


Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


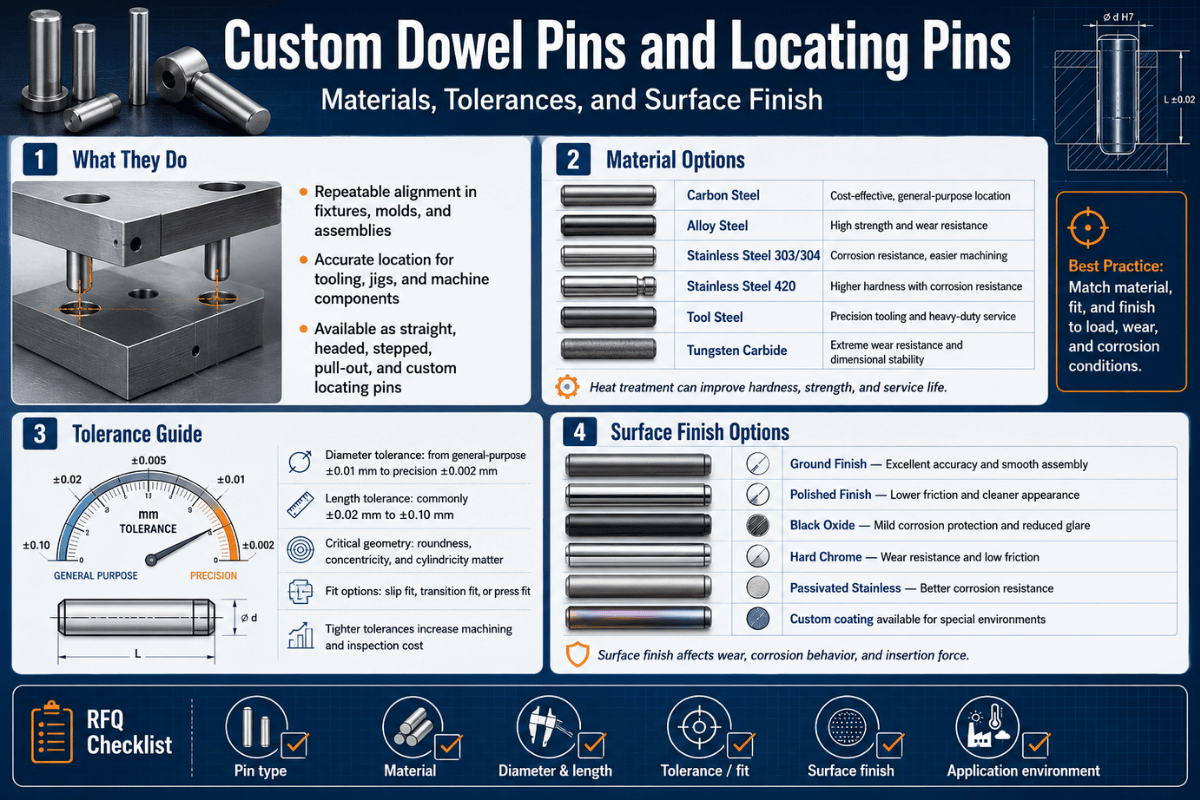
I perni e i perni di posizionamento dei tasselli personalizzati sembrano semplici, un cilindro rettificato di acciaio temprato, ma portano l'allineamento, il carico di taglio e la ripetibilità di un intero gruppo. Questa guida è il riferimento tecnico per specificarli: come scegliere il materiale, impostare la tolleranza di adattamento a pressione o slip-fit, richiamare la finitura superficiale, progettare il foro e applicare la regola di posizionamento round-plus-diamond secondo cui la maggior parte delle stampe sbaglia.
In breve: I perni di tassello personalizzati e i perni di posizionamento sono componenti cilindrici rettificati con precisione che mantengono le parti accoppiate in una posizione ripetibile. Un perno di tassello trasporta il carico di taglio e imposta la posizione tra due parti; un perno di posizionamento posiziona un pezzo su un dispositivo. Entrambi sono definiti da quattro specifiche, materiale, classe di adattamento (pressa o slittamento), tolleranza dimensionale e finitura superficiale, oltre al foro in cui si trovano.
| Intervallo di diametro | 1/16″1″" standard; 1 metrica da 20 mm; personalizzato oltre la richiesta |
| Tolleranza standard | Pollice +0,0002″ sovradimensionato (pressa); metrica m6/h7 (ASME B18.8.2 /ISO 8734) |
| Materiali | Acciaio legato, acciaio inossidabile 303/304/316/416 e 17-4 PH, acciaio per utensili A2/O1, ottone |
| Durezza | Fino a 60+ HRC (attraverso o case-hardened); nucleo 47 HRC temprato per perni standard |
| Finitura superficiale | 32 µin (0,8 µm) Ra tipico (macina); a 8 µin (0,2 µm) per precisione; ancora più fine lappato |
| Standard | ASME B18.8.2-2020, ISO 2338, ISO 8734, DIN 6325/DIN 7, NAAMS (automobilistico) |

I perni della tassellatura uniscono e allineano due parti che si incastrano, trasportando il carico di taglio e fissando la loro posizione relativa per pratica standard di progettazione di macchine; un perno di posizionamento tiene un pezzo in una posizione nota su un dispositivo in modo che ogni parte sia lavorata o assemblata allo stesso modo Entrambi sono elementi di fissaggio cilindrici senza testa e rettificati, ed entrambi vengono forniti di serie dallo scaffale, quindi la questione pratica è quando un perno personalizzato guadagna il suo costo.
La risposta onesta: la maggior parte dei gruppi funziona bene su perni standard I perni di tassello personalizzati e i perni di posizionamento pagano quando hai bisogno di un diametro o una lunghezza non standard, un materiale esotico o di maggiore durezza, una forma finale speciale o una sovradimensione per un foro consumato I professionisti sul campo sui forum di ingegneria rendono la divisione semplice, i tasselli trasportano il taglio e impostano la posizione ripetibile, mentre i bulloni si bloccano solo, motivo per cui un buon design utilizza entrambi anziché chiedere alle viti di localizzarli.
C'è una trappola che vale la pena segnalare in anticipo, perché guida metà delle richieste personalizzate che vediamo: due tasselli rotondi identici non individuano una parte in modo affidabile. Sotto la tolleranza reale e la crescita termica, due spilli rotondi combattono tra loro e la parte può rifiutarsi di cadere su Questo lo chiamiamo il Tassa sui vincoli eccessivi, e il fissaggio, un perno rotondo e un perno diamantato, è coperto nella sezione del perno di posizionamento sottostante.
I perni della tassello sono cilindri solidi e rettificati con precisione che si inseriscono a pressione o a scorrimento in un foro alesato per la posizione esatta I perni della molla (rotolo) sono cavi e comprimibili, quindi perdonano un foro grezzo ma si posizionano liberamente I perni conici si sedano incastrando in una rastremazione alesata, tenendo bene ma più difficile da impostare con precisione Per un allineamento accurato e ripetibile in un gruppo lavorato, il perno del tassello è l'utensile giusto; il perno della molla scambia la precisione per la tolleranza di un foro sciatto.

Il materiale è la prima specifica che cambia effettivamente il comportamento di un perno, perché imposta allo stesso tempo durezza, resistenza alla corrosione e lavorabilità. L'impostazione predefinita è l'acciaio legato temprato; si passa all'acciaio inossidabile per la corrosione, all'acciaio 17-4 PH o utensile per la durezza con una certa resistenza alla corrosione e all'ottone quando sono necessarie parti non magnetiche o non scintillanti. La tabella seguente è un aiuto decisionale, il Indice di dazio sui materiali pin, mappando ogni materiale comune alla sua durezza trattata termicamente, al comportamento alla corrosione e al dovere che gli si addice.
| Materiale | Durezza (trattata termicamente) | Resistenza alla corrosione | Miglior dovere |
|---|---|---|---|
| Acciaio legato (ad esempio classe 4140, tassello temprato standard) | Nucleo ~4758 HRC, custodia 60 HRC min | Basso (ha bisogno di rivestimento) | Tasselli portanti generali, spine di taglio |
| Acciaio a libera lavorazione 12L14 | Morbido (~7090 HRB) | Basso | Perni di localizzazione personalizzati a basso costo, servizio leggero |
| Acciaio inossidabile 303 (serie 300) | Morbido (<~25 HRC, non induribile) | Bene | Perni di allineamento facili da lavorare, carico leggero |
| Acciaio inossidabile 316 | Morbido (<~25 HRC) | Eccellente (marino/chimico) | Ambienti corrosivi, bassa usura |
| Acciaio inossidabile 416 (serie 400) | ~362 HRC (duro e temperato) | Moderato | Tasselli inossidabili induribili, ripetuti press-fit |
| Acciaio inossidabile 17-4 PH | H900 ≈44 HRC (fino a ≈33 HRC a H1150); ~1310 MPa UTS | Molto buono | Perni aerospaziali/medici che necessitano di resistenza + corrosione |
| Acciaio per utensili A2/O1 | 582HRC | Basso | Perni di localizzazione ad alta usura, stampi e lavori di muffa |
| Ottone | Morbido | Bene | Assemblaggi elettrici non magnetici, non scintillanti |
L'errore pratico qui è raggiungere l'acciaio inossidabile 303 o 316 per un perno a pressione perché è “inox.” Entrambi sono austenitici e rimangono al di sotto di circa 25 HRC, quindi si ripetono le galle a pressione e il perno si usura Quando hai bisogno di acciaio inossidabile più durezza, 416 o 17-4 PH è la chiamata giusta; quando hai bisogno della massima durata, l'acciaio per utensili batte l'inossidabile. Portiamo queste distinzioni nel nostro selezione del materiale per le parti lavorate, perché la lega guida anche i costi e i tempi di consegna.
I perni standard del tassello sono temprati in lega di trattamento termico per il nucleo di acciaio legato di circa 47 perni HRC 58 Per la resistenza alla corrosione, l'acciaio inossidabile 303 e 316 coprono il carico leggero, mentre l'acciaio inossidabile 416 e 17-4 PH danno durezza per il servizio di montaggio a pressione Gli acciai per utensili come A2 O1 raggiungono 58 62 HRC per perni di posizionamento ad alto consumo, l'ottone serve gruppi non magnetici o non scintillanti. Scegli il materiale dal carico, dall'ambiente e dall'usura, non dall'abitudine.

Fit è la differenza tra un pin che si localizza e un pin che cade, o uno che non puoi installare Sotto pratica di adattamento standard alla progettazione della macchina, Un perno di tassello di precisione viene macinato leggermente sovradimensionato e premuto in un foro alesato, quindi l'interferenza, non solo il perno, imposta la ritenzione. Sotto ASME B18.8.2, un perno di tassello temprato standard viene macinato di circa +0,0002" sul suo diametro di base e premuto in un foro alesato fino a nominali, in modo che piccole interferenze, non solo il perno, forniscano ritenzione. Un accoppiamento scorrevole deriva dall'alesatura del foro di pochi decimi più grande anziché dal cambio del perno, e i perni della serie sovradimensionata aggiungono circa +0,0010 "per i fori rilavorati. I perni metrici seguono ISO 8734 e DIN 6325 con tolleranze m6 (interferenza) o h7 (clearance) su diametri da 1 a 20 mm. Confermare i limiti di diametro esatti rispetto all'attuale edizione ASME.
L'interferenza stessa è piccola e prevedibile Un tassello standard in pollici è realizzato a circa 0,0002 "oltre il suo diametro nominale e si inserisce in un foro alesato a quella dimensione nominale; speciali perni sovradimensionati aggiungono circa 0,0010" per un foro usurato o rielaborato. Il Finestra di interferenza Press-Fit di seguito si consolidano le bande che gli ingegneri raggiungono più spesso.
| Diametro nominale | Tolleranza del perno (pressa) | Bersaglio foro alesato | Adatta/usa |
|---|---|---|---|
| 1/16″ (1,59 mm) | +0,0002″ sovradimensionamento | Nominale, alesatore di tasselli | Pressa leggera, piccoli assemblaggi |
| 1/8″ (3,18 mm) | +0,0002″ sovradimensionamento | Nominale, alesatore di tasselli | Posizione generale di press-fit |
| 1/4″ (6,35 mm) | +0,0002″ sovradimensionamento | ~0,0002″ sotto il perno | Tassello macchina standard |
| 3/8″ (9,53 mm) | +0,0002″ sovradimensionamento | ~0,0002″ sotto il perno | Tasso di taglio più pesante |
| 1/2″ (12,7 mm) | +0,0002″ sovradimensionamento | ~0,0002″ sotto il perno | Strutturale/attrezzature |
| Oversize (diametro da qualsiasi pollice) | ~+0,0010″ | Foro consumato da una nuova crema | Rilavorazione/adattamento di riparazione |
| 6 mm (m6) | +0,012/+0,004 mm | H7 alesato | Pressatura metrica (ISO 8734) |
| 10 mm (m6) | +0,015/+0,006 mm | H7 alesato | Press-fit metrico |
| Slip-fit (pollice) | Pin a/sotto nominale | Rimedio +0,0003″ sopra | Allineamento rimovibile, tassello cambiato spesso |
Fonte: classi dimensionali ASME B18.8.2-2020; bande metriche m6 per ISO 8734. conferma i limiti esatti rispetto allo standard attuale per il tuo diametro.
La pratica comune del negozio imposta la profondità del foro impegnato a due o tre volte il diametro del perno, per un perno da 6 mm, da circa 12 a 18 mm, che fornisce una lunghezza del cuscinetto sufficiente per resistere al ribaltamento senza sprecare materiale. Guidare l'adattamento attraverso il foro, non il perno: alesare il foro alla dimensione nominale e lasciare che il perno standard da 0,0002 "oversize crei la pressa.
Per un slip-fit, alesare qualche decimo più grande in modo che il perno scivoli ma si localizzi ancora. Andare più in profondità di tre diametri raramente aggiunge resistenza e complica la rimozione.
Mantenere questi limiti è una disciplina a sé stante; vedi la nostra guida a lavorazione a tolleranza stretta per come viene prodotto e misurato in pratica un foro di tassello alesato.
Finitura superficiale come sopravvive un perno inserito a pressione e per quanto tempo sopravvive un perno di posizionamento I perni di precisione del tassello sono macinati senza centro fino a un tipico pin da 32 µin (0,8 µm); precisione e finitura del lavoro aerospaziale, comunemente 8 Ra specifica Ra6 (4 µm) Ra, con perni lappati ancora più lisci Queste cifre sono tipiche del settore per per perni rettificati e lappati e sono definite e misurate secondo lo standard di struttura superficiale ASME B46.1-2019; specifici standard per per per perni aerospaziali stabiliscono i propri limiti di finitura, quindi confermano la specifica di controllo. I perni più lisci premono con meno grippaggio e mantengono la loro forza di ritenzione più ripetibilmente, il che conta quando lo stesso foro viene utilizzato durante un ciclo di produzione.
Set di durezza I perni di tassello temprati standard sono trattati termicamente per trattare un piccolo perno di circa 47,58 HRC con un minimo di 60 HRC, fornendo una resistenza a taglio singolo dell'ordine di 130.000 psi (circa 896 MPa) per perni in lega induriti che consente a un piccolo perno di trasportare un carico reale, confermare il grado esatto e ASME B18.8.2 per un design portante Perni di posizionamento che indicizzano migliaia di parti sono spesso acciaio per utensili a 5862 HRC, e un sottile rivestimento di ossido di nero o fosfato aggiunge una leggera resistenza alla corrosione senza modificare l'adattamento.
Richiamare la finitura e la durezza insieme all'adattamento Una linea di base utile su un disegno di tassello personalizzato: 32 µin (0,8 µm) Ra superficie del terreno, 5055 HRC per l'acciaio legato e il diametro tollerato per la classe di pressatura (+0.0002 "oversize) Per perni di posizionamento ad alto ciclo, sollevare la durezza fino all'intervallo utensile-acciaio e serrare la finitura fino a 8 16 µin (0.20.4 µm) Ra. Perni induriti oltre i 50 HRC vengono tagliati a terra o a filo anziché girati, vedere la nostra nota su elettroerosione a filo per materiali temprati.
Il foro, non il perno, decide se un lavoro di inserimento a pressione, perché il perno viene acquistato a una dimensione nota e il foro è ciò che controlli Utilizza un alesatore delle dimensioni di un tassello anziché un trapano nominale: i macchinisti esperti mantengono sia un alesatore stretto che uno allentato per ciascuna dimensione del perno, circa -0,0005 "sul lato stretto per una pressa salda e +0,0005" sul lato allentato per uno slittamento e selezionano in base all'adattamento di cui hanno bisogno Un foro di sola perforazione è sovradimensionato e con la bocca a campana, quindi il perno non preme né si localizza.
I fori ciechi portano una modalità di guasto che cattura le squadre alla sprovvista Quando si preme un perno in un foro alesato chiuso, l'aria intrappolata e qualsiasi olio, non ha nessun posto dove scappare, quindi si comprime e resiste idraulicamente al perno: non è possibile posizionarlo a una profondità ripetibile, la contropressione può spingerlo di nuovo parzialmente fuori, e in un accoppiamento a interferenza stretta che la pressione intrappolata può danneggiare il boss circostante I produttori di utensili e matrici lo hanno segnalato per decenni; come dice una discussione ingegneristica sullo sfiato, non puoi abbassare un perno in un foro cieco a meno che non venga scaricato, perché l'ultimo pezzo di viaggio aumenta una pressione quasi illimitata. La correzione è di routine una volta nota: sfiatare il foro cieco con un piccolo trapano incrociato, macinare un canale piatto o in rilievo sul perno fino alla profondità della pressa, o specificare un tassello a trazione (filettato) o a sfiato piatto che lascia fuoriuscire il fluido intrappolato e dà un modo per estrarre il perno in seguito Produrre quei fori puliti e diritti è un foratura e alesatura di precisione compito a sé stante.
Pianificare la rimozione al momento della progettazione I perni a pressione non sono pensati per uscire spesso; quando una parte deve essere sottoposta a manutenzione, utilizzare un perno a slittamento, un tassello a trazione con filettatura interna o un foro passante è possibile estrarre il perno dalla parte posteriore.

I perni di posizionamento sono disponibili in più forme rispetto ai tasselli perché il loro compito è posizionare un pezzo, non solo unire due piastre. I tipi comuni sono rotondi (piani o con spalle), naso a proiettile e conici per un facile caricamento, diamante (sollevato) per la posizione radiale, galleggiante per assorbire l'errore di spaziatura dei fori e espansione per la localizzazione su un foro. Ciascuno è inserito a pressione nel corpo dell'apparecchio o montato in un rivestimento rinnovabile per lunghi cicli di produzione. UN Brevetto USPTO sull'hardware di fissaggio cataloga la stessa famiglia, pin di bloccaggio, rilascio rapido, deriva e indicizzazione, confermando quanto sia standardizzata questa tassonomia.
Il principio che li lega insieme è quanti gradi di libertà rimuove ogni perno È qui che il Tassa sui vincoli eccessivi diventa cemento Un perno rotondo in un foro è un localizzatore a quattro vie: fissa la parte in due direzioni (la X e la Y di quel foro) Aggiungere un secondo perno rotondo e si tenta di fissare quattro direzioni con due fori la cui distanza centrale non può mai essere perfetta, quindi la parte si lega e potrebbe non caricarsi affatto La correzione standard, insegnata in ogni corso jig-and-fixture secondo il principio di localizzazione 3-2-1, è di rendere il secondo perno un diamante.
“La prima cosa che controllo su un'impronta a due pin è se il secondo pin è un diamante Due tasselli rotondi guardano proprio sul disegno e poi ti combattono sulla panchina, le parti non si sederanno e la gente incolpa il macchinista invece della posizione ridondante-”
Un perno rotondo è un localizzatore a quattro vie: seduto in un foro, impedisce alla parte di muoversi lungo due assi Un perno diamantato (sollevato) è un localizzatore a due vie: i suoi piatti toccano il foro solo su due lati, quindi interrompe la rotazione attorno al perno rotondo lasciando che la parte scivoli leggermente tra i fori. Accoppiando un giro (4 vie) con un diamante (2 vie) si posiziona completamente la parte senza vincolarla eccessivamente.
Queste geometrie si adattano agli apparecchi automobilistici e aerospaziali, dove famiglie come NAAMS standardizzano i perni di posizionamento rotondi e diamantati; la stessa logica è alla base del nostro componenti per attrezzature CNC automobilistiche.
Chiamare lo standard giusto su una stampa impedisce la maggior parte della confusione di approvvigionamento, perché ogni standard fissa le classi di diametro, le tolleranze e le caratteristiche di estrazione I tasselli da pollici seguono ASME B18.8.2-2020; i perni paralleli metrici seguono ISO 2338 (non indurito) e ISO 8734 (indurito), con DIN 6325 l'equivalente comune del terreno indurito Si noti che gli standard ISO dei perni rimangono alle loro edizioni del 1997, attuali e in vigore, ma citano l'anno in modo che un acquirente tiri il documento giusto.
| Standard | Copertine | Vestibilità tipica |
|---|---|---|
| ISO8734 (1997) | Acciaio temprato + perni paralleli inox martensitici (metrici) | pressa m6 |
| ISO2338 (1997) | Perni paralleli non induriti (metrici) | m6/h8 |
| ASME B18.8.2-2020 | Perni temprati del tassello della macchina del terreno (pollici) | +0,0002″pressa oversize |
| DIN 6325/DIN 7 | Terreno indurito/perni paralleli non induriti (metrici) | m6/h8 |
| NAAMS | Perni di posizionamento rotondi e diamantati (apparecchi automobilistici) | Pressa per apparecchi |

Perni tassello personalizzati e perni di posizionamento valgono la pena ordinare quando un perno standard non può soddisfare il diametro, la lunghezza, il materiale, la durezza o la forma finale delle vostre esigenze di assemblaggio La stampa commerciale mostra dove questo è di routine, i sistemi di fissaggio modulari costruiti su griglie di fori tassello distanziati con precisione, ad esempio, dipendono da perni abbinati alla piastra La decisione è semplice: se un perno di catalogo si adatta, acquistalo; se uno qualsiasi di diametro, lunghezza, lega, durezza o caratteristica cade fuori magazzino, specifica un perno personalizzato.
In Lecreator lavoriamo tasselli personalizzati e perni di posizionamento mediante tornitura CNC e rettifica cilindrica, manteniamo le tolleranze entro circa ±0,005 mm, induriamo fino a oltre 60 HRC e maciniamo le finiture verso 0,2 µm Ra, con certificati di materiale disponibili secondo i nostri sistemi ISO 9001:2015, IATF 16949, AS9100D e ISO 13485. Per gli acquirenti che confrontano l'approvvigionamento offshore, il costo di atterraggio e il tempo di consegna fanno parte delle specifiche, motivo per cui i perni personalizzati sono indicati insieme al resto dei nostri servizio di lavorazione CNC di precisione.
Hai una stampa con perni non standard, tolleranze strette o materiale indurito?
Ottieni un preventivo personalizzato per spilla tassellata →

Due turni sono degni di essere osservati se si specificano i perni nel 2026 In primo luogo, l'automazione CNC e la misurazione in-process ora rendono le tolleranze dei perni di ±0,005 mm di routine piuttosto che premium, in modo che i progettisti possano chiedere adattamenti più stretti con sicurezza In secondo luogo, la domanda di materiale si sta inclinando verso 17-4 PH e acciaio per utensili mentre più perni si spostano in attrezzature aerospaziali, mediche e ad alto ciclo, la stessa spinta che vediamo nell'interesse crescente per i perni temprati.
Gli analisti di mercato si sono lasciati alle spalle una crescita costante: le società indipendenti di ricerca di mercato stimano il mercato delle spine di tassello a circa $3,8 miliardi nel 2025, crescendo vicino a un tasso annuo composto di 5% nel prossimo decennio. Se stai pianificando un programma per il 2026, la mossa pratica è bloccare il materiale e la tolleranza sulla stampa adesso, compreso il edizione ASME B18.8.2 2020, e qualificare un produttore che possa mantenere la finitura, non solo il diametro. (Aggiornato a giugno 2026.)
Le macchine del lecreatore personalizzano i perni del tassello e i perni di localizzazione mediante tornitura CNC e rettifica cilindrica, quindi le tolleranze, gli adattamenti e le finiture di cui sopra riflettono ciò che teniamo su parti reali, classi di pressatura per ASME B18.8.2, durezza a 60+ HRC e finiture a terra verso 0,2 µm Ra. Laddove un numero provenga da dati standard o di terze parti, lo citiamo; dove dipende dalla tua geometria, lo diciamo Recensito dal team tecnico Lecreator.









