


Servicio de apoyo, profesional y centrado en el cliente
Póngase en contacto con la empresa Lecreator
Desde prototipos hasta producción a gran escala, lo tenemos cubierto.


Mecanizado CNC POM: una guía práctica para mecanizar piezas de delrina y acetal
Si ha estado jugando con piezas de plástico de precisión, se habrá topado con el legendario POM 'conocido por algunos de sus nombres comerciales como delrin, Celcon o simplemente superado por el nombre original acetal. Desde mecanismos de pluma de insulina hasta partes del sistema de combustible de un automóvil, este termoplástico de ingeniería es omnipresente por una razón: se adapta a estándares de limpieza, es extremadamente preciso y resistente al desgaste de una manera que pocos otros plásticos pueden afirmar que lo son.
Sin embargo, simplemente tirar acciones en un mecanizado CNC POM el centro no conducirá a resultados de primer nivel. Son los detalles de la selección de grados, los parámetros de corte, la gestión del calor y el comportamiento dimensional después del mecanizado los que determinan si los componentes terminados hacen que el grado sea un desperdicio.
Este folleto resume nuestra experiencia en el mecanizado de miles de piezas de pompones en usos médicos, automotrices y electrónicos: selección del grado correcto, cálculo de las alimentaciones y velocidades, tolerancias alcanzables y cuándo el mecanizado CNC supera el moldeo por inyección en su caso.
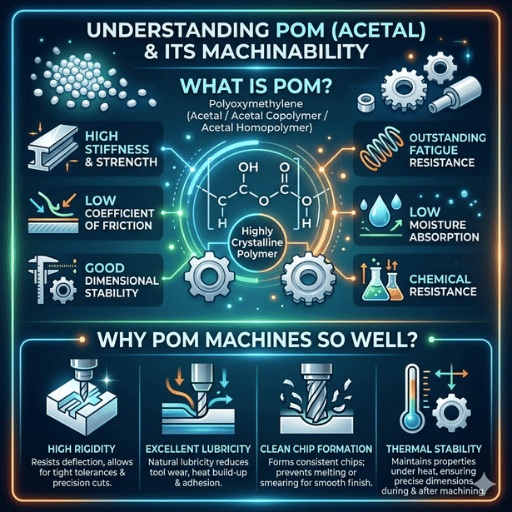
POM, bueno polioximetileno, es un termoplástico de ingeniería semicristalino, también conocido como acetal o con el nombre comercial DuPont Delrin. A menudo conocido como poliacetal en la literatura técnica más antigua, pero está relacionado con la misma familia de plásticos de ingeniería de alto rendimiento que el nailon y el PBT-bono, pero con algunas características mejores para el mecanizado CNC.
El material original fue patentado y adoptado comercialmente por DuPont en 1960 con el nombre de homopolímero Delrin. Posteriormente, Celanese añadió una producción de copolímero a la gama como Celcon. POM sigue siendo uno de los plásticos más mecanizados del mundo, con un consumo global de más de tres millones de toneladas métricas por año según datos de estudios de mercado.
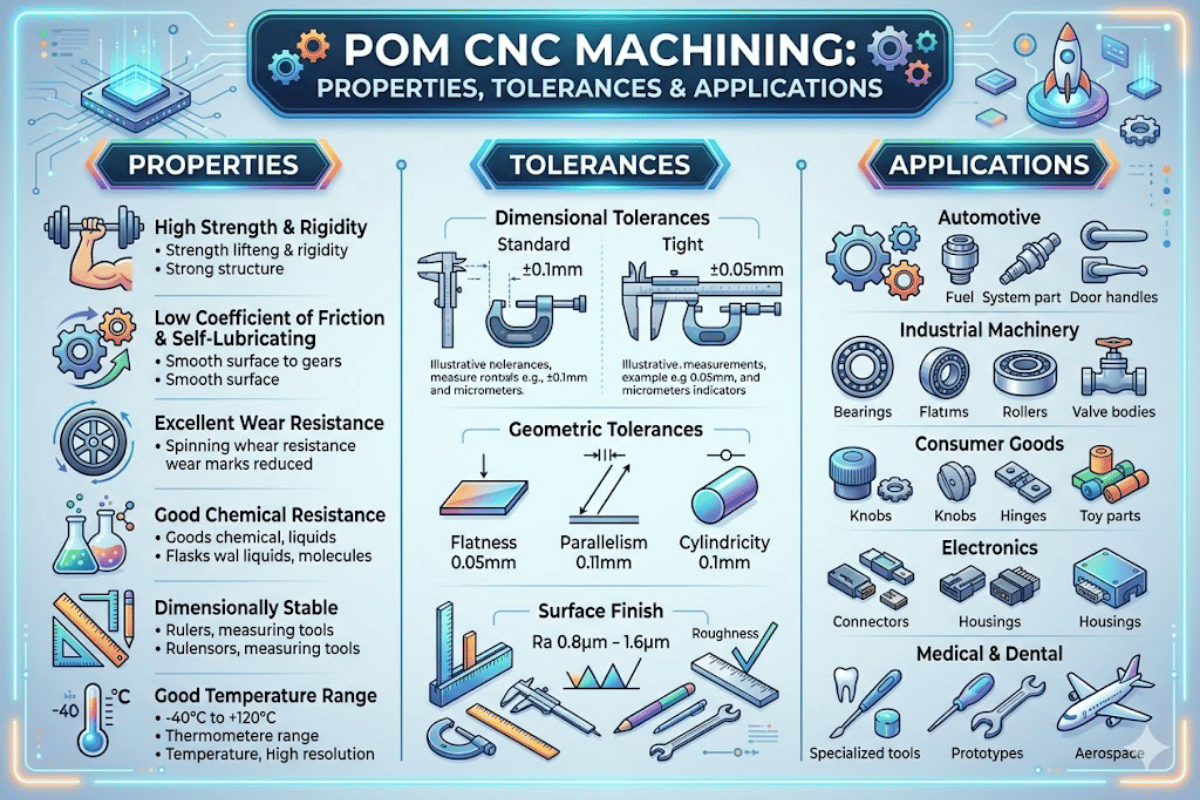
Lo que hace que POM sea tan querido es su combinación única de propiedades: la alta rigidez hace que POM sea resistente a la deflexión por las fuerzas de corte. La baja fricción produce una formación de virutas que no se sueldan y la excelente estabilidad dimensional mantiene el tamaño del componente cerca de sus dimensiones de programación una vez que el cortador se ha ido.
Su extrema cristalinidad; entre el 75 y el 85 por ciento da como resultado una formación de virutas cristalinas, en lugar de gomosas y fibrosas; a diferencia de los plásticos amorfos.
Según el ASTM D6100-17 especificación la forma POM también debe satisfacer las especificaciones para: Resistencia a la tracción Alargamiento al romper Módulo de tracción Módulo de flexión Porosidad de impacto Izod De acuerdo con estas especificaciones, los ingenieros ahora tienen una base estandarizada para la calificación de materiales en aplicaciones de mecanizado CNC de precisión.
No todo el POM es igual. Los dos grados principales, pom-h (homopolímero) y POM-C (copolímero) tienen un rendimiento lo suficientemente cercano como para seleccionar el incorrecto que significará una falla mecánica en servicio. POM-H, disponible como marca delrin, tiene aproximadamente un 15 por ciento más de resistencia a la tracción y rigidez. POM-C, conocido como Celcon o Hostaform, sacrifica algo de resistencia mecánica por una mayor resistencia química y una menor porosidad.
Dentro de nuestra propia producción, el pom-h mantiene tolerancias más estrictas en todas las piezas de engranajes y superficies de rodamientos donde la precisión dimensional bajo carga es crítica. Mientras que POM-C muestra la ventaja obvia en piezas sometidas a líneas de agua caliente, productos químicos de limpieza o condiciones ligeramente ácidas.
| Propiedad | POM-H (Homopolímero) | POM-C (copolímero) |
|---|---|---|
| Resistencia a la tracción | 70 MPa | 61 MPa |
| Módulo elástico | 4.623 MPa | 3.105 MPa |
| Alargamiento en el descanso | 25% | 40-75% |
| Resistencia química (rango pH) | pH 4-9 | pH 4-13 |
| Resistencia a la hidrólisis | Hasta 60°C | Hasta 85°C |
| Porosidad de la línea central | Más alto (visible en varillas gruesas) | Inferior (mejor para sellar superficies) |
| Resistencia a la fluencia | ~10% mayor capacidad de carga | Estándar |
| Costo | Más alto | Menor (75% de ventas globales de POM) |
Nuestro marco de selección de calificaciones
Además de estos dos grados estándar, existen versiones especiales de POM para ciertos propósitos específicos POM-C GF25 (vidrio 25% relleno para mayor rigidez), POM-ESD (antiestático para ensamblaje electrónico) y POM-LF (bajo- fricción, relleno de PTFE para cojinetes deslizantes).
Cuando se utiliza una máquina CNC, las propiedades mecánicas afectan directamente cómo se comporta bajo las fuerzas de corte, qué tan bien mantiene las dimensiones y cuánto duran las piezas terminadas en servicio. Aquí hay una comparación de POM con los otros plásticos más especificados para piezas de mecanizado CNC de precisión.
| Propiedad | POM | Nylon 6/6 | ABS | MIRAR |
|---|---|---|---|---|
| Resistencia a la tracción (MPa) | 60-70 | 70-85 | 40-50 | 100-110 |
| Módulo de flexión (GPa) | 2.6-3.0 | 2,5-2,8 | 2.0-2.4 | 3.5-4.5 |
| Coeficiente de fricción | 0,20-0,35 | 0,30-0,40 | 0,35-0,50 | 0,35-0,45 |
| Absorción de agua (24h) | 0.20% | 1.2-1.5% | 0.20% | 0.10% |
| HDT a 1,8 MPa (°C) | 110-136 | 65-100 | 88-100 | 152-160 |
| CTE (×10-6/K) | 110-130 | 80-95 | 80-100 | 47-54 |
| Maquinabilidad | Excelente | Bueno (chips fibrosos) | Bien | Bueno (abrasivo) |
Debido a la combinación de POM de baja fricción, propiedades autolubricantes y resistencia al desgaste, es ideal para piezas móviles como engranajes; mecanismos de rodamiento y deslizamiento (aplicaciones en las que el nailon absorbe el exceso de humedad y el ABS no tiene la vida útil necesaria). Su baja absorción de agua (0,20% en comparación con el nailon 1,2-1,5%) solo significa una alta estabilidad dimensional incluso en un ambiente húmedo. Es por eso que POM se utiliza en piezas de precisión que requieren un ajuste constante en diferentes estaciones y climas.
Vale la pena señalar: el coeficiente de expansión térmica de POM (110-130 × 10-6/K) significa que una pieza de trabajo de POM de 100 mm a 20 C se expandiría aproximadamente 0,13 mm a 30 C. Para requisitos de tolerancia inferiores a 0,05 mm, esto afecta la necesidad de mecanizar e inspeccionar en una habitación con temperatura controlada. Pruebas realizadas sobre los materiales POM por Materiales avanzados de Mitsubishi Chemical mostrar que el copolímero y los acetales respectivos mantienen la estabilidad dimensional dentro de los límites especificados (estándares ASTM).
POM supera al ABS en resistencia a la tracción (60-70 MPa frente a 40-50 MPa), rigidez y vida útil a la fatiga. El ABS se une más fácilmente con adhesivos y acepta mejor la pintura. Elija POM cuando el rendimiento mecánico y el desgaste sean importantes; Elija ABS cuando el acabado cosmético o la unión química sean la prioridad.
POM es fácil de mecanizar y uno de los plásticos de ingeniería más simples para trabajar “simple” no significa “perdonar”.” Las malas elecciones de parámetros provocan fusión de superficies, formación de virutas de goma o, en el peor de los casos, descomposición térmica que libera gas formaldehído. Estos son los parámetros de mecanizado que utiliza nuestro equipo cuando ejecuta POM en centros de fresado y torneado CNC.
| Parámetro | Rango recomendado | Notas |
|---|---|---|
| Velocidad de superficie | 150-350 m/min | Herramientas de carburo; empezar a 200 m/min |
| Carga de virutas por diente | 0,05-0,15 mm/diente | Demasiado bajo → acumulación de calor y fusión |
| Profundidad de corte (asado) | 1,0-3,0 mm | POM maneja bien los cortes agresivos |
| Profundidad de corte (acabado) | 0,2-0,5 mm | La luz pasa por Ra ≤ 0,8 µm |
| Conde de flauta | Se prefieren 1-2 flautas | Mejor evacuación de virutas que 4 flautas |
| Parámetro | Rango recomendado | Notas |
|---|---|---|
| Velocidad del husillo | 1.000-2.000 RPM | Ajustar según el diámetro |
| Tasa de alimentación | 0,10-0,30 mm/rev | Los piensos más altos producen patatas fritas más limpias |
| Profundidad del corte | 0,5-2,0 mm | Retire el material uniformemente de ambos lados |
| Geometría de herramientas | Rastrillo 5-10°, Alivio 10-15° | El rastrillo positivo reduce las fuerzas de corte |
Utilice cortadores de carburo pulidos y afilados. Realice el mecanizado con ángulos de inclinación positivos. Utilice cortadores de acero de alta velocidad (HSS), ya que serán suficientes para trabajos de producción de bajo volumen, pero utilice carburo para mejorar la vida útil de las herramientas, acabados superficiales y desgaste de las herramientas.
Utilice molinos de extremo de una o dos flautas en lugar de herramientas de cuatro flautas, que limpiarán las virutas de manera más efectiva ya que las virutas de POM tienden a obstruir los valles de los cortadores que se vuelven a fundir:
Para el refrigerante, el estándar aceptado en la industria para tornear POM es el aire comprimido a alta presión. Esto romperá las virutas inmediatamente, evita que se acumule calor en la pieza de trabajo y la unidad esté seca. Un refrigerante soluble en agua también es eficaz, pero no es necesario un refrigerante contra inundaciones debido a la baja ingesta de agua de POM (0,20%).
También se pueden evitar los refrigerantes a base de aceite, ya que tienden a marcar la superficie.
Hacer funcionar POM sin refrigerante a más de aproximadamente 300 m/min de velocidad superficial provoca que la superficie se derrita y se formen chispas de goma, y este es un problema que se encuentra en aproximadamente 1⁄4 de los trabajos de POM subcontratados que recibimos para reelaborarlos. El material sobrecalentado también emite gas formaldehído por encima de 220°C. Si nota un olor fuerte y picante al mecanizar, deténgase de inmediato y asegúrese de aumentar la extracción.
Las tolerancias de POM son equivalentes a las de muchos metales y sustancialmente mejores que las de la mayoría de los otros plásticos. Estándar, nuestro molarod de piezas de pompón tiene 0,05 mm en características inferiores a 50 mm. Las tolerancias alcanzables para ajustes de precisión del orificio y piezas de acoplamiento son de 0,02 mm utilizando escariado de acabado o perforación fina, combinado con situaciones de máquinas de control de temperatura.
| Tipo de característica | Tolerancia estándar | Tolerancia de precisión |
|---|---|---|
| Dimensiones lineales (<50 mm) | ±0,05 mm | ±0,02 mm |
| Dimensiones lineales (50-150 mm) | ±0,08 mm | ±0,05 mm |
| Diámetros de diámetro | ±0,03 mm | ±0,01 mm |
| Planitud (por 100 mm) | 0,10 mm | 0,05 mm |
| Hilo (M3-M10) | 6H/6g | 5H/5g |
| Método de finalización | Valor RA | Uso típico |
|---|---|---|
| Tal como se mecaniza (estándar) | Ra 1,6-3,2 µm | Partes funcionales, superficies sin contacto |
| Fino mecanizado | Ra 0,8 µm | Superficies de rodamiento, contacto deslizante |
| Pulido | Ra 0,4 µm | Sellado de caras, componentes médicos |
| Pulido con vapor | Ra 0,2 µm | Claridad óptica, superficies cosméticas |
las piezas de pompón pueden distorsionarse entre 0,02 y 0,05 mm durante las 24-48 horas posteriores al mecanizado, a medida que se relajan las tensiones internas. Para piezas POM de precisión dentro de una tolerancia de 0,03 mm, planifique un período de estabilización antes de la inspección final. Algunos talleres tienen éxito en aliviar la tensión recociendo piezas en bruto de POM a 160°C durante 1 a 2 horas antes del mecanizado, un paso que recomendaríamos para todos los componentes con tolerancias estrictas.
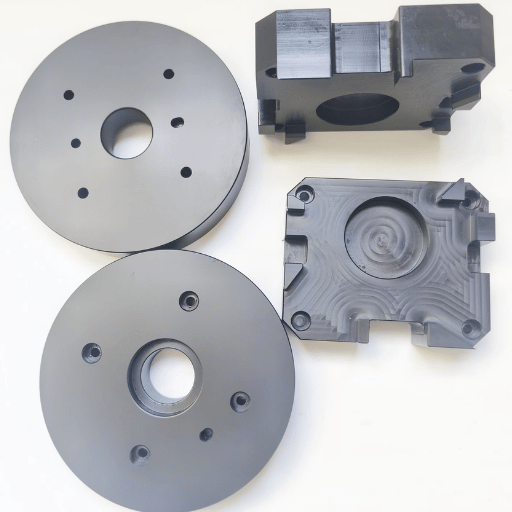
La combinación única de resistencia mecánica, baja fricción y resistencia química de POM lo hace adecuado para la amplia gama de plásticos utilizados Componentes POM mecanizados CNC. Aquí están las piezas de plástico típicas de pom que mecanizamos con mayor frecuencia: mecanismos de pluma de insulina para fabricantes de equipos originales médicos, rieles guía del transportador para procesos de calidad alimentaria y carcasas de conectores eléctricos con rendimiento de llama UL94 HB.
Los engranajes, las piezas del sistema de combustible, los componentes del regulador de ventanas, los mecanismos del cinturón de seguridad y los accesorios de molduras interiores utilizan POM. Su excelente resistencia al desgaste y vida útil a la fatiga lo hacen ideal en aplicaciones donde estas piezas ven cientos de miles de ciclos sin lubricación, ahorrando importantes costos de mantenimiento en el proceso.
Sistemas de administración de fármacos (bolígrafos de insulina, inhaladores), mangos de instrumentos quirúrgicos, carcasas de cartuchos de diagnóstico. La POM de grado médico cumple con los requisitos de FDA 21 CFR 177.2470 y ha sido incluido en los registros FDA Drug Master File y FDA Device Master File. Las pruebas ISO 10993 y las pruebas de biocompatibilidad USP Clase VI brindan garantía adicional de su uso seguro en contacto con los pacientes.
Cadenas transportadoras, rieles guía, cuchillas raspadoras y asientos de válvulas. El POM-C de calidad alimentaria se adhiere al existente Regulaciones de la FDA para el contacto con alimentos las normas, junto con el Reglamento UE 10/2011, que implican el contacto directo con materiales alimentarios, son cada vez más importantes para los componentes de exportación.
Carcasas de conectores, carcasas de interruptores, cojinetes de soplador y aisladores de calibre delgado. La excelente estabilidad dimensional en un amplio rango de temperatura y humedad elimina los cambios en la ubicación de los pasadores del conector, mientras que su baja absorción de humedad reduce la hinchazón que puede alterar las holguras eléctricas.
Impulsores de bomba, válvulas, seguidores de levas y casquillos POM personalizados. Estos plásticos son reemplazos viables para el metal cuando se puede esperar que el ahorro de peso, la resistencia a la corrosión o el funcionamiento sin lubricación justifiquen los cambios, a menudo con un 30-50 por ciento menos de costos de piezas terminadas.
el moldeo por inyección es capaz de mecanizar POM CNC, pero es más adecuado para satisfacer los perfiles de proyecto de las necesidades de mayor volumen que suelen identificar los clientes de moldeo por inyección. Las especificaciones de tolerancia, el volumen de los componentes, los plazos de entrega y el presupuesto de las piezas se comparan entre sí para tomar la decisión.
| Factor | Mecanizado CNC | Moldeo por inyección |
|---|---|---|
| Costo inicial | Bajo (sin herramientas) | $5.000-$50.000+ (coste del molde) |
| Costo por pieza (10 unidades) | $15-$80 | No viable (dominan los costos del molde) |
| Costo por pieza (1.000 unidades) | $10-$60 | $1-$5 |
| Costo por pieza (10.000 unidades) | $8-$50 | $0.50-$3 |
| Plazo de entrega | 3-10 zile de afaceri | 4-8 semanas (fabricación de molde) |
| Tolerancia alcanzable | ±0,02 mm (precisión) | ±0,05-0,10 mm (típico) |
| Cambios de diseño | Actualizar archivo CAD (horas) | Modificar o rehacer molde (semanas) |
| Desperdicio de materiales | Superior (proceso sustractivo) | Inferior (forma cercana a la red) |
En nuestra opinión, el mecanizado CNC debería emplearse para esfuerzos inferiores a 500 piezas o aquellos que requieran tolerancias más estrictas que 0,05 mm. Sin embargo, para diseños estables con un tamaño de lote de 1000 piezas o más, es mejor emplear moldeo por inyección. El umbral de viabilidad económica para formas simples es de 300 a 700 piezas, mientras que el mismo umbral asciende a 5000 piezas para formas complejas de POM que requieren costosos moldes de múltiples cavidades.
Muchos de nuestros clientes emplean un proceso híbrido: las piezas de POM mecanizadas por CNC sirven como prototipo y artículo de prueba, luego el moldeo por inyección se encarga de las series de producción. De esta manera, la forma y la función se validan en piezas POM mecanizadas antes de que $10,000 o más se comprometan con las herramientas de moldeo. El prototipo CNC utiliza el mismo grado POM que la pieza moldeada final, por lo que las propiedades del material se trasladan directamente, a diferencia de los prototipos impresos en 3D que sólo se aproximan al rendimiento final.
Obtener una cotización exacta para el mecanizado CNC y el moldeo por inyección según el volumen esperado es muy útil para comparar costos. Para las piezas POM, el cruce de CNC a moldeo suele ser menor que para las piezas de metal y plástico porque las máquinas POM necesitan rápidamente herramientas de molde de acetal para manejar la desgasificación de formaldehído durante el proceso de moldeo por inyección.

Del prototipo a la producción, ahorra en tu Servicio de mecanizado POM de Lecreator costo con rendimientos de primer paso de 98%+ e inspección de 100% de trabajos.
Esta guía se basa en los 17 años de experiencia de Lecreator en el mecanizado de POM en los campos médico, automotriz y electrónico. Proporciona datos de parámetros y tolerancias de mecanizado basados en nuestros registros de producción de mecanizado de POM-H y POM-C en más de 80 máquinas CNC en nuestra planta de Shenzhen. Todas las especificaciones citadas hacen referencia a las normas ASTM, FDA e ISO «las especificaciones indicadas fueron confirmadas al momento de la publicación.









