


Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.


Usinagem CNC POM: um guia prático para usinar peças Delrin e Acetal
Se você estiver mexendo com peças plásticas de precisão, você terá encontrado os lendários nomes POM conhecidos por alguns de seus nomes de comércio delrin, Celcon apenas batido pelo nome acetal original De mecanismos de caneta de insulina para partes do sistema de combustível de um carro, este termoplástico de engenharia é ubíquo por uma razão 'ele máquinas para limpar padrões, é extremamente preciso e resiliente ao desgaste de uma forma que poucos outros plásticos podem afirmar ser.
No entanto, simplesmente jogando estoque em um Usinagem CNC POM centro não levará a resultados de primeira linha São os detalhes da seleção de grau, parâmetros de corte, gerenciamento de calor e comportamento dimensional após usinagem que determinam se seus componentes acabados fazem o grau se tornar um desperdício.
Este folheto resume nossa experiência de usinagem de milhares de peças pom em usos médicos, automotivos e eletrônicos: selecionando o grau certo, calculando as alimentações e velocidades, tolerâncias alcançáveis e quando a usinagem CNC supera a moldagem por injeção no seu caso.
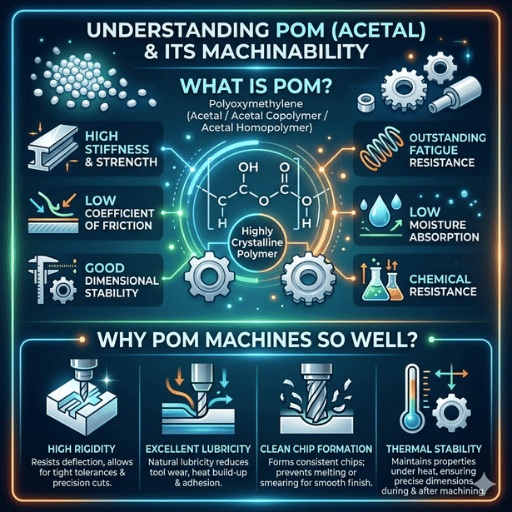
POM, bem polioximetileno, é um termoplástico de engenharia semi cristalino, também conhecido como acetal ou pelo nome comercial Delrin da DuPont. Muitas vezes conhecido como poliacetal na literatura técnica mais antiga, mas está relacionado à mesma família de plásticos de engenharia de alto desempenho que Nylon e PBT, mas tem alguns recursos melhores para usinagem CNC.
O material original foi patenteado e adotado comercialmente pela DuPont em 1960 sob o nome de homopolímero Delrin A Celanese posteriormente adicionou uma produção de copolímero à linha como Celcon. A POM ainda é um dos plásticos mais usinados do mundo, com consumo global superior a três milhões de toneladas métricas por ano com base em dados de pesquisas de mercado.
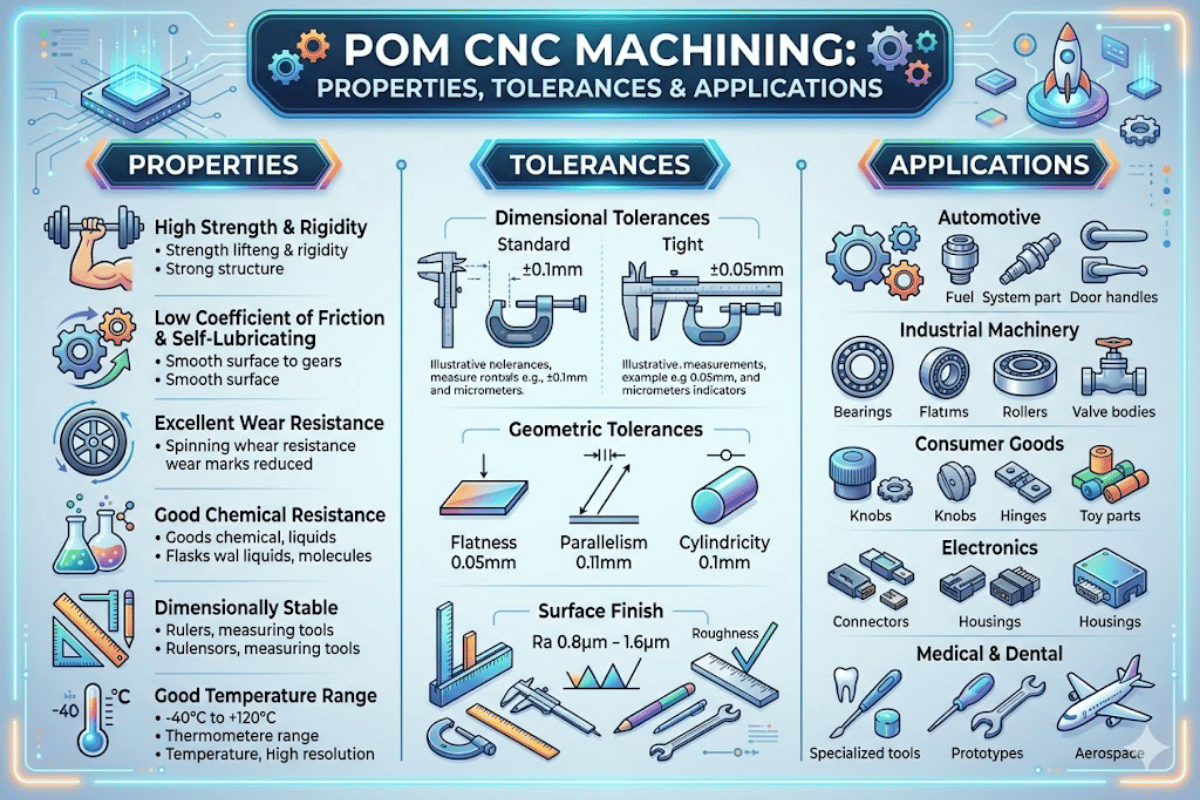
O que torna o POM tão amado é sua combinação única de propriedades: alta rigidez torna o POM resistente à deflexão pelas forças de corte O baixo atrito torna a formação de um chip sem soldagem, e excelente estabilidade dimensional mantém o tamanho do componente próximo às suas dimensões de programação, uma vez que o cortador tenha saído.
Sua cristalinidade extrema; entre 75 e 85 por cento resulta em uma formação cristalina, em vez de goma e lascas fibrosas; em oposição aos plásticos amorfos.
Conforme o ASTM D6100-17 especificação a forma POM também precisa satisfazer especificações para: Resistência à tração Alongamento na ruptura Módulo de tração Módulo de flexão Impacto Izod Porosidade De acordo com essas especificações engenheiros agora têm uma linha de base padronizada para qualificação de material em aplicações de usinagem CNC de precisão.
Nem todo POM é criado igual, Os dois principais graus, pom-h (homopolímero) e POM-C (copolímero) estão perto o suficiente em desempenho que selecionar o errado significará falha mecânica em serviço POM-H, disponível como uma marca delrin tem cerca de 15 por cento maior resistência à tração e rigidez POM-C, conhecido como Celcon ou Hostaform, sacrifica alguma resistência mecânica para maior resistência química e menor porosidade.
Dentro de nossa própria produção, o pom-h mantém tolerâncias mais apertadas em todas as peças de engrenagem e superfícies de rolamento onde a precisão dimensional sob carga é crítica Considerando que o POM-C mostra a vantagem óbvia em peças submetidas a linhas de água quente, produtos químicos de limpeza ou condições ligeiramente ácidas.
| Propriedade | POM-H (Homopolímero) | POM-C (copolímero) |
|---|---|---|
| Resistência à tração | 70 MPa | 61 MPa |
| Módulo Elástico | 4.623 MPa | 3.105 MPa |
| Alongamento no intervalo | 25% | 40 5% |
| Resistência Química (Faixa de pH) | pH 49 | pH 43 |
| Resistência à hidrólise | Até 60 °C | Até 85 °C |
| Porosidade Central | Mais alto (visível em hastes grossas) | Inferior (melhor para superfícies de vedação) |
| Resistência Creep | ~101TP3 T maior capacidade de carga | Padrão |
| Custo | Superior | Inferior (751TP3 T das vendas globais de POM) |
Nosso Quadro de Seleção de Notas
Além desses dois graus padrão, existem versões especiais do POM para determinados fins específicos POM-C GF25 (vidro 25% preenchido para maior rigidez), POM-ESD (antiestático para montagem eletrônica) e POM-LF (baixo atrito, enchimento de PTFE para rolamentos deslizantes).
Quando você cnc máquina pom então as propriedades mecânicas afetam diretamente como ele se comporta sob as forças de corte, quão bem ele mantém as dimensões, e quanto tempo as peças acabadas duram em serviço Aqui está uma comparação de POM com os outros plásticos mais amplamente especificados para peças de usinagem CNC de precisão.
| Propriedade | POM | Nylon 6/6 | ABS | ESPREITAR |
|---|---|---|---|---|
| Resistência à tração (MPa) | 6070 | 70 5 | 40 05 | 10010 |
| Módulo de Flexão (GPa) | 2.63,0 | 2.52.8 | 2.02.4 | 3.5.5. |
| Coeficiente de Fricção | 0,2000,35 | 0,3000,40 | 0,350 a partir de 0,50 | 0,35 0,45 |
| Absorção de Água (24h) | 0.20% | 1.21.5% | 0.20% | 0.10% |
| HDT a 1,8 MPa (°C) | 110136 | 65 00 | 8800 | 152160 |
| CTE (×10-6/K) | 110130 | 80 5 | 800. | 47 4 |
| Maquinabilidade | Excelente | Bom (chips fibrosos) | Bom | Bom (abrasivo) |
Por causa da combinação de baixo atrito, propriedades de auto-lubrificação e resistência ao desgaste do POM é peças ideais, como g; mecanismos de rolamento e deslizamento (slide) onde o nylon absorve o excesso de umidade e ABS não tem a vida de fadiga necessária Sua baixa absorção de água (0,201TP3 T comparado com nylon 1,2-1,51TP3 T) significa apenas alta estabilidade dimensional mesmo em um ambiente úmido É por isso que o POM é usado em peças de precisão que exigem ajuste constante em estações e climas variados.
Vale a pena notar: a expansão térmica do POM (110 significa um coeficiente de 30 × 6 -6/K) peça de trabalho de 100 mm POM a 20 C se expandiria em cerca de 0,13 mm a 30 C. Para requisitos de tolerância mais apertados do que 0,05 mm, isso afeta a necessidade de usinar e inspecionar em uma sala com temperatura controlada Testes realizados nos materiais POM por Materiais Avançados da Mitsubishi Chemical mostre que o respectivo copolímero e acetais mantêm a estabilidade dimensional dentro dos limites especificados (padrões ASTM).
POM bate ABS resistência à tração (600 MPa vs 40 MPa MPa), rigidez, e vida à fadiga ABS liga mais facilmente com adesivos e tinta aceita melhor Escolha POM quando o desempenho mecânico e desgaste matéria; escolha ABS quando acabamento cosmético ou ligação química é a prioridade.
POM é fácil de usar e um dos plásticos de engenharia mais simples de trabalhar com a máquina mas “simple” não significa “forgiving” Escolhas de parâmetros ruins causam fusão superficial, formação de cavacos de goma ou, no pior dos casos, decomposição térmica que libera gás formaldeído Aqui estão os parâmetros de usinagem que nossa equipe usa ao executar POM em centros de fresagem e torneamento CNC.
| Parâmetro | Faixa Recomendada | Notas |
|---|---|---|
| Velocidade Superfície | 150 m/min | Ferramentas de carboneto; comece em 200 m/min |
| Carga de lascas por dente | 0,050,15 mm/dente | Muito baixo → acúmulo de calor e derretimento |
| Profundidade de Corte (Aperto) | 1.003,0 mm | POM lida bem com cortes agressivos |
| Profundidade de Corte (Acabamento) | 0.20,5 mm | Passagens de luz para Ra ≤0,8µm |
| Contagem Flauta | 1 flautas preferidas | Melhor evacuação de chip do que 4-flauta |
| Parâmetro | Faixa Recomendada | Notas |
|---|---|---|
| Velocidade do fuso | 1.000 RPM | Ajuste com base no diâmetro |
| Taxa de alimentação | 0,10.30 mm/rev | Alimentos mais altos produzem chips mais limpos |
| Profundidade de Corte | 0.52,0 mm | Remova o material uniformemente de ambos os lados |
| Ferramenta Geometria | Ancinho 510, Alívio 11°, 15° | Ancinho positivo reduz forças de corte |
Use cortadores de metal duro afiados e polidos. Realize usinagem com ângulos de inclinação positivos. Use cortadores de aço rápido (HSS), pois serão suficientes para trabalhos de produção de baixo volume, mas use metal duro para melhor vida útil da ferramenta, acabamentos de superfície e desgaste da ferramenta.
Use fresas de topo de flauta única ou de duas flautas em vez de ferramentas de quatro flautas, elas limparão os cavacos de forma mais eficaz, pois os cavacos POM tendem a entupir os vales dos cortadores, refundindo:
Para o líquido refrigerante, o padrão aceito da indústria em girar POM é ar comprimido de alta pressão Isso vai quebrar os cavacos imediatamente, evita o acúmulo de calor na peça de trabalho e a unidade está seca Um refrigerante solúvel em água também é eficaz, mas o líquido refrigerante de inundação não é necessário devido à baixa ingestão de água de POM (0,201TP3 T).
Os refrigerantes à base de óleo também podem ser evitados, pois tendem a marcar a superfície.
O funcionamento do POM de POM a mais de aproximadamente 300 m de velocidade de superfície leva à fusão da superfície e chips de goma sem resfriamento e este é um problema encontrado em torno de 1⁄4 dos trabalhos POM terceirizados que recebemos para retrabalho O material superaquecido também emite gás formaldeído acima de 220 °C. Se você notar um cheiro áspero e pungente ao usinar, pare imediatamente e certifique-se de aumentar a extração.
As tolerâncias do POM são equivalentes a muitos metais e substancialmente melhores do que a maioria dos outros plásticos Padrão, nosso pom molarod tem 0,05 mm em recursos menores que 50 mm. As tolerâncias alcançáveis para ajustes de furo de precisão e peças correspondentes são de 0,02 mm usando alargamento de acabamento ou mandrilamento fino, combinadas com situações de máquina de controle de temperatura.
| Tipo de recurso | Tolerância Padrão | Tolerância Precisão |
|---|---|---|
| Dimensões lineares (<50 mm) | ±0,05mm | ±0,02mm |
| Dimensões lineares (500150 mm) | ±0,08mm | ±0,05mm |
| Diâmetros do furo | ±0,03mm | ±0,01mm |
| Planicidade (por 100 mm) | 0,10mm | 0,05mm |
| Rosca (M3M10) | 6H/6g | 5H/5g |
| Método de acabamento | Valor RA | Uso Típico |
|---|---|---|
| As-maquinado (padrão) | Ra 1.63,2 µm | Peças funcionais, superfícies sem contato |
| Usinado fino | Ra 0,8 µm | Superfícies de rolamento, contato deslizante |
| Polido | Ra 0,4 µm | Rostos de vedação, componentes médicos |
| Vapor polido | Ra 0,2 µm | Clareza óptica, superfícies cosméticas |
as peças Pom podem distorcer de 0,02 a 0,05 mm durante as 24-48 horas após a usinagem, à medida que as tensões internas relaxam. Para peças precisão POM dentro da tolerância de 0,03 mm, planeje um período de estabilização antes da inspeção final Algumas lojas têm sucesso aliviando o estresse recozendo os espaços em branco POM no forno a 160 °C por 1-2 horas antes da usinagem, uma etapa que recomendamos para todos os componentes com tolerâncias apertadas.
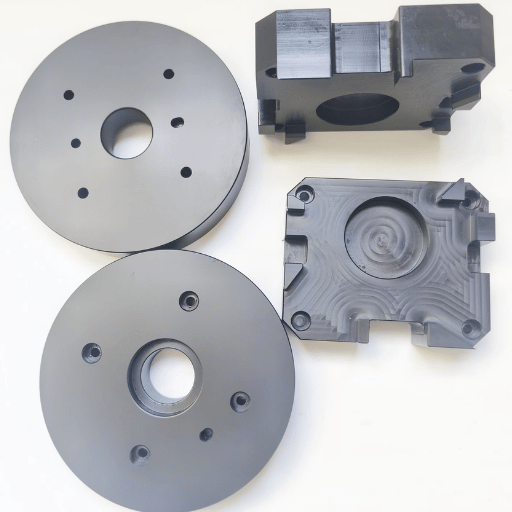
A mistura exclusiva de resistência mecânica, baixo atrito e resistência química da POM o torna adequado para a ampla gama de plásticos usados Componentes usinados CNC POM. Aqui estão as peças plásticas típicas de pom que usinamos com mais frequência: mecanismos de caneta de insulina para OEMs médicos, trilhos guia do transportador para processos de qualidade alimentar e caixas de conectores elétricos com desempenho de chama UL94 HB.
Engrenagens, componentes do regulador de janela de combustível, mecanismos de cinto de segurança e acessórios de acabamento interno usam P. Sua excelente resistência ao desgaste e vida à fadiga tornam-no ideal em aplicações onde essas peças veem centenas de milhares de ciclos sem lubrificação, economizando custos de manutenção significativos no processo.
Sistemas de administração de medicamentos (canetas de insulina, inaladores), alças de instrumentos cirúrgicos, invólucros de cartuchos de diagnóstico O POM de grau médico atende aos requisitos de FDA 21 CFR 177.2470 e foi incluído nos registros FDA Drug Master File e FDA Device Master File. Os testes ISO 10993 e os testes de biocompatibilidade USP Classe VI fornecem garantia adicional de seu uso seguro em contato com pacientes.
Correntes transportadoras, trilhos de guia, lâminas raspadoras e sedes de válvula O POM-C de qualidade alimentar adere ao existente Regulamentos da FDA para contato com alimentos as regras, juntamente com o Regulamento 10/201 da UE, que envolve o contacto direto com materiais alimentares, estão a tornar-se cada vez mais importantes para os componentes de exportação.
Conchas de conectores, caixas de interruptores, rolamentos de sopradores e isoladores de bitola fina Excelente estabilidade dimensional em uma ampla faixa de temperatura e umidade eliminam mudanças na colocação do pino do conector, enquanto sua baixa absorção de umidade reduz o inchaço que pode alterar as folgas elétricas.
Impulsionadores de bomba, seguidores de came, buchas POM personalizadas Esses plásticos são substitutos viáveis para o metal quando se pode esperar que a economia de peso, a resistência à corrosão, ou a operação sem lubrificação justifiquem as mudanças com 30% menos os custos das peças acabadas.
a moldagem por injeção é capaz de usinagem CNC POM, mas é mais adequada para atender aos perfis de projeto das necessidades de maior volume normalmente identificadas pelos clientes de moldagem por injeção Especificação de tolerância, volume de componentes, prazos de entrega e orçamento de peças são pesados uns contra os outros para tomar a decisão.
| Fator | Usinagem CNC | Moldagem Injeção |
|---|---|---|
| Custo inicial | Baixo (sem ferramentas) | $5000000T50T5T50+ (custo do molde) |
| Custo por peça (10 unidades) | $15$80 | Não viável (o custo do molde domina) |
| Custo por peça (1.000 unidades) | $10$60 | $1$5 |
| Custo por peça (10.000 unidades) | $ 8$50 | 1TP0,50 $3 |
| Prazo de entrega | 30 dias úteis | 4 semanas (molde de tecido) |
| Tolerância Alcançável | ±0,02 mm (precisão) | ±0,050,10 mm (típico) |
| Mudanças de design | Atualizar arquivo CAD (horas) | Modificar ou refazer o molde (semanas) |
| Resíduos Materiais | Superior (processo subtrativo) | Inferior (formato quase líquido) |
Em nossa opinião, a usinagem CNC deve ser empregada para esforços inferiores a 500 peças ou aqueles que exigem tolerâncias mais apertadas do que 0,05 mm. Para projetos constantes com tamanho de lote de 1.000 peças ou mais, no entanto, é melhor empregar moldagem por injeção O limite de viabilidade econômica para formas simples é de 300-700 peças, enquanto o mesmo limite sobe para 5.000 peças para formas complexas de POM que exigem moldes multi-cavidade dispendiosos.
Muitos de nossos clientes empregam um processo híbrido: as peças POM usinadas em CNC servem como protótipo e artigo de teste, depois a moldagem por injeção lida com as execuções de produção Desta forma, forma e função são validadas em peças POM usinadas antes de $10.000 ou mais serem comprometidas com ferramentas de molde O protótipo CNC usa o mesmo grau POM como a peça moldada final, de modo que as propriedades do material são transferidas diretamente, ao contrário dos protótipos impressos em 3 D que apenas se aproximam do desempenho final.
Obter uma cotação exata para usinagem CNC e moldagem por injeção com base no volume esperado é muito útil para uma comparação de custos Para peças POM, o crossover CNC-to-molding é frequentemente menor do que para peças de metal e plástico porque as máquinas POM rapidamente e o ferramental de molde de acetal precisam de ventilação especial para lidar com a liberação de formaldeído durante o processo de moldagem por injeção.

Do protótipo à produção, economize no seu Serviço de usinagem POM da Lecreator custo com rendimentos de primeira passagem de 981TP3 T+ e inspeção em 100% de empregos.
Este guia é baseado nos 17 anos de experiência da Lecreator em usinagem de POM nos campos médico, automotivo e eletrônico Ele fornece parâmetros de usinagem e dados de tolerâncias com base em nossos registros de produção de usinagem de POM-H e POM-C em mais de 80 máquinas CNC em nossa fábrica de Shenzhen Todas as especificações citadas referência ASTM, FDA, e ISO padrões (as especificações indicadas foram confirmadas no momento da publicação.









