a 22 °C crescerà in modo misurabile se l'officina si riscalda a 28 °C nel pomeriggio.
In secondo luogo, c'è una transizione cristallina vicino a 19 (circa 66 °C). Ricerca sull'espansione termica del NIST documenta una transizione cristallina del primo ordine in questa fascia di temperatura ristretta, producendo un salto dimensionale sproporzionato. In pratica, le parti all'interno della tolleranza durante i turni serali spesso misurano fuori specifica al mattino quando le temperature del negozio superano questa soglia.
Nota ingegneristica: confronto dell'espansione termica
| Materiale | CTE (× 10 -6/°C) | Relativo al PTFE |
|---|---|---|
| PTFE (vergine) | 100200 | Baseline |
| SBIRCIARE | 4754 | ~0,4× |
| Delrin (Acetale) | 8510 | ~0,7× |
| Alluminio 6061 | 23.6 | ~0,2× |
| Acciaio al carbonio | 1012 | ~0,08× |
Fonti: database delle proprietà termiche delle materie plastiche professionali; Dati di misurazione NIST
Terzo, il PTFE deflettere permanentemente sotto sforzo meccanico sostenuto ("redly stress") una proprietà di ("creep") del flusso di ("creep") chiamata creep ("creep"), il blocco troppo stretto di un PTFE non fa scattare indietro nel modo in cui un metallo cederebbe, e la parte va fuori tolleranza nel momento in cui lo si rilascia Lavorando ai vincoli del materiale piuttosto che combatterli distingue la lavorazione produttiva del PTFE dai rottami.
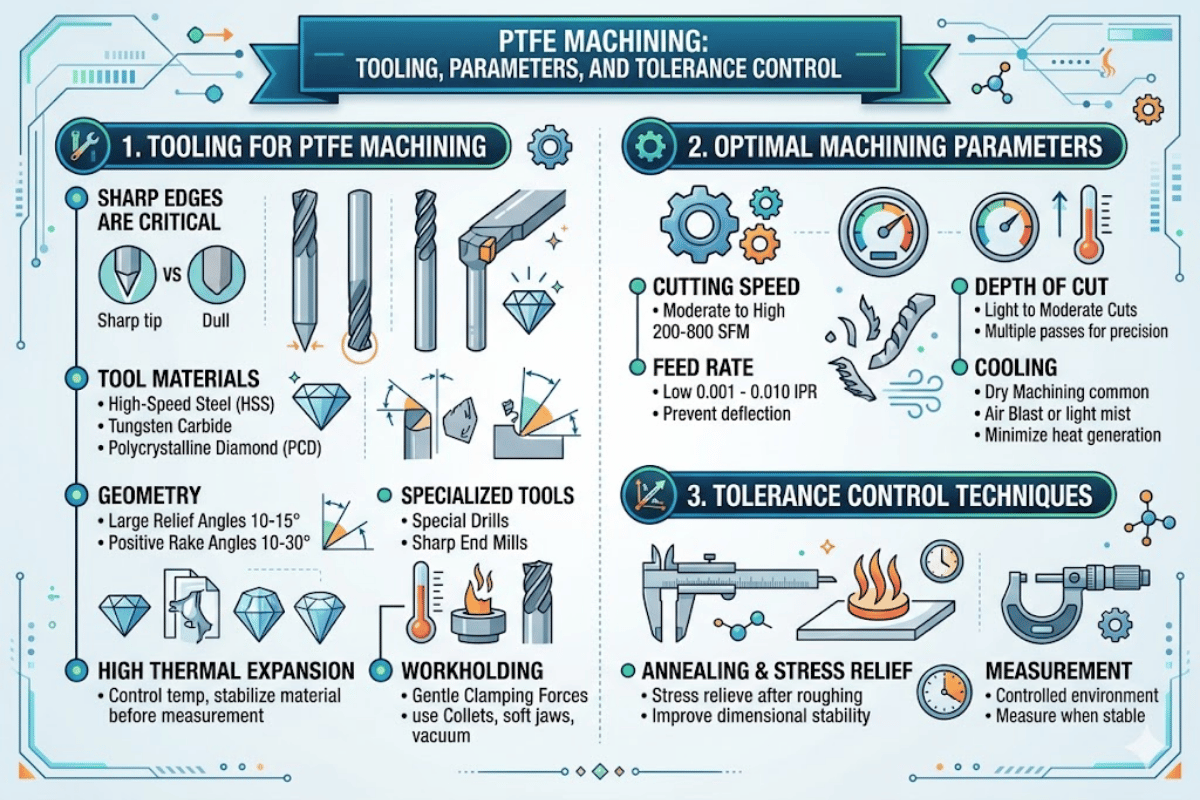
Mentre il materiale è più sensibile all'utensileria rispetto alla maggior parte delle plastiche ingegneristiche, l'estrema ottusità non taglia il PTFE pulito; piuttosto, abrade, il freddo che scorre in avanti del materiale e provoca un accumulo di calore che sminuisce la precisione dimensionale e la finitura superficiale. Ci sono tre livelli di utensili nella lavorazione pratica del PTFE:
| Materiale dell'utensile | Angolo rastrello | Migliore Per | Limitazione |
|---|---|---|---|
| HSS (acciaio ad alta velocità) | Da +10° a +18° | Basso volume, prototipi facili da riaffilare al bordo del rasoio | Indossa più velocemente le lunghe corse di produzione |
| Carburo non rivestito | Da +8° a +15° | Tornitura e fresatura di produzione Ritenzione costante dei bordi | Evitare il carburo rivestito (il rivestimento crea resistenza sul morbido PTFE) |
| PCD (diamante policristallino) | Da +12° a +18° | I riempitivi PTFE riempiti (riempiti di vetro, riempiti di carbonio) sono altamente abrasivi | Costo utensile più elevato; giustificato solo per gradi abrasivi |
Gli angoli di spoglia positivi sono meno resistenti al taglio e aiutano l'utensile a tagliare piuttosto che spingere il materiale Gli ingegneri spesso segnalano problemi con l'uso re degli inserti in carburo rivestito dalla lavorazione dei metalli. La superficie rivestita è dieci volte più resistente all'attrito rispetto al già basso coefficiente di Teflon, portando alla formazione di materiale sul bordo e alla scarsa evacuazione del truciolo.
In alcuni degli usi più avanzati di utensili HSS su PTFE, un tagliente estremamente affilato lucidato alto può essere ottenuto macinando l'utensile su una smerigliatrice di superficie e quindi arrotolando la bava con un'asta di perforazione indurita. Con questo metodo è possibile ottenere una migliore finitura superficiale.
Il PTFE è un materiale termoplastico; è un isolante termico - il calore generato dall'attrito durante il taglio rimane all'interfaccia utensile-pezzo, piuttosto che condurre (scorrere) nel materiale grezzo Questo si riferisce al fatto che quando vengono utilizzate velocità e alimentazioni improprie, il materiale nella zona di taglio si ammorbidirà, si gommerà e avrà un rigonfiamento dimensionale I seguenti valori, tratti da varie guide di fabbricazione fornite da diversi settori ed esperienza di macchinisti, sono diversi intervalli attraverso tassi di rimozione tollerabili e produttivi:
| Operazione | Velocità Superficiale | Alimentazione Tasso | Profondità di taglio | Raffreddamento |
|---|---|---|---|---|
| CNC Tornitura (rugosità) | 200 (500 fpm 150 m/min) | 0,0050,010 ipr (0,130,25 mm/riv) | 0,02000 (0,060 (0,05,5 mm) | Esplosione d'aria o secco |
| Tornitura CNC (finitura) | 400 (1200 fpm) 400 (800 fpm) | 0.0.10.004 ipr (0,0250.10 mm/rev) | 0,0020,010 in (0,050,25 mm) | Esplosione d'aria o nebbia di spruzzo |
| Fresatura CNC | 200 (500 fpm 150 m/min) | 0,0030,008 ipt (0,080,20 mm/aoth) | 0,02000 (0,080 (0,052,0 mm) | Scoppio d'aria; preferibile la fresatura in salita |
| Foratura | 60 RPM 1.000 (foro ≤ 15 mm); 400 (foro 600 RPM > 15 mm) | 0,00050,009 ipr (0,130,23 mm/riv) | Perforazione Peck per profondità > 2× diametro | Nebbie di aria e spruzzo |
Nella maggior parte dei casi, velocità di alimentazione più elevate sono migliori rispetto a velocità del mandrino più elevate: trucioli più spessi trasportano il calore lontano dal lavoro nel ciuffo invece che nella parte Un numero inferiore di tagli per pollice deriva da un'alimentazione più elevata, con conseguente minor numero di cicli termici sperimentati dallo strato superficiale del lavoro.
Il PTFE non richiede refrigerante di inondazione a velocità superficiali inferiori a 500 fpm Al di sopra di 500 fpm, per il controllo della temperatura deve essere utilizzata una leggera nebbia di refrigerante non aromatico, idrosolubile o aria compressa Evitare refrigeranti a base di petrolio su parti destinate ad applicazioni a contatto con alimenti, mediche o semiconduttori Gli idrocarburi residui possono contaminare la superficie finita e compromettere l'inerzia chimica.
Le tolleranze dimensionali sono la sfida principale nella lavorazione PTFE Le parti lavorate in PTFE trasportano le tensioni interne residue dal processo di taglio stesso e quelle sollecitazioni si rilasciano nell'arco di ore, deformando bene la parte dopo che lascia la macchina Tolleranze di ±0,13 mm (±0,005 in) sono ottenibili senza trattamento speciale Tolleranze più strette fino a ±0,0 mm (±0,001 in) richiedono un protocollo disciplinato e non funzionante tra le operazioni di lavorazione, come documentato in ASTM D3297 (Pratica per lo stampaggio e la lavorazione delle tolleranze per le parti in resina PTFE).
Nota ingegneristica: protocollo di ricottura multistadio
Il gold standard per i componenti di precisione in PTFE segue un approccio a tre passaggi:
Intervallo di temperatura di ricottura: 260 intervallo di riferimento per la massima riduzione dello stress (secondo Eng-Tips engineering forum e Boedeker fabrication guidelines). Le temperature più basse di cui sopra sono per la riduzione dello stress intermedio tra i tagli.
La sequenza di ricottura conta tanto quanto la temperatura di ricottura Un errore comune è quello di ricottura solo dopo la lavorazione finale. Quindi, le tensioni residue derivanti dalla sgrossatura hanno già causato una distorsione irreversibile. La ricottura prima del processo di lavorazione fine, piuttosto che solo alla fine, allevia la tensione indotta dall'utensile nella plastica sollecitata residualmente e la stabilità dimensionale dei ‘set’.
Eppure altrettanto importante nella precisione della misurazione è...il controllo della temperatura durante la misurazione, poiché spesso è possibile ottenere una deviazione dimensionale entro una tolleranza specificata modificando la temperatura di misurazione Poiché il PTFE ha una transizione di fase cristallina della temperatura vicino a 1920 °C, una parte misurata a 18 °C e rimisurata a 22 °C risulterebbe avere una deviazione dimensionale spesso maggiore della tolleranza consentita Tutte le ispezioni finali di controllo qualità dovrebbero essere eseguite in un ambiente temperato controllato mantenuto alla temperatura ambientale di prova standard di 20 °C o che corrisponde alle condizioni di servizio previste.
Consentire alle scorte di PTFE di equilibrarsi con l'ambiente nel negozio per almeno 24 ore prima della lavorazione Poiché il PTFE è un conduttore termico molto scarso, le temperature interne potrebbero richiedere ore per equalizzarsi con la velocità di raffreddamento esterna dopo che le scorte sono state estratte dagli scaffali di stoccaggio, da un pianale di camion o da un magazzino chiuso.
Il PTFE produce frese morbide e filanti che resistono alla sbavatura convenzionale, a differenza delle frese metalliche che si staccano in modo pulito, le frese in PTFE si deformano sotto pressione e si riformano dopo la rimozione La raschiatura manuale con una lama affilata le rimuove temporaneamente, ma le frese spesso riappaiono quando il materiale rilassa un comportamento che cattura la protezione della macchina quando lavorano per la prima volta con il materiale.
La sbavatura criogenica è il metodo più affidabile per le parti in PTFE Le parti vengono raffreddate a circa -70 °C -100 °C utilizzando azoto liquido o CO2, rendendo le sbavature in PTFE normalmente flessibili abbastanza fragili da cadere o esplodere in modo pulito Questo approccio è standard per la produzione di guarnizioni e guarnizioni in PTFE ad alto volume nell'industria aerospaziale.
Le finiture superficiali Ra 0,4D sono 1 µm ottenibili su PTFE vergine con carburo affilato o PC PC PC a velocità di finitura (400.800 fpm) I gradi riempiti tendono a produrre finiture più ruvide a causa del prelievo di particelle di riempimento 1.6. 2 µm su PTFE riempito di vetro senza lucidatura post-lavorazione.

Esiste un materiale polimerico più gradevole per le parti lavorate: PEEK e Acetal, venduti come Delrin, sono buoni comparatori. La scelta della plastica lavorabile più appropriata comporta una pesatura critica di proprietà quali resistenza chimica, stabilità dimensionale, intervallo di temperatura, attrito e lavorabilità.
| Proprietà | PTFE | SBIRCIARE | Delrin (Acetale) |
|---|---|---|---|
| CTE (× 10 -6/°C) | 100200 | 4754 | 8510 |
| Resistenza alla trazione | 25 MPa | 100 MPa | 70 MPa |
| Temp. servizio massimo | 260°C | 250°C | 100°C |
| Resistenza chimica | Inerte a quasi tutte le sostanze chimiche | Buono (non HNO3 o H2SO4 concentrato) | Moderato (sensibile agli acidi forti) |
| Coefficiente di attrito | 0,050,10 | 0,35555 | 0,20,35 |
| Macchinabilità | Richiede la ricottura per tolleranze strette; morbido, si deforma sotto il bloccaggio | Macchine bene; tiene le dimensioni sotto carico | Più facile dei tre; formazione di chip stabile e prevedibile |
| Resistenza allo scorrimento viscoso | Scarso freddo scorre sotto carico sostenuto | Eccellente | Bene |
Scegli PTFE quando
Considera invece PEEK o Delrin quando
Per le applicazioni in cui si desidera sia un basso attrito che un'elevata stabilità dimensionale, i gradi di PTFE riempiti (riempiti di vetro o riempiti di carbonio) possono funzionare come un compromesso economico. Secondo Ricerca tecnica della NASA, i compositi di PTFE riempiti possono ridurre il coefficiente di dilatazione termica di un fattore fino a 6× nel coefficiente di dilatazione termica rispetto al PTFE vergine, avvicinandosi all'alluminio in stabilità dimensionale pur mantenendo gran parte delle proprietà originali del PTFE.
Progettare parti per la lavorazione significa accettare in anticipo le particolari caratteristiche del materiale piuttosto che scoprirle in officina. I seguenti consigli si riferiscono ai gradi PTFE vergini e riempiti lavorati con forme di stock PTFE, barre, fogli, tubi e pezzi grezzi stampati.
Per progetti che richiedono precisione Lavorazione CNC PTFE, la condivisione anticipata del file di progettazione consente al team di lavorazione di segnalare problemi di tolleranza o di regolazione prima che inizi la produzione, impedendo costi e tempi di consegna.
Hai bisogno di parti in PTFE di precisione?
Le-Creator produce componenti PTFE personalizzati con la nostra ricottura e controllo qualità. Invia il tuo file di progettazione per una valutazione ingegneristica gratuita.
Questa guida sintetizza i dati di lavorazione del PTFE provenienti dalla ricerca di misura del NIST, dagli standard di tolleranza ASTM, dagli studi di lavorazione sottoposti a revisione paritaria e dall'esperienza documentata dei macchinisti in diversi forum di settore Le-Creator produce pezzi lavorati in PTFE di precisione presso il suo stabilimento di Shenzhen, servendo clienti medici, semiconduttori e industriali. Laddove i dati provengono dalla nostra esperienza di produzione, sono identificati come tali. Laddove i valori rappresentano intervalli a livello di settore, le fonti sono citate in linea.









