


Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.


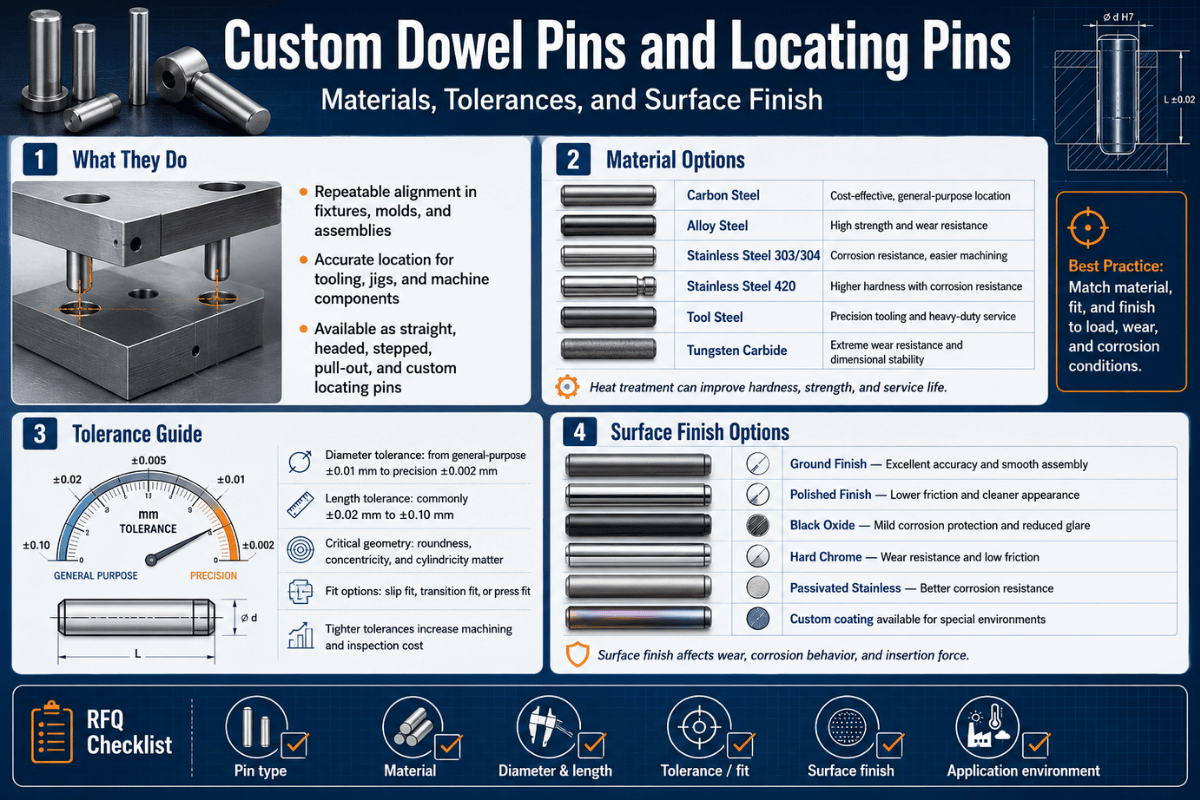
Les goupilles et les broches de positionnement personnalisées semblent simples, un cylindre rectifié en acier trempé, mais elles portent l'alignement, la charge de cisaillement et la répétabilité de tout un ensemble. Ce guide est la référence technique pour les spécifier : comment choisir le matériau, définir la tolérance d'ajustement par pression ou par glissement, appeler la finition de surface, concevoir le trou et appliquer la règle de localisation rond plus diamant selon laquelle la plupart des impressions se trompent.
Bref: Les goupilles et les goupilles de positionnement personnalisées sont des composants cylindriques meulés avec précision qui maintiennent les pièces d'accouplement dans une position reproductible. Une goupille porte une charge de cisaillement et définit l'emplacement entre deux parties ; une goupille de positionnement positionne une pièce sur un luminaire. Les deux sont définis par quatre spécifications, le matériau, la classe d'ajustement (presse ou glissement), la tolérance dimensionnelle et la finition de surface, ainsi que le trou dans lequel ils se trouvent.
| Plage de diamètre | 1/16″1 « standard ; métrique 120 mm ; personnalisé au-delà sur demande |
| Tolérance standard | Pouce +0,0002″ surdimensionné (presse) ; métrique m6/h7 (ASME B18.8.2 /ISO 8734) |
| Matériaux | Acier allié, acier inoxydable 303/304/316/416 et 17-4 PH, acier à outils A2/O1, laiton |
| Dureté | Jusqu'à 60+ HRC (à travers - ou cémenté) ; noyau 4758 HRC pour broches trempées standard |
| Finition de surface | 32 µin (0,8 µm) Ra typique (sol) ; à 8 µin (0,2 µm) pour plus de précision ; rodé encore plus fin |
| Normes | ASME B18.8.2-2020, ISO 2338, ISO 8734, DIN 6325/DIN 7, NAAMS (automobile) |

Les goupilles de cheville joignent et alignent deux pièces qui se boulonnent ensemble, supportant la charge de cisaillement et fixant leur position relative par pratique standard de conception de machines; une goupille de positionnement maintient une pièce dans une position connue sur un luminaire de sorte que chaque pièce est usinée ou assemblée de la même manière Les deux sont des attaches cylindriques meulées sans tête, et les deux viennent de série sur l'étagère, donc la question pratique est quand une goupille personnalisée gagne son coût.
La réponse honnête : la plupart des assemblages fonctionnent bien sur des broches standard Les goupilles de cheville personnalisées et les goupilles de positionnement paient lorsque vous avez besoin d'un diamètre ou d'une longueur non standard, d'un matériau exotique ou de dureté supérieure, d'une forme d'extrémité spéciale ou d'un surdimensionnement pour un trou usé Les praticiens de terrain sur les forums d'ingénierie simplifient la division, les chevilles portent un cisaillement et un emplacement reproductible, tandis que les boulons ne font que serrer, c'est pourquoi une bonne conception utilise les deux plutôt que de demander aux vis de les localiser.
Il y a un piège qui vaut la peine d'être signalé dès le départ, car il entraîne la moitié des demandes personnalisées que nous voyons : deux chevilles rondes identiques ne localisent pas une pièce de manière fiable. Sous tolérance réelle et croissance thermique, deux épingles rondes s'affrontent et la pièce peut refuser de tomber sur Nous appelons cela le Taxe sur les contraintes excessives, « Et le correctif, une broche ronde et une broche diamantée, est recouvert dans la section de broche de positionnement ci-dessous ».
Les goupilles de cheville sont des cylindres solides à masse de précision qui s'insèrent par pression ou par glissement dans un trou alésé pour un emplacement exact. Les goupilles à ressort (rouleau) sont creuses et compressibles, elles pardonnent donc un trou grossièrement percé mais se situent de manière lâche. Les goupilles effilées sont coniques et s'assoient en se coinçant dans un cône alésé, maintenant bien mais plus difficiles à régler avec précision. Pour un alignement précis et reproductible dans un assemblage usiné, la goupille de cheville est le bon outil ; la goupille à ressort échange la précision de la tolérance d'un trou bâclé.

Le matériau est la première spécification qui change réellement le comportement d'une broche, car elle définit en même temps la dureté, la résistance à la corrosion et l'usinabilité. La valeur par défaut est l'acier allié trempé ; vous passez à l'acier inoxydable pour la corrosion, au 17-4 PH ou à l'acier à outils pour la dureté avec une certaine résistance à la corrosion, et au laiton lorsque vous avez besoin de pièces non magnétiques ou non étincelantes. Le tableau ci-dessous est une aide à la décision, le Indice des droits sur les matériaux des broches, : mapper chaque matériau courant à sa dureté traitée thermiquement, à son comportement à la corrosion et à la fonction qui lui convient.
| Matériel | Dureté (traitée thermiquement) | Résistance à la corrosion | Meilleur devoir |
|---|---|---|---|
| Acier allié (par exemple, classe 4140, cheville trempée standard) | Noyau ~ 47 HRC 58, boîtier 60 HRC min | Faible (nécessite un revêtement) | chevilles porteuses générales, goupilles de cisaillement |
| Acier d'usinage libre 12L14 | Doux (~7090 HRB) | Faible | Goupilles de localisation personnalisées à faible coût, service léger |
| Acier inoxydable 303 (série 300) | Doux (<~25 HRC, non durcissable) | Bien | Goupilles d'alignement faciles à usiner, charge légère |
| Acier inoxydable 316 | Doux (<~25 HRC) | Excellent (marin/chimique) | Environnements corrosifs, faible usure |
| acier inoxydable 416 (série 400) | ~364 HRC (durci et revenu) | Modéré | chevilles durcissables en acier inoxydable, ajustement répété par pression |
| Acier inoxydable 17-4 PH | H900 44 HRC (jusqu'à 33 HRC à H1150) ; ~1310 MPa UTS | Très bien | Goupilles aérospatiales/médicales nécessitant résistance + corrosion |
| Acier à outils A2/O1 | 586HRC | Faible | Pions de positionnement à haute usure, travaux de matrice et de moule |
| Laiton | Doux | Bien | Assemblages électriques non magnétiques, non étincelants |
L'erreur pratique ici est d'atteindre l'acier inoxydable 303 ou 316 pour une épingle à ajustement serré parce que c'est “inox.” Les deux sont austénitiques et restent en dessous d'environ 25 HRC, donc une galle à ajustement serré répétée et la épingle s'use Lorsque vous avez besoin d'inox plus dureté, 416 ou 17-4 PH est le bon appel ; lorsque vous avez besoin d'une durée de vie maximale, l'acier à outils bat l'inox Nous portons ces distinctions dans notre propre sélection de matériaux pour les pièces usinées, : parce que l’alliage entraîne également le coût et le délai.
Les broches standard en acier allié trempé, meulées après traitement thermique pour un noyau d'environ 47 broches HRC. Pour la résistance à la corrosion, l'alignement à charge légère des couvercles en acier inoxydable 303 et 316, tandis que l'acier inoxydable 416 et 17-4 PH donne de la dureté pour le service d'ajustement par pression. Les aciers à outils tels que A2 et O1 atteignent 586 HRC pour les broches de positionnement à haute usure en laiton, et servent des ensembles non magnétiques ou non étincelants. Choisissez le matériau dans la charge, l'environnement et l'usure, sans habitude.

Fit est la différence entre une broche qui localise et une broche qui tombe, ou une que vous ne pouvez pas installer Sous pratique standard d’ajustement de conception de machine, « Une goupille de cheville de précision est meulée légèrement surdimensionnée et pressée dans un trou alésé, de sorte que l'interférence, et non la goupille seule, fixe la rétention. Sous ASME B18.8.2, une goupille de cheville durcie standard est meulée d'environ +0,0002 » sur son diamètre de base et pressée dans un trou alésé au nominal, de sorte que de petites interférences, et non la goupille seule, assurent la rétention. Un ajustement glissant provient de l'alésage du trou de quelques dixièmes plus grand que du changement de goupille, et les goupilles de série surdimensionnées ajoutent environ +0,0,0,0,0,0,0, pour les limites de tolérance ou de diamètre exact.
L'interférence elle-même est petite et prévisible Une cheville de pouce standard est fabriquée à environ 0,0002 « sur son diamètre nominal et se place dans un trou alésé à cette taille nominale ; des broches spéciales surdimensionnées ajoutent environ 0,0010 » pour un trou usé ou retravaillé. Le Fenêtre d'interférence Press-Fit ci-dessous consolide les bandes que les ingénieurs atteignent le plus souvent.
| Diamètre nominal | Tolérance aux broches (presse) | Cible de trou alésée | Ajustement/utilisation |
|---|---|---|---|
| 1/16″ (1,59 mm) | +0,0002″ surdimensionné | Nominal, alésoir à chevilles | Presse légère, petits assemblages |
| 1/8″ (3,18 mm) | +0,0002″ surdimensionné | Nominal, alésoir à chevilles | Emplacement général du press-fit |
| 1/4″ (6,35 mm) | +0,0002″ surdimensionné | ~0,0002″ sous la broche | Cheville de machine standard |
| 3/8″ (9,53 mm) | +0,0002″ surdimensionné | ~0,0002″ sous la broche | Droit de cisaillement plus lourd |
| 1/2″ (12,7 mm) | +0,0002″ surdimensionné | ~0,0002″ sous la broche | Structurel/outillage |
| Surdimensionné (n'importe quel pouce dia) | ~+0,0010″ | Re-ream trou usé | Rénovation/ajustement de réparation |
| 6 mm (m6) | +0,012/+0,004 mm | H7 alésé | Montage sous pression métrique (ISO 8734) |
| 10 mm (m6) | +0,015/+0,006 mm | H7 alésé | Press-fit métrique |
| Slip-fit (pouce) | Épingler à/sous nominal | A alésé +0,0003″ de plus | Alignement amovible, cheville changée souvent |
Source : ASME B18.8.2-2020 classes dimensionnelles ; bandes métriques m6 selon la norme ISO 8734. Confirmez les limites exactes par rapport à la norme actuelle pour votre diamètre.
La pratique courante en magasin définit la profondeur du trou engagé à deux à trois fois le diamètre de la broche, pour une broche de 6 mm, environ 12 à 18 mm, ce qui donne suffisamment de longueur de roulement pour résister au basculement sans gaspiller de matériau. Entraînez l'ajustement à travers le trou, pas la broche : alésez le trou à la taille nominale et laissez la broche standard de 0,0002″ surdimensionnée créer la presse.
Pour un ajustement glissant, alésez quelques dixièmes plus grand pour que la goupille glisse tout en restant localisée Aller plus profondément que trois diamètres ajoute rarement de la résistance et complique le retrait.
Tenir ces limites est sa propre discipline ; voir notre guide pour usinage à tolérance serrée pour la façon dont un trou de cheville alésé est produit et jaugé en pratique.
La finition de surface régit la façon dont une broche ajustée par pression siège et la durée de survie d'une broche de localisation. Les chevilles de précision sont sans centre jusqu'à un terrain typique de 32 µin (0,8 µm) Ra ; Ra de précision et de travail aérospatial spécifie plus fin 8 broches 16 µin (0,2 rétention Ra4 µm), avec des broches superposées plus lisses encore. Ces chiffres sont typiques de l'industrie pour les broches au sol et rodées, et sont définis et mesurés selon la norme de texture de surface ASME B46.1-2019 ; les normes spécifiques de broches aérospatiales fixent leurs propres limites de finition, donc par rapport avec la même force de contrôle, qui smo, qui s'exécute, qui s'utilise plus.
L'usure et le cisaillement des ensembles de dureté Les broches de cheville durcies standard sont traitées thermiquement pour obtenir un noyau d'environ 47 HRC avec un boîtier de 60 HRC minimum, ce qui donne une résistance à un cisaillement de l'ordre de 130 000 psi (environ 896 MPa) pour les broches en alliage durci qui permet à une petite broche de supporter une charge réelle, confirmez la qualité exacte et l'édition ASME B18.8.2 pour une conception porteuse. Localiser des broches qui indiquent que des milliers de pièces sont souvent en acier à outils à 5862 HRC, et un mince revêtement en oxyde noir ou en phosphate ajoute une légère résistance à la corrosion sans modifier l'ajustement.
Appeler finition et dureté ensemble avec l'ajustement Une ligne de base utile sur un dessin de cheville personnalisé : 32 µin (0,8 µm) Ra surface de masse, 505 HRC pour l'acier allié, et le diamètre toléré à la classe de presse (+0,0002″ surdimensionné).Pour les broches de localisation à cycle élevé, élever la dureté à la plage outil-acier et finition serrée à 816 µin (0,20 µm) Ra. Les broches trempées au-delà d'environ 50 HRC sont des broches de coupe de fil ou plutôt que tournées, voir notre note sur. EDM filaire pour matériaux durcis.
Le trou, pas la goupille, décide si un travail d'ajustement par pression, parce que la goupille est achetée à une taille connue et le trou est ce que vous contrôlez Utilisez un alésoir de la taille d'une cheville plutôt qu'une perceuse nominale : les machinistes expérimentés gardent à la fois un alésoir serré et un alésoir lâche pour chaque taille de goupille, environ -0.0005« du côté serré pour une presse ferme et +0.0005 » du côté lâche pour une barbotine, et sélectionnez par l'ajustement dont ils ont besoin Un trou percé uniquement fonctionne surdimensionné et cloche-bouée, de sorte que la goupille ne presse ni ne se localise.
Les trous aveugles portent un mode de défaillance qui prend les équipes au dépourvu Lorsque vous appuyez sur une goupille dans un trou alésé fermé, l'air emprisonné et toute huile n'ont nulle part où s'échapper, donc ils se compriment et résistent hydrauliquement à la goupille : vous ne pouvez pas l'asseoir à une profondeur reproductible, la contre-pression peut la repousser à mi-chemin, et dans un ajustement serré qui emprisonne la pression peut endommager le bossage environnant. Les fabricants d'outils et de matrices ont signalé cela depuis des décennies ; comme le dit une discussion technique sur la ventilation, vous ne pouvez pas enfoncer une épingle dans un trou borgne à moins qu'elle ne soit évacuée, car ce dernier trajet crée une pression presque illimitée. La solution est courante une fois connue : évacuer le trou borgne avec un petit perceur croisé, meuler un canal plat ou en relief sur la broche jusqu'à la profondeur de la presse, ou spécifier une cheville à traction (filetée) ou à ventilation plate qui permet au fluide emprisonné de s'échapper et donne un moyen d'extraire la broche plus tard. Produire ces alésages propres et droits est un perçage et alésage de précision tâche à part entière.
Planifier le retrait au moment de la conception Les broches à ajustement serré ne sont pas destinées à sortir souvent ; lorsqu'une pièce doit être entretenue, utilisez une goupille à ajustement glissant, une cheville de traction avec un filetage interne ou un trou traversant, vous pouvez chasser la goupille de l'arrière.

Les broches de localisation se présentent sous plus de formes que les chevilles car leur travail consiste à positionner une pièce à usiner, et pas seulement à joindre deux plaques Les types courants sont ronds (plains ou épaulés), à nez de balle et coniques pour un chargement facile, en losange (relevé) pour un emplacement radial, flottant pour absorber l'erreur d'espacement des trous et se dilatant pour se localiser sur un alésage Chacun est ajusté par pression dans le corps du luminaire ou monté dans un revêtement renouvelable pour de longues séries de production. UN Brevet USPTO sur le matériel de fixation catalogue la même famille, clamping, quick-release, drift, et indexation des broches, confirmant comment cette taxonomie est standardisée.
Le principe qui les lie ensemble est le nombre de degrés de liberté que chaque épingle enlève C'est là que le Taxe sur les contraintes excessives devient béton Une broche ronde dans un trou est un localisateur à quatre voies : elle fixe la pièce dans deux directions (le X et le Y de ce trou).Ajouter une deuxième broche ronde et vous essayez de fixer quatre directions avec deux trous dont l'entraxe ne peut jamais être parfait, de sorte que la pièce se lie et peut ne pas se charger du tout La fixation standard, enseignée dans chaque cours de gabarit et de fixation selon le principe de localisation 3-2-1, est de faire de la deuxième broche un diamant.
“La première chose que je vérifie sur une impression à deux broches est si la deuxième broche est un diamant Deux chevilles rondes regardent juste sur le dessin et ensuite vous combattent sur le banc, les pièces ne s'assiéront pas, et les gens blâment le machiniste au lieu de l'emplacement redondant.”
Une goupille ronde est un localisateur à quatre voies : assis dans un trou, il empêche la pièce de se déplacer selon deux axes Une goupille diamantée (relieved) est un localisateur à deux voies : ses méplats touchent le trou sur deux côtés seulement, de sorte qu'il arrête la rotation autour de la goupille ronde tout en laissant la pièce glisser légèrement entre les trous. L'accouplement d'un rond (4 voies) avec un losange (2 voies) localise la pièce complètement sans la contraindre trop.
Ces géométries s'étendent aux luminaires automobiles et aérospatiaux, où des familles comme NAAMS standardisent les broches de localisation rondes et diamantées ; la même logique sous-tend notre composants de fixation CNC automobiles.
Appeler la bonne norme sur une impression évite la plupart des confusions d'approvisionnement, car chaque norme fixe les classes de diamètre, les tolérances et les caractéristiques d'arrachement Les chevilles d'encrage suivent ASME B18.8.2-2020 ; les broches parallèles métriques suivent ISO 2338 (non durcies) et ISO 8734 (durcies), avec DIN 6325 l'équivalent commun en fond durci. Notez que les normes ISO pour les broches restent à leurs éditions de 1997, actuelles et en vigueur, mais citez l'année pour qu'un acheteur tire le bon document.
| Standard | Couvertures | Ajustement typique |
|---|---|---|
| ISO 8734 (1997) | Acier trempé + broches parallèles martensitiques inoxydables (métriques) | presse m6 |
| ISO 2338 (1997) | Broches parallèles non durcies (métriques) | m6/h8 |
| ASME B18.8.2-2020 | Broches de cheville de machine à sol durci (pouce) | +0,0002″ presse surdimensionnée |
| DIN 6325 /DIN 7 | Masse durcie/broches parallèles non durcies (métriques) | m6/h8 |
| NAAMS | Goupilles de positionnement rondes et diamantées (accessoires automobiles) | Presse à luminaires |

Les goupilles de cheville et les goupilles de positionnement personnalisées valent la peine d'être commandées lorsqu'une goupille standard ne peut pas répondre au diamètre, à la longueur, au matériau, à la dureté ou à la forme d'extrémité dont votre assemblage a besoin. Salons de presse où il s'agit de systèmes de fixation modulaires de routine construits sur des grilles de trous de cheville précisément espacés, par exemple, dépendent de goupilles adaptées à la plaque. La décision est simple : si une broche de catalogue s'ajuste, achetez-la ; si l'un des éléments de diamètre, de longueur, d'alliage, de dureté ou de caractéristique ne fait pas partie du stock, spécifiez une broche personnalisée.
Chez Lecreator, nous usinons des chevilles personnalisées et localisons les broches par tournage CNC et meulage cylindrique, maintenons les tolérances à environ ± 0,005 mm, durcissons à plus de 60 HRC et broyons les finitions vers 0,2 µm Ra, avec des certificats de matériaux disponibles sous notre norme ISO 9001 :2015, Systèmes IATF 16949, AS9100D et ISO 13485. Pour les acheteurs comparant l'approvisionnement offshore, le coût au débarquement et le délai de livraison font partie de la spécification, c'est pourquoi les broches personnalisées sont citées aux côtés du reste de notre service d'usinage CNC de précision.
Vous avez une impression avec des broches non standard, des tolérances serrées ou un matériau durci ?

Deux changements valent la peine d'être observés si vous spécifiez des broches en 2026. Premièrement, l'automatisation CNC et le jaugeage en cours de processus rendent désormais les tolérances des broches de ±0,005 mm courantes plutôt que premium, afin que les concepteurs puissent demander des ajustements plus serrés en toute confiance. Deuxièmement, la demande de matériaux s'oriente vers le 17-4 PH et l'acier à outils à mesure que davantage de broches se déplacent vers les appareils aérospatiaux, médicaux et à cycle élevé, la même traction que nous constatons avec un intérêt croissant pour les broches durcies.
Les analystes de marché estiment la croissance constante derrière cela : les sociétés indépendantes d'études de marché estiment le marché des goupilles à environ $3,8 milliards en 2025, soit une croissance proche d'un taux annuel composé de 51TP3 T au cours de la prochaine décennie. Si vous prévoyez un programme pour 2026, la décision pratique consiste à verrouiller dès maintenant le matériel et la tolérance sur l'impression, y compris le édition ASME B18.8.2 2020, (et qualifiez un fabricant capable de conserver la finition, pas seulement le diamètre. (Mise à jour en juin 2026.)
Les machines à créateurs de cheville personnalisées et les broches de positionnement par tournage CNC et meulage cylindrique, de sorte que les tolérances, ajustements et finitions ci-dessus reflètent ce que nous conservons sur les pièces réelles, les classes de presse par ASME B18.8.2, la dureté à 60+ HRC et les finitions au sol vers 0,2 µm Ra. Lorsqu'un nombre provient d'une norme ou de données tierces, nous le citons ; là où cela dépend de votre géométrie, nous le disons. Révisé par l'équipe technique de Lecreator.









