Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


Was Ingenieure und Käufer über CNC-Fräsdienste wissen müssen
Schnellspezifikationen CNC-Fräsen auf einen Blick
| Achsenbereich | 3-Achse, 4-Achse, 5-Achse |
| Standardtoleranz | ±0,05 mm (ISO 2768-m) |
| Präzisionstoleranz | ±0,01 mm |
| Oberflächenveredelung | Ra 1.6 – 2 um (im bearbeiteten Zustand) |
| Spindelgeschwindigkeit | 8.000 30.000 Drehzahlen |
| Materialien | 50+ Metalle und Kunststoffe |
Die Bestimmung Ihres idealen CNC-Fräsanbieters ist in etwa weit mehr als Währung-zu-Währung (oder Dollar-zu-Dollar).Teilqualitäten, Vorlaufzeit und Kosten summieren sich zu mehr, als die meisten Konstrukteure ahnen (vor allem für die Auswahl der richtigen Anzahl von Achsen, Materialqualität oder Toleranzklasse für Ihren Teil Zwischen Werkzeugweggenerierung und Endkontrolle diskutiert dieser Leitfaden den CNC-Bearbeitungsprozess, vergleicht die Kosten regional und maschinenweise und bietet eine reale Basislinie für die Entscheidungsfindung, damit Sie unter der Gewissheit bestellen können, die Sie benötigen, und nicht mit Vermutungen.
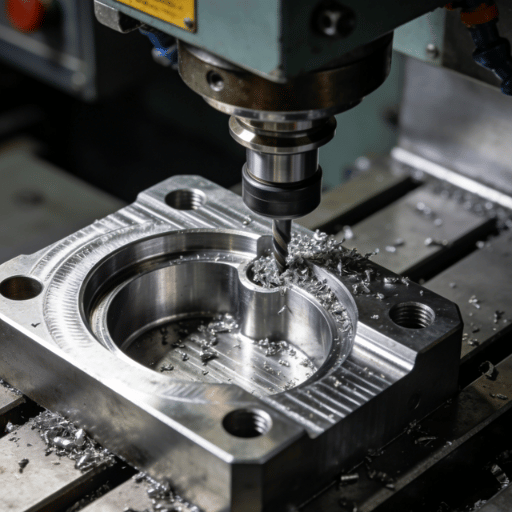
CNC-Fräsen, ein subtraktiver Herstellungsprozess, umfasst viele CNC-Maschinentypen und - Techniken. Da es unerwünschtes Material durch ein rotierendes Schneidwerkzeug entfernt, um kundenspezifische Teile zu erzeugen, werden während des gesamten Prozesses maschinistische Anweisungen gegeben: von der Wahl der Werkzeuggeschwindigkeit bis zur Steuerung, wohin sich jeder Schneidbohrer bewegt.
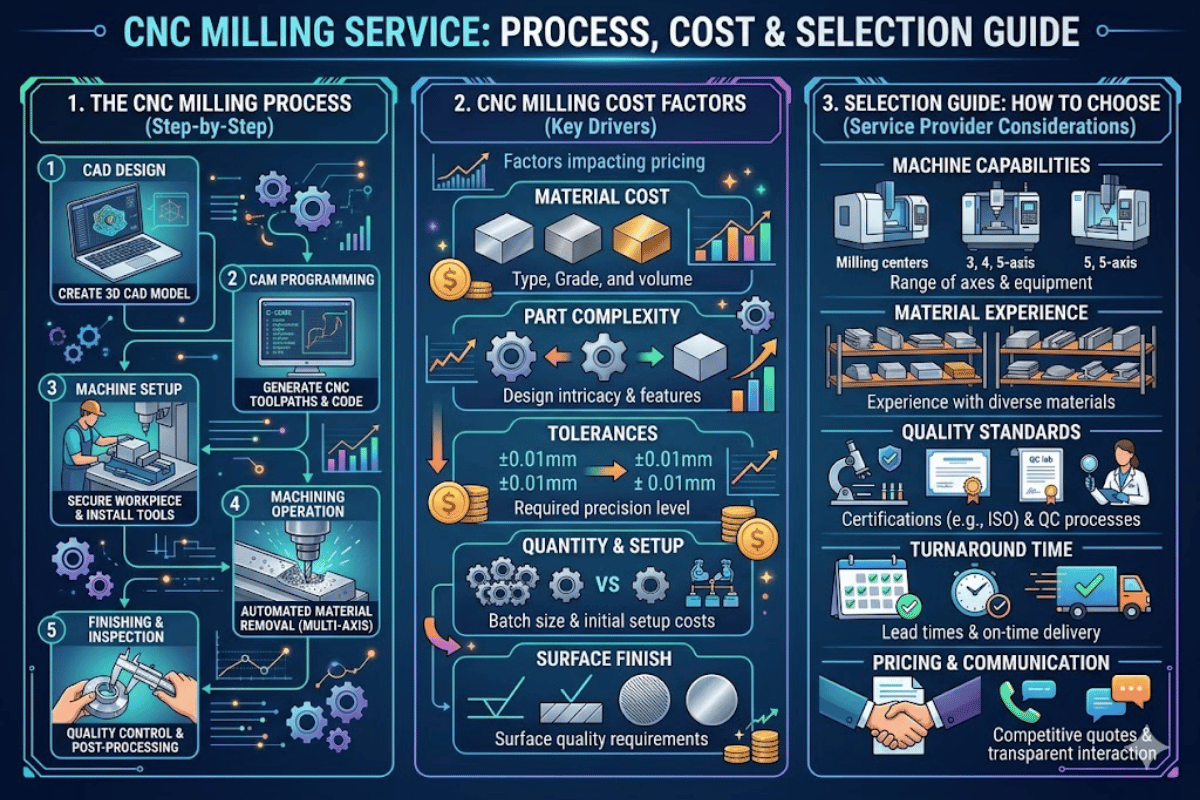
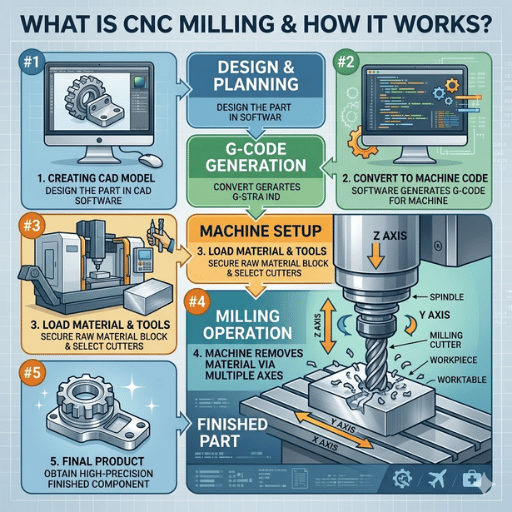
Der Bearbeitungsprozess durchläuft drei Schlüsselphasen:
Entwurf Stufe – CAD. Bei Verwendung von nativen SolidWorks/Fusion 360 oder neutralen Formaten wie IGES oder STEP hängt der reibungslose Betrieb des CNC-Fräsens von genau dimensionierten CAD-Modellen ab. Ungenaue CAD-Modelle sind wie kaputte Maschinen. Das Ergebnis sind verlorene Stunden bei der Verfolgung von Bearbeitungstoleranzen.
Toolpath-Stufe – CAM. Während CNC-Fräser mit G-Code-Dateien (einer Reihe von Befehlssätzen, die die genaue Bewegung des Werkzeugs angeben, auch wenn es langsamer oder angehalten werden soll) ausgeführt werden, um benutzerdefinierte CNC-Teile zu erstellen, ist die primäre Logik hinter dem Fräsen ein erfahrener Programmierer, der Werkzeuge auswählt, Überschritte plant, Vor- und Endbearbeitungszyklen auswählt und den Werkzeugweg programmiert.
Ausführung Stufe – CNC-Bearbeitung Harte Maschinen bohren, schneiden und führen Präzisionsbearbeitung am Rohmaterial durch Schneiden (Vc) variiert je nach Zusammensetzung des Substrats: Aluminiumlegierungen mit 200-400 m/min, Kohlenstoffstähle mit 80-150 m/min und Titanlegierungen mit 30-70 m/min. Dies wird durch die thermische Stabilität von Karbidbearbeitungswerkzeugen wie Karbidbohrern begrenzt. Wenn Sie zu schnell vorgehen, werden die Einsätze einfach verbrannt und verschleißen.
Heutige Fräszentren verfügen über Spindelgeschwindigkeiten von 8.000 bis 30.000 RPM und halten Positionierungsgenauigkeiten von bis zu 0,005 mm in High-End-Anwendungen aufrecht. Die Kombination der Steifigkeit des Maschinenkörpers, der Präzision der Kugelumlaufspindeln und der schnellen Rückmeldung der Steuerung bietet einer einzelnen CNC-Maschine die Möglichkeit, wiederholt identische 1000-teilige Mengen derselben Teile zu erzeugen.
Beantwortung der Fragen; Wie viele Achsen sollte ich wählen? Wie viele Teile sollte ich produzieren? Welche Toleranzklasse wird benötigt? Wie kann ich am besten Vorlaufzeit sparen? verwandelt eine CNC-Fräse buchstäblich in ein reales Werkzeug zur Teileerstellung. – Die Auswirkungen Ihres Auswahlprozesses schneiden sich durch Oberflächenbeschaffenheit, Werkzeugverschleiß und Zykluszeit.
Mehr Achsen auf einer CNC-Maschine bedeutet, dass die gesamte Arbeit in einem einzigen Aufbau abläuft. Wenn Sie bei Komplexität unbestimmte Winkel hinzufügen oder zu Unterschnitten gelangen müssen, profitieren davon umso mehr Achsen, je mehr eine CNC-Fräse verfügt, je weniger Nachbefestigungen zu CNC-Bügelbearbeitungsanwendungen von Luft- und Raumfahrtbügel bis hin zu medizinischen Gehäusen führen, und desto mehr Geld sparen Sie insgesamt.
| Merkmal | 3-Achse | 4-Achse | 5-Achse |
|---|---|---|---|
| Bewegungsachsen | X, Y, Z | X, Y, Z + A (Rotation) | X, Y, Z + A + B (Rotation) |
| Am besten für | Flach/prismatische Teile, Halterungen | Zylindrische Merkmale, Nockenlappen | Turbinenschaufeln, Laufräder, medizinische Implantate |
| Typische Toleranz | ±0,05 mm | ±0,03 mm | ±0,01 mm |
| Änderungen einrichten | 3 – 6 pro Teil | 1 – 3 pro Teil | 0 – 1 pro Teil |
| Relative Kosten | $35 –55/h | $50 –90/h | $75 – 250/h |
| Typische Teile | Gehäuse, Teller, Vorrichtungen | Wellen, Getrieberohlinge, Vorrichtungen | Halterungen für die Luft - und Raumfahrt, Laufräder, chirurgische Werkzeuge |
️ Engineering Note 3+2 indiziert vs. Gleichzeitig 5-Achse
Bei der 3+2 (Positions) Bearbeitung werden die beiden Drehachsen in einem festen Winkel gehalten, die Bearbeitung erfolgt jedoch über die drei Linearachsen, diese Methode wird für die meisten Mehrflächenteile verwendet und ist zeitlich schneller, gleichzeitig bezeichnet 5 Achse das ständige Bewegen der fünf Achsen während des Schnittes, ideal für skulpturierte Oberflächen wie Turbinenschaufeln oder Konturen für Knochenimplantate, bei denen ständig wechselnde Werkzeugvektoren notwendig sind, um Werkzeug oberflächentangent zu halten.
Geschäfte mit hohem Volumen empfehlen 5-Achsen für alle Teile mit Hinterschnitten, zusammengesetzten Zugwinkeln oder zusätzlichen Merkmalen, die andernfalls mit mehr als 4 Aufbauten auf 3 Achsen bearbeitet werden könnten. Weitere Informationen finden Sie unter 5-Achsen-CNC-Bearbeitung für komplexe Bauteile.
Hauptpunkt zu erinnern: Übereinstimmung der Bewegungsachsen mit der Form des Teils. 3 Achse wird 60-701 TP3 T von durchschnittlichen CNC-bearbeiteten Teilen, während 5 Achsen zahlt es auf eigene Weise auf jedem Teil, die möglicherweise in mehreren Aufbauten gemacht werden muss.
Materialien bestimmen Bearbeitungskosten, Zykluszeit und funktionelle Leistung CNC-Bearbeitungsanlagen halten im Allgemeinen Lagerbestand von weit über 50 Formen von Metall und Kunststoff, dennoch machen sechs fast 801TP3 T aller platzierten CNC-Fräsungen aus Die beliebtesten sind unten zusammengefasst.
| Material | Zugfestigkeit | Bearbeitbarkeitsbewertung | Am besten für | Kostenstufe |
|---|---|---|---|---|
| Aluminium 6061-T6 | 310 MPa | 90% (ausgezeichnet) | Gehäuse, Halterungen, Prototypenteile | $ |
| Aluminium 7075-T6 | 572 MPa | 70% | Strukturelle, hochbelastete Vorrichtungen für die Luft- und Raumfahrt | $$ |
| Edelstahl 304 | 515 MPa | 45% | Ausrüstung in Lebensmittelqualität, Schiffsbefestigung | $$ |
| Edelstahl 316L | 485 MPa | 40% | Medizinische Geräte, chemische Verarbeitung | $$$ |
| Titan Ti-6Al-4V | 950 MPa | 22% | Luft - und Raumfahrt, medizinische Implantate | $$$$ |
| Messing C360 | 340 MPa | 100% (Referenz) | Steckverbinder, Ventilkörper, Armaturen | $$ |
| POM (Delrin) | 70 MPa | 95% | Zahnräder, Buchsen, reibungsarme Führungen | $ |
| GUCK | 100 MPa | 55% | Hochtempige Dichtungen, Halbleiterbefestigungen | $$$$ |
Es ist sinnvoll, fast alle CNC-Fräsen auf Aluminiumlegierungen zu machen – die 6061 bildete den Großteil der CNC-Arbeit, die ich gemacht habe, da sie schneller maschinell arbeiten und konstant eine gute Spanbildung gegenüber anderen Legierungen erzeugen, und die Werkzeuge sind billiger Für korrosionsbeständige Metallteile in, sagen wir, einer Marine oder medizinischen Umgebung, ist Edelstahl 316 L am häufigsten, obwohl er in der Maschine etwa 2,5-mal langsamer ist als Aluminium. Messing C360 ist das Kriterium der Bearbeitbarkeit (1001TP3 T) und wird unter anderem für elektrische Steckverbinder und Sanitärarmaturen verwendet.
Auf der Kunststoffseite stellen POM (Delrin) und PEEK die meisten guten Kunststoffbestellungen dar. POM-Maschinen so sauber wie Messing für sehr viel geringere Kosten als PEEK. PEEK kann Dauertemperaturen von bis zu 250 C ertragen – daher ist es möglicherweise der einzige Kunststoff, wenn es bei hohen Temperaturen in der Luft- und Raumfahrt und in Halbleitern verwendet wird.
@ Engineering Note 6061-T6 vs. 775-T6
6061-T6: 310 MPa Zugfestigkeit, gute Schweißbarkeit und sehr gute Eloxierungsreaktion, Standardlegierung für die meisten Produktions - und Prototypgehäuse. 7075-T6: 572 MPa (841TP3 T stärker) Legierung für Strukturkomponenten der Luft - und Raumfahrt, nicht zuverlässig schweißbar und ca. 30-401TP3 T teurer pro Rohmaterial Standard bis 6061, es sei denn, die mechanische Belastung rechtfertigt 7075. Lesen Sie den vollständigen Maschinenvergleich in unserem 6061 vs. 7075 Aluminium Artikel.
Haben Sie Schwierigkeiten, das richtige Material für Ihr Projekt auszuwählen?
Die Seiten für Aluminium CNC Bearbeitung und Edelstahl CNC Bearbeitung Bei Le-creator sind die technischen Informationen für jede Klasse vollgepackt.
Gelernte Lektion: Verwenden Sie Al 6061-T6 standardmäßig sowohl für Kosten als auch für Geschwindigkeit Verwenden Sie Edelstahl oder Titan nur, wenn die Anwendung unbedingt Korrosionsbeständigkeit, Biokompatibilität oder hohe Zugfestigkeit erfordert.
Angabe von Toleranzklassen und Anforderungen an die Oberflächenbeschaffenheit
Alle haben einen linearen Effekt auf Bearbeitungszeit und - kosten Überspezifizierung von Toleranzklassen nach einer Klasse führt dazu, dass pro Teil 30-501TP3 T teurer ist, Unterspezifizierung führt zu Montageausfällen Die Kenntnis der Toleranzklassen ISO 2768 ermöglicht es Ihnen, nur anzugeben, was ein Teil braucht 6 nichts weiter.
Allgemeine Toleranzen nach ISO 2768 (lineare Abmessungen)
| Maßbereich | Klasse f (Geldstrafe) | Klasse m (mittel) | Klasse c (grob) |
|---|---|---|---|
| 0,56 mm | ±0,05 mm | ±0,10 mm | ±0,20 mm |
| 6 30 mm | ±0,05 mm | ±0,10 mm | ±0,30 mm |
| 30 120 mm | ±0,10 mm | ±0,15 mm | ±0,50 mm |
| 120 400 mm | ±0,15 mm | ±0,20 mm | ±0,80 mm |
Referenzwerte für die Oberflächenbedeckung
| Finish-typ | Ra-wert | Methode |
|---|---|---|
| As-maschinell (Standard) | Ra 3,2 um | Standard CNC Fräsen |
| Feinbearbeitet | Ra 1,6 um | Abschlussdurchgang, untere Zuführung |
| Poliert | Ra 0,8 µm | Hand - oder Maschinenpolieren |
| Spiegel | Ra 0,4 um | Mehrstufiges Läppen |
️ Engineering Note 768-m ISO vs. ISO 2768-f
(ISO 2768-m 2 Medium) Gemeinsame Toleranzklasse in CNC-gefertigten Teilen Benötigt die meisten der unkritischen Abmessungen Verwenden Sie (ISO 2768-f & fine) nur für Passflächen, Lagerbohrungen oder Ortungsmerkmale.
Wenn Sie verschiedene Toleranzklassen auf einer zeichnen, die kritischen Abmessungen festhalten und die weniger kritischen Abmessungen lockern, bleiben die Kosten niedrig, ohne die Passform zu beeinträchtigen.
DFM-Tipps für Toleranz und Feature-Design:
Wichtigster Punkt 3 78-m-Standard immer ISO 2.2 µm. Toleranzen bei passenden Merkmalen und vernünftige Ra-Toleranzen sind für die Teilefunktion nicht optimal und kosten mehr.

Kosten für CNC-Fräsen hängen von Maschinentyp, Material, gewünschter Toleranz und Menge ab. Sobald Sie verstanden haben, wie die Shops die Arbeit bewerten, können Sie die Kosten abschätzen, bevor Sie eine CAD-Datei hochladen und ein schnelles Angebot abgeben und feststellen, wann Ihnen zu viel berechnet wird.
Stundensatz 3-Achsen
$35 –55/h
Stundensatz 5-Achsen
$75 – 250/h
Kostenfaktoren, die die CNC-Fräspreise bestimmen:
Regionaler Kostenvergleich (CNC Machining Hourly Rates):
| Region | 3-Achsen-Rate | 5-Achsen-Rate |
|---|---|---|
| China (Shenzhen/Dongguan) | $12 – 25/h | $30 –75/h |
| Europa (Deutschland/Vereinigtes Königreich) | $45 –90/h | $90 –200/h |
| Vereinigten Staaten | $35 150/h | $75 – 250/h |
Pro Tipp 5 Möglichkeiten, die CNC-Fräskosten zu senken
Sind Sie bereit, die genauen Preise für Ihr Teil zu sehen? Holen Sie sich sofort ein Angebot Durch Hochladen Ihrer CAD-Datei.
Key takeaway: Maschinenzeit dominiert CNC-Fräskosten Beschaffung aus Chinas Shenzhen/Dongguan CNC-Fertigungscluster kann die Bearbeitungsraten um 50 reduzieren – 701 TP3 T im Vergleich zu US-Shops, ohne Qualität zu opfern, wenn der Lieferant ISO 9001 hält und In-Prozess-Inspektion durchführt.

CNC-Fräsen, CNC-Drehen und 3 D-Druck passen jeweils zu unterschiedlichen Teilegeometrien, Volumina und Toleranzanforderungen. Die Wahl des falschen kundenspezifischen Herstellungsprozesses in der Entwurfsphase erzwingt später kostspielige Umentwicklungen. Hier erfahren Sie, wie sich die drei Prozesse im Vergleich zu den Faktoren verhalten, die für Ingenieure und Beschaffungsteams am wichtigsten sind.
| Faktor | CNC-Fräsen | CNC-Drehen | 3 D-Druck (FDM/SLS) |
|---|---|---|---|
| Geometrie | Prismatisch, versenkt, vielseitig | Rotations-/zylindrisch | Komplexe organische, Gitter, interne Kanäle |
| Typische Toleranz | ±0,01 –0,05 mm | ±0,01 –0,03 mm | ±0,10 30 mm |
| Bester Band | 1 10 000 Teile | 1 100,000 Teile | 1 –50 Teile (Prototyping) |
| Materialien | 50+ Metalle und Kunststoffe | 40+ Metalle und Kunststoffe | 15 –30 Polymere, begrenzte Metalle |
| Lieferzeit (Prototyp) | 3 – 7 Tage | 3 – 7 Tage | 1 3 Tage |
| Oberflächenveredelung | Ra 0,83,2 um | Ra 0,4 – 2 um | Ra 6 – 15 um (Schichtlinien sichtbar) |
Vorteile des CNC-Fräsens
️ CNC-Fräsbeschränkungen
Beachten Sie, dass Blechherstellung (Biegen, Stanzen, Laserschneiden) eine weitere Nische füllt Dünnspurgehäuse und Halterungen in 0,25 6 mm dickem Material Wenn ein Teil sowohl die Blechumformung (Düsenstanzen, Laserschneiden) als auch bearbeitete Merkmale enthält, schneiden viele Geschäfte den Rohling per Laser und fräsen dann die Präzisionsschnittstellen in einem sekundären Vorgang CNC.
Entscheidungsrahmen: CNC fräst beliebige prismatische Metallteile auf 0,05 mm oder besser. Outsource CNC-Drehen Für Schächte, Buchsen, andere Rundteile. 3 D-Druck Frühe Prototypen in ABS oder Harz, bei denen Maßgenauigkeit nicht so wichtig ist wie Formgenauigkeit Verwenden Sie Draht EDM Bearbeitung Für Teile mit dünnen Schlitzen oder scharfen Innenecken R0,1 mm. Für einen tiefergehenden Vergleich siehe unsere CNC-Fräsen vs. CNC-Drehen Führung.
Kernpunkt: CNC-Fräsen-nicht-rotationäre Metallteile vom Prototyp bis zur Produktion im mittleren Volumen Wenn Sie mit der Produktion von Rundteilen beginnen, wechseln Sie zum Drehen, und wenn Sie die Form überprüfen möchten, gehen Sie zum 3 D-Druck.
Sie können nicht davon ausgehen, dass ein Online-CNC-Bearbeitungsdienst Ihnen die gleiche Ausgabe, Kommunikation oder Vorlaufzeit wie unser globales Netzwerk vertrauenswürdiger Teilehersteller bietet. Nur weil eine Maschinenwerkstatt Automobilhalterungen herstellen kann, bedeutet das nicht, dass sie Teile in Luft- und Raumfahrtqualität herstellen können Nutzen Sie die Checkliste unten, um einen CNC-Bearbeitungsladen online zu überprüfen, bevor Sie kaufen.
8-Punkte-Checkliste zur Lieferantenbewertung
uating️ Rote Flaggen bei der Bewertung eines CNC-Fräsanbieters
Le-creator betreibt in Shenzhen ein einziges Geschäft mit über 80 CNC (3-5 Achsen), ISO 9001 zertifizierten Maschinen, hauseigener KMG-Inspektion und 981TP3 T First-Pass-Ertrag bei 17 Produktionsjahren, um die Auswirkungen für Ihren Teil zu sehen, schauen Sie sich das an CNC-Bearbeitungsmöglichkeiten von Le-creator Oder besuchen Sie die CNC-Bearbeitungsservice Übersicht.
High Level Key Point: Zertifizierung und DFM Feedback Qualität und Inhouse Inspektion sagen Ihnen mehr über CNC Fräsqualität als nur Preisgestaltung Maschinenbesitz ist ein Anliegen-Arbeit, die an einen Dritten vergeben wird, kann nicht mit den gleichen Toleranzen gehalten werden wie Inhouse-Arbeit.
Typische 3-Achsen-CNC-Fräsrate: 35-55 USD/h (USA), $12-25/h (China). Die 5-Achsen-Preise für inländische Anbieter liegen zwischen 75-250 USD/h. Die Kosten pro Teil haben andere Variablen: Material, Toleranz, Chargengröße usw.
Das CNC-Fräswerkzeug bleibt stationär und die Arbeit wird gedreht, um prismatische Formen, Taschen und Schlitze zu erzeugen. Beim CNC-Drehen wird ein festes Schneidwerkzeug verwendet, während sich die Arbeit um es dreht; Diese Methode eignet sich besser für Teile, die vollständig zylindrisch sind, wie Stifte, Buchsen und Wellen. Komplexe Geometrien erfordern häufig das Fräsen und Drehen nacheinander, um ein Teil fertigzustellen.
Zu den CNC-Bearbeitungsmaterialien gehörten Aluminium (6061, 7075), Edelstahl (304, 316 L), Kupfer, Messing, Kunststoffe wie POM (Delrin), PEEK, Nylon und andere mehr als 50 Sorten. Die Materialauswahl wird durch Kosten, funktionelle Festigkeit und Korrosionsbeständigkeit bestimmt.
Aktuelle CNC-Fräsmaßtoleranzen: 0,05 mm (Standard, ISO 2768-m) Kalibrierte Ausrüstung erreicht 0,01 mm Toleranzen Erhöhte Toleranzwerte können 30-501TP3 T teurer sein; wenden Präzisionstoleranzen nur auf Passflächen an.
Rapid Prototyping Aufträge (1-10 Teile) durchschnittlich 3-7 Werktage zu fertigen Bis zu 1.000 Teile für die Produktionsmontage können 10-20 Werktage kosten, um zu konstruieren Prototyp ist Ziel-Design-Spezifikation; Produktion ist das fertige Produkt Beschleunigter Service kann Prototypenzeit auf 1-3 Tage bei einer 30-501 TP3 T-Prämie reduzieren Viele Qualitäts-CNC-Anbieter bieten Schnelldrehteile-Programme für dringende Aufträge.
CNC-5-Achsen können komplexe 3 D-Formen erzeugen, einschließlich gewellter Brandungen, Hinterschneidungen und Winkel in einem Treffer Komplexe Teile wie Turbinenschaufeln, Kosmetikschalen und medizinische Implantate verwenden üblicherweise gleichzeitige 5-Achsen Für interne Volumina kann 3 D-Druck oder EDM das Problem lösen, da das Einrichten des 5-Achsen-Fräsens nicht in das Innere des Teils gelangen kann.
Verwenden Sie Standardtoleranzen (ISO 2768-m) für unkritische Abmessungen Wählen Sie Aluminium (Kosten, Bearbeitbarkeit) über Stahl oder Titan Ersetzen Sie 5-Achsen durch 3-Achs-Teile, indem Sie hinterschnittene Bereiche vermeiden und CNC-Bearbeitungsdesignmerkmale verwenden, wie runde Kanten oder horizontale Formen. Gruppieren Sie ähnliche Teile in Großaufträge, um CNC-Einrichtungszeitkosten zu absorbieren. Überspringen Sie kosmetische Oberflächenveredelungen, tragen Sie Ra 3,2 µm (grob bearbeitet) Oberflächenqualität ist gut für Teile, die in andere Baugruppen passen.
Senden Sie eine CAD-Datei und erhalten Sie sofort ein Angebot. Le-creator erstellt in nur 3 Tagen einen Prototyp mit einer Genauigkeit von 0,01 mm mit 80+ CNC-Maschinen in unserem Werk in Shenzhen, China.
Das Team hinter dieser Analyse
Dieser Leitfaden für CNC-Frässtrategien wurde von Le-creator engineering Department (Le-creator Technology Co. Ltd) entwickelt und kombiniert 80+ CNC-Mühlen & 8-Achsen, 4-Achsen, 5-Achsen 5-Achsen aus einer einzigen Anlage in Shenzhen Le-creator zeigt mehr als 10 Jahre CNC-Projekte, Assemble und Test-Erfahrung, über 951 TP3 T Erfolgsquote im ersten Versuch; Prozessingenieure und technische Autoren modellierten diesen Leitfaden anhand tatsächlicher Shopfloor-Daten und repräsentativer Projektergebnisse, um Herstellern zu helfen, die potenzielle Hersteller für CNC-Projektangebote recherchieren.