


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


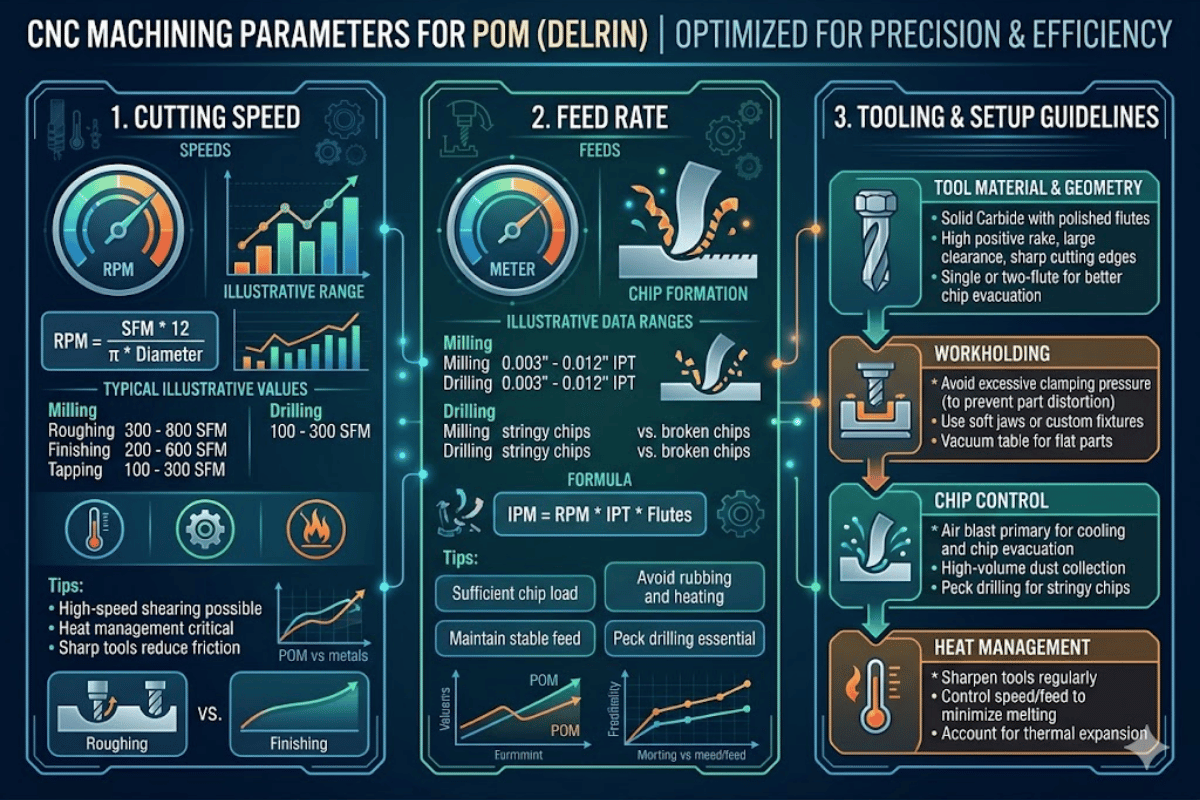
CNC-Maschinen für POM-Geschwindigkeitsparameter, Vorschübe und Toleranzdaten
Polyoxymethylen (POM) ist einer der am besten bearbeitbaren technischen Kunststoffe, die Sie in jeder Werkstatt erwarten können Dies POM Bearbeitungsführung Ist aus tatsächlichen Schnittparametern, Werkzeugauswahlen und Toleranzbereichen zusammengestellt, die wichtig sind, wenn Sie ein POM-Kunststoffteil auf einem CNC-Kunststofffräsen oder Drehen von Center-Kunststofftheorie, nur Zahlen, die Sie in den Controller stanzen können.
| Material | POM (Polyoxymethylen / Acetal / Delrin) |
| Typische Schnittgeschwindigkeit | 150 500 m/min |
| Futterrate (Fräsen) | 0,05 – 25 mm/Zahn |
| Futterrate (Drehen) | 0,05 – 0,30 mm/Umdrehung |
| Erreichbare Toleranz | ±0,02 –10 mm |
| Oberflächenbeschaffenheit (Ra) | 0.4 – 1,6 um (im bearbeiteten Zustand) |
| Maximale Service-Temp | 90 °C kontinuierlich / 140 °C kurzfristig |
| Bevorzugtes Werkzeugmaterial | Unbeschichtetes Karbid / PCD |
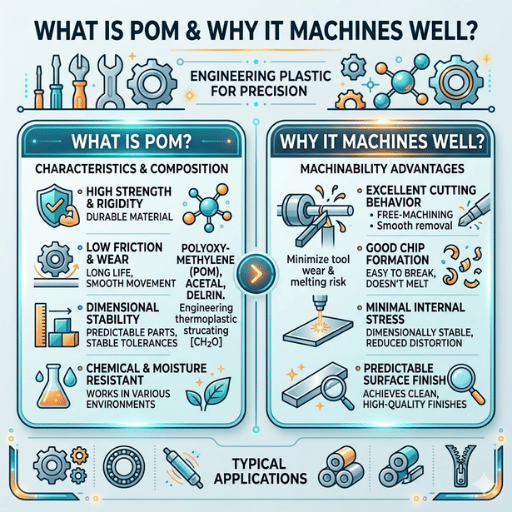
Viele Händler können einen vollständigen Namen für POM, Polyoxymethylen, erwerben, beispielsweise Delrin (DuPont) und Ultraform (BASF), wie z. B. mikrokristalline Kunststoffe, bei denen die Kristallinität bis zu 75% beträgt. Es ist eine so kristalline Natur, die diesem POM-Material seine typische Festigkeit verleiht. Dabei ist zu beachten, dass: die Zugfestigkeit = 60-70 MPa, der Reibungskoeffizient = 0,20-0,35 und die Dimensionsstabilität im Laufe der Zeit eng ist.
Grundsätzlich gibt es Qualitäten von POM: Homopolymer POM (POM-H) und Copolymer POM (POM-C) Von den beiden hat POM-H eine höhere Steifigkeit und Zugfestigkeit 5-1 TP3T mehr als POM-C die Bearbeitungsarbeit von Zahnrad - und Strukturbauteilen POM-C ist in diesen Aspekten POM-H unterlegen, aber durchweg besser für seine chemische Beständigkeit, thermische Leitfähigkeit während der Bearbeitung und verringerte Mittellinienporositätsanfälligkeit Bei Werkstücken mit engen Toleranzen wird letzteres bevorzugt.
Abgesehen von einem geringeren Feuchtigkeitsabsorptionskoeffizienten (weniger als 0,2% im Vergleich zu 1-2% Nylonfasern) weist POM eine hervorragende Dimensionsstabilität für Ladenböden auf, wenn es trocken oder feucht ist, gepaart mit seiner natürlich guten Schmierfähigkeit und bemerkenswerten Beständigkeit gegenüber Alkoholen, schwache Säuren und Kraftstoffe machen es die mechanischen Eigenschaften von POM-Material für Präzisionsteile in Automobilkomponenten, medizinischen Instrumenten und Lebensmittelverarbeitungsmaschinen geeignet.
Material wird bearbeitet Prozessparameter, um sowohl ein formstabiles als auch ein glattes erzeugtes zu erzeugen Die rauen und fertigen Tische werden getrennt aus Wärmeführungen bereitgestellt, wobei erstere nur ein POM-Werkstück mit enger Toleranz bearbeiten.
| Parameter | Schruppend | Veredelung |
|---|---|---|
| Schnittgeschwindigkeit | 200 –400 m/min | 300 500 m/min |
| Futterrate | 0,15 – 30 mm/Umdrehung | 0,05 – 12 mm/Umdrehung |
| Schnitttiefe | 1.53,0 mm | 0,30,8 mm |
| Rechenwinkel | 6° 10° positiv | 6° 10° positiv |
| Parameter | Schruppend | Veredelung |
|---|---|---|
| Schnittgeschwindigkeit | 150 250 m/min | 250 350 m/min |
| Futter pro Zahn | 0,10 – 25 mm/Zahn | 0,05 – 10 mm/Zahn |
| Axial-doc | 2.04.0 mm | 0,51,5 mm |
| Spindelgeschwindigkeit | 4.000 6.000 Drehzahlen | 6.000 8.000 Drehzahlen |
| Parameter | Empfohlener Wert |
|---|---|
| Spindelgeschwindigkeit | 1.000 2.500 Drehzahlen |
| Futterrate | 0,05 – 15 mm/Umdrehung |
| Punktwinkel | 118° (Standard-Drehbohrer) |
| Peck-zyklus | Erforderlich für L/D > 3:1 |
Technische Anmerkung
Eine Studie gedruckt von MDPI Metals im Jahr 2023 Es wurde festgestellt, dass genaue Parameter für das POM-C-Drehen über einem PCD-Werkzeug die Gesamtbearbeitungszeit um 441 TP3 T verkürzten. Die Arbeit nutzte RSM und ein flächenzentriertes CCD-Experimentaldesign mit dem Ziel, die Oberflächenrauheit mit der Werkstückauslenkung und einer guten Spanbildung zu harmonisieren.
Im Allgemeinen kühlt Druckluft die POM-Bearbeitung ab. Da POM praktisch keine Luftfeuchtigkeit absorbiert, ist es auch möglich, wasserbasiertes Kühlmittel für die Massenproduktion zu verwenden, ohne dass sich die Abmessungen des Werkstücks ändern. Dies kann bei der Verwendung von mit Karbid gefüllten Thermoplasten wie Nylon nicht passieren, wo der plötzliche Kühlmittelfluss zu einer Materialquellung führen kann.

Die Auswahl eines Werkzeugs und einer Werkzeuggeometrie für POM hängt zunächst von der Chargengröße und der Oberflächenrauheit ab, die Sie erwarten. POM schneidet aufgrund seiner Weichheit in der Regel besser ab als die meisten verstärkten Kunststoffe oder Metalle mit geringerem Werkzeugverschleiß an der CNC-Maschine, ist aber auch empfindlich, Grate oder geschmolzene Teile zu haben, wenn die falsche Werkzeuggeometrie verwendet wird.
| Werkzeugmaterial | Am besten für | Typische Werkzeuglebensdauer | Oberflächenveredelung |
|---|---|---|---|
| HSS (Hochgeschwindigkeitsstahl) | Prototypen, kurze Auflagen | 500 2.000 Teile | Ra 0,8 – 6 um |
| Unbeschichtetes Carbid | Produktionsmengen | 5.000 15.000 Teile | Ra 0,4 – 8 Um |
| PCD (polykristalliner Diamant) | Hohe Lautstärke, enge Toleranz | 50.000+ Teile | Ra 0,2 –4 um |
| DLC-beschichtetes Carbid | Reduzierte Reibungsanwendungen | 10.000 20.000 Teile | Ra 0,4 – 6 Um |
Zwei-Flöten-Endmühlen arbeiten viel besser als Vier-Flöten-Sets, wenn mit POM arbeiten Die einheitlichen größeren Cutter GFI-Elemente und lenkt Späne schneller ab, was zu weniger Ansammlungen von nachgeschnittenen geschmolzenen Kunststoffen führt. Mit einem positiven Schrägwinkel von etwa 6-10 Grad steigert sich die Fähigkeit der Maschine, das Material vorzuplanen, anstatt das Werkzeug zu forcieren.
Für Präzisionsgefertigte POM-Teile, ten, Hartmetallwerkzeuge sind die günstigste und effektivste Option PCD für Aufträge speichern, die Oberflächenveredelungen unter Mikrometern erfordern, oder bei denen die Werkzeuginvestitionen über mittelhohe Chargenmengen hinweg amortisiert werden können.
POM liefert tendenziell eine der besten als bearbeitete Oberflächenbeschaffenheit aller technischen Kunststoffe. Mit scharfen Hartmetallwerkzeugen und einer konservativen Vorschubgeschwindigkeit sind 0,4-0,8 Ra direkt vom CNC ohne Polieren möglich.
| Merkmalstyp | Standardtoleranz | Enge Toleranz | Anmerkungen |
|---|---|---|---|
| Lineare Abmessungen | ±0,10 mm | ±0,02 mm | Erfordert Glühen + Klimatisierung |
| Bohrungsdurchmesser | ±0,05 mm | ±0,02 mm | Ries nach dem Bohren |
| Ebenheit | 0,10 mm/100 mm | 0,05 mm/100 mm | Symmetrische Materialentfernung kritisch |
| Oberflächenrauheit | Ra 0,8 – 6 um | Ra 0,2 –4 um | PCD-Tooling für bestes Finish |
Gekoppelt mit null Toleranz-bearbeiteter Befestigung und Spannungs-Entlastungs-Glühen können Toleranzen zwischen 0,02 mm gehalten werden Forscher Pinisetty und Redner Es wurde gezeigt, dass bei POM die Vorschubgeschwindigkeit und der Nasenradius die Oberflächenrauheit dominieren, wobei die Schnitttiefe einen sekundären Einfluss hat.
Ein Ruf für einfache Bearbeitung bedeutet, dass es immer eine Überraschung ist, wenn eines von drei Problemen Betreiber überrascht, insbesondere Metallmaschinen, die neu in der Kunststoffe. Jedes beruht auf einem bestimmten Merkmal des POM-Bearbeitungsprozesses und hat eine geeignete Lösung.
| Problem | Wurzelursache | Lösung |
|---|---|---|
| Verformung nach der Bearbeitung | Restspannung durch Extrusion/Formung, die durch Materialentfernung freigesetzt wird | Glühen zwischen Roh- und Enddurchgängen; Material symmetrisch entfernen |
| Gratenbildung an Kanten | Stumpfe Werkzeugkante oder übermäßige Verweildauer an Austrittsstellen | Pflegen Sie scharfe Werkzeuge; Steigfräsen verwenden; Programmieren Sie Ausstiegspfade, um Verweilzeiten zu vermeiden |
| Cracken (insbesondere POM-H) | Spannungskonzentration an scharfen Innenecken; Mittellinienporosität im Homopolymer POM | Filetradien 0,5 mm hinzufügen; Wechseln Sie für dickwandige Teile zu POM-C; Glühen vor der Endbearbeitung |
Technische Anmerkung „Annealing Protocol für POM
Glühen bei 140-150 C (10-20 C unter Wärmeverzerrungstemperatur), um Eigenspannungen zu minimieren In einem Ölbad 40-60 Minuten pro 5 mm Wand halten In einem Luftbad mit Raumtemperatur 20-30 Minuten pro 5 mm Wand halten Vor der Bearbeitung oder Wiedereinführung von Spannung vollständig auf Raumtemperatur abkühlen lassen. Zwangskühlung beim Glühschritt vermeiden; wieder eingeführte Eigenspannungen würden die Dimensionsvorteile ausgleichen Zeitplan nach grober Bearbeitung oder während Zwischenfertigstellungsstufen Dieser Schritt ist am wichtigsten für POM-Merkmale, die Toleranzen erfordern, die feiner als 0,05 mm sind.
Aus chemischer Sicht beginnt POM oberhalb von 230 C abzubauen und gibt gleichzeitig Formaldehyd ab, sollte bei der Bearbeitung während der Heißspanentfernung eine ordnungsgemäße Belüftung an der Bedienerstation aufrechterhalten werden Fälle übermäßiger Wärmeentwicklung an der Arbeitszone durch unbelastete Späne und konzentrierte Schneidzonen-Reibungswärme sind gut dokumentiert.
Die optimale Anwendungsauswahl zwischen POM und anderen technischen Kunststoffen hängt davon ab, welche Betriebsbedingungen für die Anwendung und den Prozess am wichtigsten sind. Nachfolgend werden in einer Tabelle die tatsächlichen Eigenschaftswerte (Werte für “gut” werden ebenfalls aufgeführt, um zu veranschaulichen, dass es keine Take-for-granted-Korrelation gibt) der einzelnen Werte verglichen.
| Eigentum | POM (Acetal) | Nylon (PA6/66) | GUCK |
|---|---|---|---|
| Zugfestigkeit | 60 –70 MPa | 70 –85 MPa | 90 100 MPa |
| Reibungskoeffizient | 0,20 35 | 0,35 45 | 0,35 40 |
| Max Kontinuierliche Temperatur | 90 100 °C | 80 °C | 250 °C |
| Feuchtigkeitsaufnahme | <0,2% | 1.02.5% | <0,1% |
| Bearbeitbarkeit | Ausgezeichnetes Chips | Gut zum Schmieren | Gut Schneiden Kräfte |
| Relative Materialkosten | 1.0× | 0.70.9× | 15 –20 |
Für Anwendungen, bei denen Dimensionsstabilität und Reibungskoeffizient am kritischsten sind, ist POM am besten POM nimmt kein Wasser auf und ändert die Abmessungen, wie Nylon es tun wird, um 0,5-1,01TP3 T in einer ansonsten feuchten Umgebung POM lädt auch leichter und gleicht sich schneller aus als PEEK unter Hochtemperatur / chemisch rauen Umgebungen, kostet aber 15-20 /kg. Für CNC-bearbeitete Teile Und für die Anwendungen, für die sie am besten geeignet sind, wird POM Verbundwerkstoffe oder andere Kunststoffe unter 100 C in Bezug auf Kosten, Bearbeitbarkeit und Leistung übertreffen.
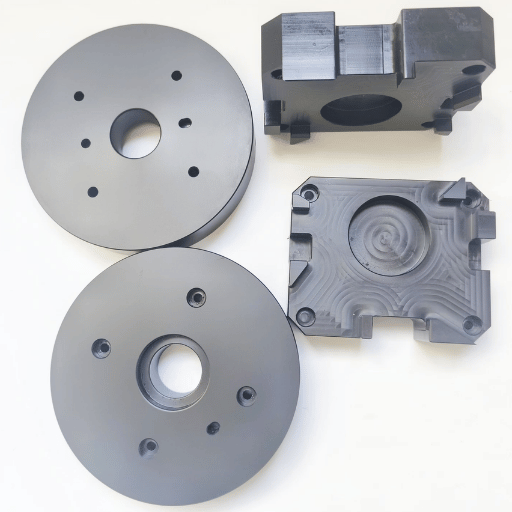
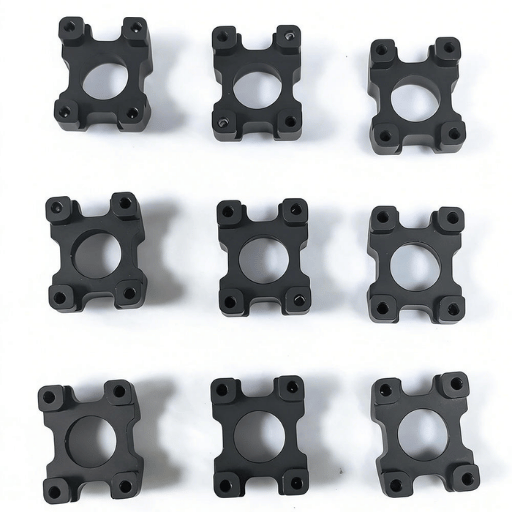
Die Kombination aus geringer Reibung und den mechanischen Eigenschaften dieses Kunststoffmaterials machen POM ideal für Selbstschmieranwendungen, bei denen Übergewicht oder überschüssiges Material ein Produkt behindern würden Die folgenden Branchen machen den Großteil des Marktes für maschinell bearbeitetes POM aus:
Automobil: Kraftstoffsystemklammern, Sicherheitsgurtführungsbuchsen, Fensterhebergetriebe und Komponenten des Innenmechanismus. POM wird hier verwendet, weil es vielen Zyklen standhält und Raumtemperaturen und langfristiger Exposition gegenüber Autoflüssigkeiten ausgesetzt ist, selbst wiederholt über viele Zyklen hinweg ohne Zersetzung.
Medizinische Geräte: Inhalatorkörper, Griffe chirurgischer Instrumente, Teile der Medikamentenabgabepumpe Weil POM-Homopolymer konform ist mit FDA 21 CFR 177.2480, 0,5 mg/in sind bei Verwendung in Kontakt mit Lebensmitteln Extraktive begrenzt und der Formaldehydgehalt liegt unter 0,0050 Gewichtsprozent POM-Copolymer wird gesondert geregelt unter 21 CFR 177,2470.
Lebensmittelverarbeitung: Förderführungen, Verpackungsmaschinen-Verschleißstreifen und Ventilsitze Die bewährte Ausdauer von POM in der nassen Umgebung der Lebensmittelverarbeitung, gepaart mit FDA-konformen Qualitäten, macht POM zu einer hervorragenden Wahl für Lebensmittelkontaktmaschinen.
Industrieausrüstung: Gleitlager, Getriebemechanismen, Ventilkörper und Pumpenlaufräder Der niedrige Reibungskoeffizient von POM (0,20-0,35) ermöglicht die Ausführung einiger Lageranwendungen ohne Schmierung. – Reduzierung der Wartungsfrequenz und Verhinderung der Kontamination sauberer Umgebungen.
Für alle diese Endmärkte wurde POM bearbeitet Maßgeschneiderte Spezifikationen von CNC Bietet nicht nur große Toleranzen und erstaunliche Wiederholbarkeit, sondern übertrifft auch den Spritzguss im Bereich von 5.000 Stück pro Bestellung.

Langzeitbetrieb 90-100 C. Kurzzeitbelichtung 140 C. Oberhalb von 230 C zersetzt sich POM und setzt Formaldehyd frei. Während der Hochgeschwindigkeitsbearbeitung ist eine ausreichende Belüftung erforderlich, um eine lokale Überhitzung zu verhindern.
Betrachten Sie PEEK über 120 C, allerdings bei 15-20 Materialkosten.
Benötigen Sie Präzisions-POM-Teile, die nach Ihren Spezifikationen bearbeitet werden?
Dieser Leitfaden wurde von der technischen Abteilung von Le-creator zusammengestellt, einem in Shenzhen ansässigen CNC-Bearbeitungsunternehmen mit 17 Jahren Produktionserfahrung in der Arbeit mit POM, PEEK, Nylon und über 40 anderen technischen Kunststoffen. Die in diesem Artikel aufgeführten Fräsbereiche wurden mit bestehenden, von MDPI und Springer veröffentlichten Forschungsergebnissen sowie den Daten verglichen, die wir aus dem täglichen Betrieb von über 80 CNC-Maschinen auf Polymermaterial erhalten.









