


Servicio de apoyo, profesional y centrado en el cliente
Póngase en contacto con la empresa Lecreator
Desde prototipos hasta producción a gran escala, lo tenemos cubierto.


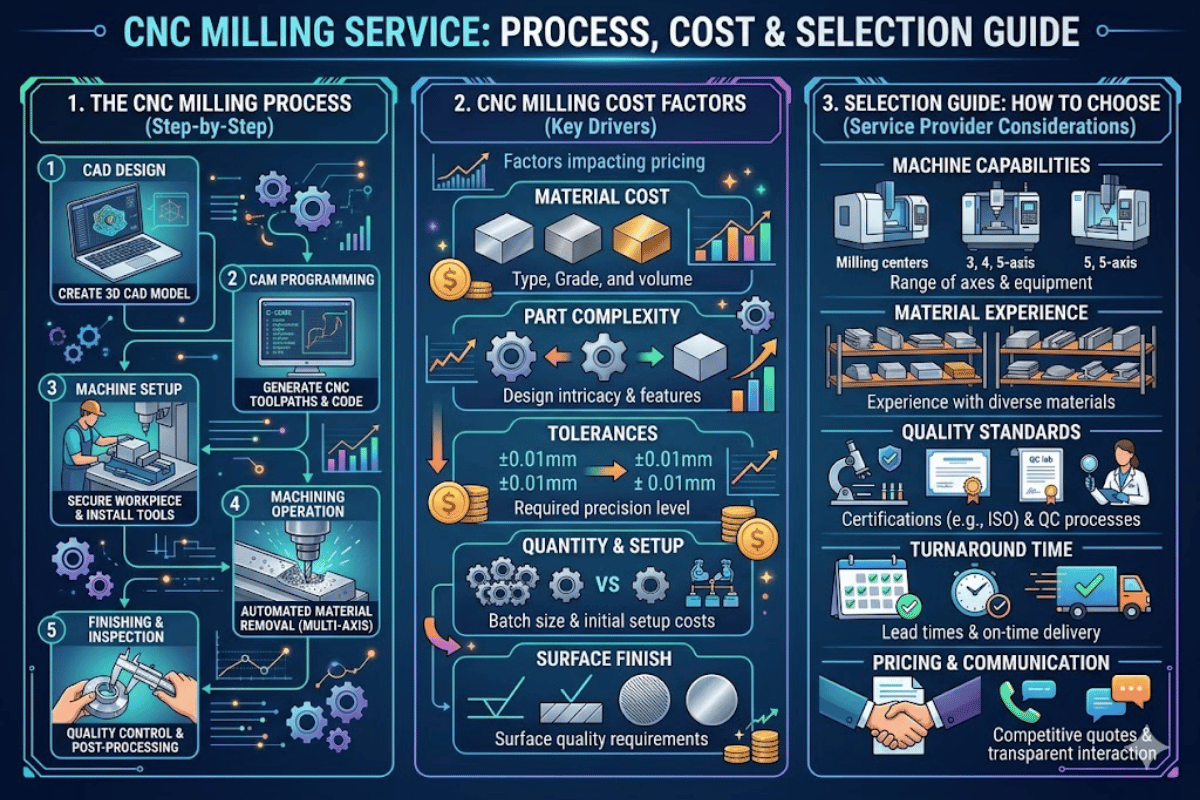
Lo que los ingenieros y compradores necesitan saber sobre los servicios de fresado CNC
📐 Especificaciones rápidas « Fresado CNC de un vistazo
| Rango de ejes | 3 ejes, 4 ejes, 5 ejes |
| Tolerancia estándar | ±0,05 mm (ISO 2768-m) |
| Tolerancia de precisión | ±0,01 mm |
| Acabado superficial | Ra 1,6-3,2 μm (tal como se mecaniza) |
| Velocidad del husillo | 8.000-30.000 RPM |
| Materiales | 50+ metales y plásticos |
Determinar su proveedor ideal de fresado CNC es mucho más que moneda a moneda (o dólar a dólar). Las cualidades de las piezas, el tiempo de entrega y los costos suman más de lo que la mayoría de los ingenieros de diseño creen -, especialmente para seleccionar el número correcto de ejes, la calidad del material o la clase de tolerancia para su pieza. Entre la generación de la ruta de la herramienta y la inspección final, esta guía analiza el proceso de mecanizado CNC, compara los costos región por región y máquina por máquina, y ofrece una base de referencia del mundo real para la toma de decisiones, de modo que pueda realizar pedidos con la certeza que necesita, en lugar de conjeturas.
El fresado CNC, un proceso de fabricación sustractivo, incluye muchos tipos y técnicas de máquinas CNC. Debido a que elimina material no deseado a través de una herramienta de corte giratoria para generar piezas personalizadas, las instrucciones del maquinista durante todo el proceso: desde elegir la velocidad de la herramienta hasta controlar dónde viaja cada broca de corte.
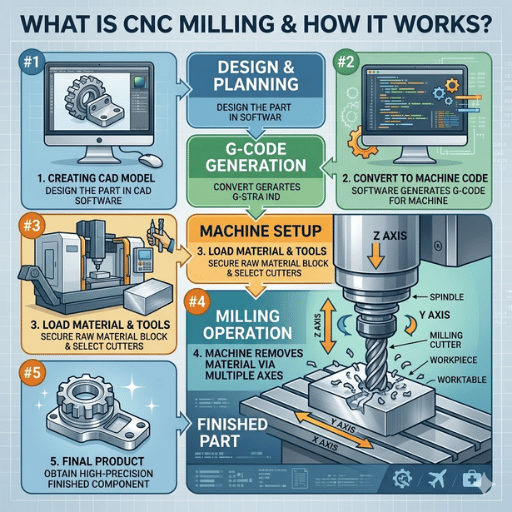
El proceso de mecanizado pasa por tres etapas clave:
Etapa de diseño CAD ñanera. Utilizando SolidWorks/Fusion 360 nativo o formatos neutros como IGES o STEP, el buen funcionamiento del fresado CNC depende de modelos CAD dimensionados con precisión. Los modelos CAD inexactos son como maquinaria rota (el resultado es la pérdida de horas persiguiendo tolerancias de mecanizado).
Etapa de ruta de herramientas -CAM. Mientras que los molinos CNC se ejecutan en archivos de código G (una serie de conjuntos de instrucciones que especifican el movimiento preciso de la herramienta, incluido cuándo debe ralentizarse o detenerse) para crear piezas CNC personalizadas, la lógica principal detrás del fresado es un programador experimentado que selecciona herramientas, planifica pasos, elige ciclos de desbaste y acabado y programa la ruta de la herramienta.
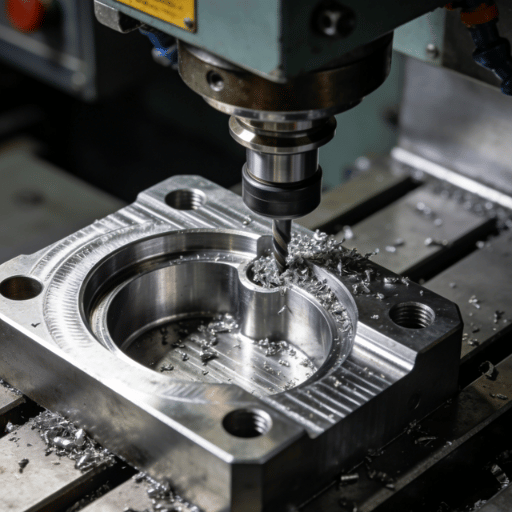
Etapa de ejecución -mecanizado CNC. Las máquinas duras perforan, cortan y realizan mecanizados de precisión en materia prima. El corte (Vc) varía según la composición del sustrato: aleaciones de aluminio a 200-400 m/min, aceros al carbono a 80-150 m/min y aleaciones de titanio a 30-70 m/min. Esto está limitado por la estabilidad térmica de las herramientas de mecanizado de carburo, como los taladros de carburo, ir demasiado rápido simplemente quemará los insertos y los desgastará.
Los centros de fresado actuales cuentan con velocidades de husillo de 8.000 a 30.000 RPM y mantienen precisiones de posicionamiento de tan solo 0,005 mm en aplicaciones de alta gama. La combinación de la rigidez del cuerpo de la máquina, la precisión de los tornillos de bola y la rápida retroalimentación del control brindan la capacidad de que una sola máquina CNC genere repetidamente cantidades idénticas de 1000 piezas de las mismas piezas.
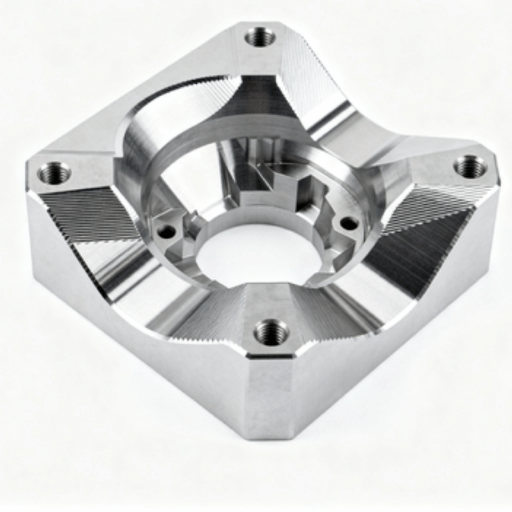
Respondiendo las preguntas; ¿Cuántos ejes debo elegir? ¿Cuántas piezas debo producir? ¿Qué clase de tolerancia se necesita? ¿Cuál es la mejor manera de ahorrar tiempo de entrega? literalmente convierte una fábrica CNC en una herramienta del mundo real para la creación de piezas (las implicaciones de su proceso de selección se reducen a través del acabado de la superficie, el desgaste de las herramientas y el tiempo del ciclo).
Más ejes en una máquina CNC significa que todo el trabajo ocurre en una sola configuración. Para mayor complejidad, si necesita agregar ángulos indeterminados o reducir los cortes, cuantos más ejes tenga un molino CNC, menos reacondicionamiento se verá beneficiado de esto, y por lo tanto, más dinero ahorrará en general.
| Característica | 3 ejes | 4 ejes | 5 ejes |
|---|---|---|---|
| Ejes de movimiento | X, Y, Z | X, Y, Z + A (rotación) | X, Y, Z + A + B (rotación) |
| Mejor para | Piezas planas/prismáticas, soportes | Características cilíndricas, lóbulos de leva | Cuchillas de turbina, impulsores, implantes médicos |
| Tolerancia típica | ±0,05 mm | ±0,03 mm | ±0,01 mm |
| Cambios de configuración | 3-6 pe parte | 1-3 pe parte | 0-1 pe parte |
| Costo relativo | $35-55/hr | $50-90/h | $75-250/hr |
| Piezas típicas | Cerramientos, platos, plantillas | Ejes, engranajes en bruto, accesorios | Brackets aeroespaciales, impulsores, herramientas quirúrgicas |
⚙¦ Nota de ingeniería « 3+2 indexados versus 5 ejes simultáneos
En el mecanizado 3+2 (posicional), los dos ejes giratorios se mantienen en un ángulo fijo, pero el mecanizado se realiza utilizando los tres ejes lineales. Este método se utiliza para la mayoría de las piezas de múltiples caras y es más rápido en tiempo de programación. Simultáneamente 5 ejes se refiere a que los cinco ejes están en constante movimiento durante el corte, ideal para superficies esculpidas como palas de turbinas o contornos para implantes óseos donde son necesarios vectores de herramienta que cambian continuamente para mantener la herramienta tangente a la superficie.
Los talleres de gran volumen sugieren 5 ejes para todas las piezas con cortes, ángulos de tiro compuestos o características adicionales que de otro modo podrían mecanizarse con más de 4 configuraciones en 3 ejes. Para obtener información ampliada, visite Mecanizado CNC de 5 ejes para componentes complejos.
punto principal a recordar: haga coincidir los ejes de movimiento con la forma de la pieza. 3 ejes harán 60-70% de piezas mecanizadas CNC promedio, mientras que 5 ejes se pagan por sí solos en cualquier pieza que pueda tener que realizarse en múltiples configuraciones.
Los materiales determinan el costo de mecanizado, el tiempo del ciclo y el rendimiento funcional. Las instalaciones de mecanizado CNC generalmente mantienen existencias de más de 50 formas de metal y plástico, pero seis representan casi 80% de todas las fresas CNC colocadas. Los más populares se resumen a continuación.
| Material | Resistencia a la tracción | Clasificación de maquinabilidad | Mejor para | Nivel de costo |
|---|---|---|---|---|
| Aluminio 6061-T6 | 310 MPa | 90% (excelente) | Armarios, soportes, piezas prototipo | $ |
| Aluminio 7075-T6 | 572 MPa | 70% | Accesorios estructurales aeroespaciales de alta tensión | $$ |
| Acero inoxidable 304 | 515 MPa | 45% | Equipos de calidad alimentaria, hardware marino | $$ |
| Acero inoxidable 316L | 485 MPa | 40% | Dispositivos médicos, procesamiento químico | $$$ |
| Ti-6al-4V de titanio | 950 MPa | 22% | Aeroespacial, implantes médicos | $$$$ |
| Latón C360 | 340 MPa | 100% (referencia) | Conectores, cuerpos de válvulas, accesorios | $$ |
| POM (Delrin) | 70 MPa | 95% | Engranajes, casquillos, guías de baja fricción | $ |
| MIRAR | 100 MPa | 55% | Sellos de alta temperatura, accesorios semiconductores | $$$$ |
Tiene sentido realizar casi todo el fresado CNC en aleaciones de aluminio 'el 6061 formó la mayor parte del trabajo CNC que hice, ya que mecanizarán más rápido y producirán consistentemente una buena formación de virutas sobre otras aleaciones, y las herramientas son más baratas. Para piezas metálicas resistentes a la corrosión, por ejemplo, en un entorno marino o médico, el acero inoxidable 316L es el más común a pesar de ser aproximadamente 2,5 veces más lento que el aluminio en la máquina. Latón C360 es el criterio de maquinabilidad (100%) y se utiliza, entre otras cosas, para conectores eléctricos y accesorios de plomería.
En cuanto a los plásticos, POM (Delrin) y PEEK constituyen la mayoría de los buenos pedidos de plásticos. Máquinas POM tan limpias como el latón por un coste mucho menor que PEEK. PEEK puede soportar temperaturas continuas de hasta 250 °C, por lo que puede ser el único plástico si se utiliza a altas temperaturas en la industria aeroespacial y semiconductores.
⚙← Nota de ingeniería « Al 6061-T6 vs. 7075-T6
6061-T6: resistencia a la tracción de 310 MPa, buena soldabilidad y muy buena respuesta de anodizado, aleación predeterminada para la mayoría de los gabinetes de producción y prototipos. 7075-T6: aleación de 572 MPa (84% más resistente) para componentes estructurales aeroespaciales, no soldable de manera confiable y alrededor de 30-40% más cara por stock en bruto. De forma predeterminada a 6061, a menos que la carga mecánica justifique 7075. Lea la comparación completa de máquinas en nuestro 6061 frente a 7075 aluminio artículo.
¿Tiene problemas para elegir el material adecuado para su proyecto?
Las páginas para mecanizado CNC de aluminio y mecanizado CNC de acero inoxidable en Le-creator se incluye la información técnica de cada grado.
Lección aprendida: Utilice Al 6061-T6 de forma predeterminada tanto por costo como por velocidad. Utilice acero inoxidable o titanio sólo si la aplicación requiere absolutamente resistencia a la corrosión, biocompatibilidad o alta resistencia a la tracción.
Especificación de clases de tolerancia y requisitos de acabado superficial
todos tienen un efecto lineal en el tiempo y el costo del mecanizado. Especificar demasiado las clases de tolerancia en una clase resulta en que sea 30-50% más caro por pieza, especificar insuficientemente resulta en fallas de ensamblaje. Conocer las clases de tolerancia ISO 2768 le permite especificar solo lo que una pieza necesita y nada más.
Tolerancias generales ISO 2768 (dimensiones lineales)
| Dimensiones Rango | Clase f (bien) | Clase m (media) | Clase c (gruesa) |
|---|---|---|---|
| 0,5-6 mm | ±0,05 mm | ±0,10 mm | ±0,20 mm |
| 6-30 mm | ±0,05 mm | ±0,10 mm | ±0,30 mm |
| 30-120 mm | ±0,10 mm | ±0,15 mm | ±0,50 mm |
| 120-400 mm | ±0,15 mm | ±0,20 mm | ±0,80 mm |
Valores de referencia de acabado superficial
| Tipo de acabado | Valor RA | Método |
|---|---|---|
| Tal como se mecaniza (estándar) | Ra 3,2 μm | Fresado CNC estándar |
| Fino mecanizado | Ra 1,6 μm | Pase de acabado, alimentación inferior |
| Pulido | Ra 0,8 μm | Pulido manual o a máquina |
| Espejo | Ra 0,4 μm | Lapeado multietapa |
⚙← Nota de ingeniería « ISO 2768-m frente a ISO 2768-f
(ISO 2768-m -ñon media) Clase de tolerancia común en piezas fabricadas por CNC. Requiere la mayoría de las dimensiones no críticas. Utilice (ISO 2768-f -ñon fino) sólo para superficies de contacto, orificios de soporte o elementos de localización.
Combinar diferentes clases de tolerancia en un plano ajustado en las dimensiones críticas y relajado en las menos críticas mantendrá los costos bajos sin comprometer el ajuste.
Consejos de DFM para la tolerancia y el diseño de funciones:
El punto más importante es que siempre se utiliza por defecto ISO 2768-m y Ra 3,2μm. Apretar las tolerancias con prudencia en las características de acoplamiento « Las tolerancias ajustadas generales no son óptimas para el funcionamiento de la pieza y cuestan más.

El costo de la fresada CNC depende del tipo de máquina, el material, la tolerancia deseada y la cantidad. Una vez que comprenda cómo funcionan los precios de las tiendas, puede estimar el costo antes de cargar un archivo CAD y solicitar una cotización rápida e identificar cuándo le están cobrando de más.
Tarifa por hora de 3 ejes
$35-55/hr
Tarifa por hora de 5 ejes
$75-250/hr
Factores de costo que impulsan los precios de la fresada CNC:
Comparación de costos regionales (tarifas horarias de mecanizado CNC):
| Región | Tasa de 3 ejes | Tasa de 5 ejes |
|---|---|---|
| China (Shenzhen/Dongguan) | $12-25/hr | $30-75/hr |
| Europa (Alemania/Reino Unido) | $45-90/hr | $90-200/hr |
| Estados Unidos | $35-150/hr | $75-250/hr |
💡 Pro Tip « 5 formas de reducir el costo de molienda CNC
¿Listo para ver el precio exacto de su pieza? Obtenga una cotización instantánea cargando su archivo CAD.
Conclusión clave: el tiempo de la máquina domina el costo de fresado CNC. El abastecimiento del grupo de fabricación CNC de Shenzhen/Dongguan en China puede reducir las tasas de mecanizado en 50-70% en comparación con los talleres estadounidenses, sin sacrificar la calidad cuando el proveedor posee ISO 9001 y realiza inspecciones durante el proceso.

El fresado CNC, el torneado CNC y la impresión 3D se adaptan a diferentes geometrías de piezas, volúmenes y requisitos de tolerancia. Elegir el proceso de fabricación personalizado incorrecto en la etapa de diseño obliga a una reingeniería costosa más adelante. Así es como se comparan los tres procesos en función de los factores que más importan a los ingenieros y equipos de adquisiciones.
| Factor | Fresado CNC | Torneado CNC | Impresión 3D (FDM/SLS) |
|---|---|---|---|
| Geometría | Prismático, con bolsillo, multifacético | Rotacional/cilíndrico | Canales orgánicos, reticulares e internos complejos |
| Tolerancia típica | ±0,01-0,05 mm | ±0,01-0,03 mm | ±0,10-0,30 mm |
| Mejor volumen | 1-10.000 de părți | 1-100.000 de părți | 1-50 partes (creación de prototipos) |
| Materiales | 50+ metales y plásticos | 40+ metales y plásticos | 15-30 polímeros, metales limitados |
| Plazo de entrega (prototipo) | 3-7 zile | 3-7 zile | 1-3 zile |
| Acabado superficial | Ra 0,8-3,2μm | Ra 0,4-3,2μm | Ra 6-15μm (líneas de capa visibles) |
Ventajas del fresado CNC ✔
⚠¦ Limitaciones de fresado CNC
Tenga en cuenta que la fabricación de chapa metálica (doblado, estampado, corte por láser) llena otro nicho (recintos y soportes de calibre delgado en un material de 0,25 ñame de 6 mm de espesor. Cuando una pieza contiene tanto el conformado de chapa (estampado de matriz, corte por láser) como las características mecanizadas, muchos talleres cortarán con láser la pieza en bruto y luego fresarán con CNC las interfaces de precisión en una operación secundaria.
Marco de decisión: fresar CNC cualquier pieza metálica prismática a 0,05 mm o mejor. Subcontratar Torneado CNC para ejes, casquillos, otras piezas redondas. Impresión 3D los primeros prototipos en ABS o resina donde la precisión dimensional no importa tanto como la precisión de la forma. Usar mecanizado por electroerosión de alambre para piezas con ranuras delgadas o esquinas internas afiladas de R0,1 mm. Para una comparación más profunda, consulte nuestro fresado CNC versus torneado CNC guía.
Punto clave: piezas metálicas no rotativas de fábrica CNC desde el prototipo hasta la producción de volumen medio. Cuando empiece a producir piezas redondas, cambie a torneado y cuando desee comprobar el formulario, opte por la impresión 3D.
No puede asumir que ningún servicio de mecanizado CNC en línea le brindará el mismo rendimiento, comunicación o tiempo de entrega que nuestra red global de fabricantes de piezas confiables. El hecho de que un taller mecánico pueda fabricar soportes para automóviles no significa que pueda fabricar piezas de calidad aeroespacial. Utilice la lista de verificación a continuación para examinar un taller de mecanizado CNC en línea antes de comprar.
✔ Lista de verificación de evaluación de proveedores de 8 puntos
⚠¦ Banderas rojas al evaluar a un proveedor de fresado CNC
Le-creator opera una única tienda en Shenzhen con más de 80 CNC (3-5 ejes), máquinas certificadas ISO 9001, inspección CMM interna y rendimiento de primer paso 98% en 17 años de producción. Para ver las implicaciones de su parte, consulte Capacidades de mecanizado CNC de Le-Creator o visita el Serviciu de mecanizare CNC descripción general.
Punto clave de alto nivel: la certificación y la calidad de la retroalimentación DFM y la inspección interna le dicen más sobre la calidad de la fresada CNC que simplemente los precios. La propiedad de una máquina es una empresa: el trabajo subcontratado a un tercero no puede cumplir con las mismas tolerancias que el trabajo interno.
Tasa típica de fresado CNC de 3 ejes: 35-55 USD/h (EE. UU.), $12-25/h (China). El precio de 5 ejes para proveedores nacionales oscila entre 75 y 250 USD/h. El costo por pieza tiene otras variables: material, tolerancia, tamaño del lote, etc.
La herramienta de fresado CNC permanece estacionaria y el trabajo se gira para crear formas prismáticas, bolsillos y ranuras. El torneado CNC emplea una herramienta de corte fija mientras el trabajo gira a su alrededor; este método es mejor para piezas que son completamente cilíndricas, como pasadores, casquillos y ejes. Las geometrías complejas a menudo exigen fresado y torneado utilizados en secuencia para terminar una pieza.
Los materiales de mecanizado CNC incluyeron aluminio (6061, 7075), acero inoxidable (304, 316L), cobre, latón, plásticos como POM (Delrin), PEEK, nailon y otros de más de 50 variedades. La selección de materiales está impulsada por el costo, la resistencia funcional y la resistencia a la corrosión.
Tolerancias actuales de las dimensiones de fresado CNC: 0,05 mm (estándar, ISO 2768-m). El equipo calibrado alcanza tolerancias de 0,01 mm. Los niveles de tolerancia aumentados pueden ser 30-50% más caros; aplique tolerancias de precisión sólo en superficies de contacto.
Los pedidos de creación rápida de prototipos (1-10 piezas) tienen un promedio de 3 a 7 días hábiles de fabricación. La ingeniería puede costar entre 10 y 20 días hábiles para el ensamblaje de producción. El prototipo es la especificación de diseño objetivo; la producción es el producto terminado. El servicio acelerado puede reducir el tiempo del prototipo a 1-3 días con una prima de 30-50%. Muchos proveedores de CNC de calidad ofrecen programas de piezas de giro rápido para pedidos urgentes.
Los 5 ejes CNC pueden generar formas 3D complejas, incluidas superficies festoneadas, cortes y ángulos de un solo golpe. Las piezas complejas como álabes de turbinas, carcasas cosméticas e implantes médicos suelen utilizar 5 ejes simultáneos. Para volúmenes internos, la impresión 3D o la electroerosión pueden resolver el problema, ya que la instalación de fresado de 5 ejes no puede llegar al interior de la pieza.
Utilice tolerancias estándar (ISO 2768 m) para dimensiones no críticas. Seleccione aluminio (costo, maquinabilidad) en lugar de acero o titanio. Reemplace las piezas de 5 ejes con 3 ejes evitando regiones socavadas y use características de diseño de mecanizado CNC, como bordes redondos u formas horizontales. Agrupe piezas similares en pedidos al por mayor para absorber los costos de tiempo de configuración del CNC. Evite los acabados de superficies cosméticas, aplique una calidad de superficie de Ra 3,2 μm (mecanizado en bruto) que sea buena para piezas que encajen dentro de otros conjuntos.
Envíe un archivo CAD y obtenga una cotización al instante. Le-creator crea piezas prototipo en tan solo 3 días con una precisión de 0,01 mm utilizando más de 80 máquinas CNC en nuestra fábrica de Shenzhen, China.
El equipo detrás de este análisis
Esta guía de estrategias de fresado CNC fue desarrollada por el Departamento de ingeniería de Le-creator (Le-creator Technology Co. Ltd.), combinando más de 80 molinos CNC -ñona, incluidos 3 ejes, 4 ejes y 5 ejes -ñan desde una sola instalación de Shenzhen. Le-creator muestra más de 10 años de experiencia en proyectos CNC, ensamblaje y prueba, más de 95% de tasa de éxito en el primer intento; Los ingenieros de procesos y redactores técnicos modelaron esta guía utilizando datos reales del taller y resultados representativos del proyecto para beneficiar a los fabricantes que investigan fabricantes potenciales para cotizaciones de proyectos CNC.









