


Servicio de apoyo, profesional y centrado en el cliente
Póngase en contacto con la empresa Lecreator
Desde prototipos hasta producción a gran escala, lo tenemos cubierto.


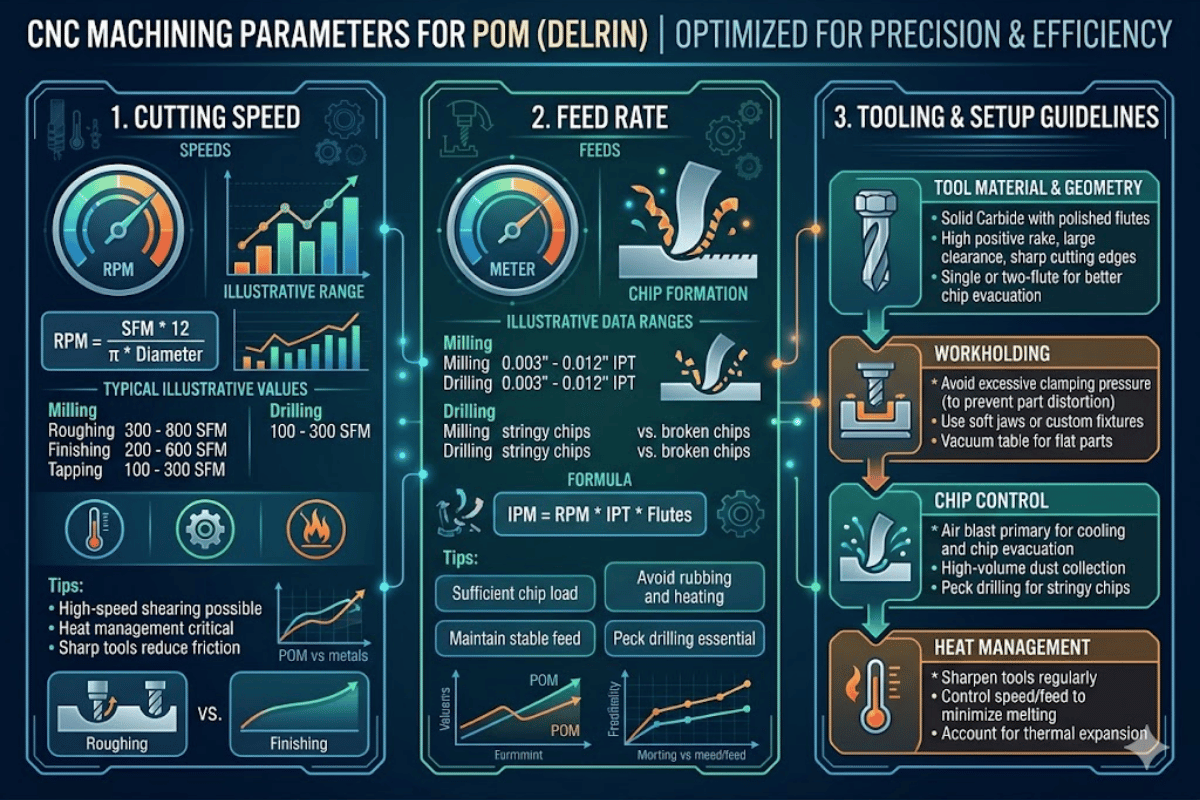
Parámetros de mecanizado CNC para POM « Velocidades, alimentaciones, herramientas y datos de tolerancia
El polioximetileno (POM) es uno de los plásticos de ingeniería más mecanizables que puede esperar encontrar en cualquier taller. Este Guía de mecanizado POM se compila a partir de parámetros de corte reales, selecciones de herramientas y rangos de tolerancia que importan cuando se programa una pieza de plástico POM en un centro de fresado o torneado de plástico CNC. No hay teoría, solo números que puedes perforar en el controlador.
| Material | POM (Plioximetileno / Acetal / Delrin) |
| Velocidad de corte típica | 150-500 m/min |
| Tasa de alimentación (fresado) | 0,05-0,25 mm/diente |
| Tasa de alimentación (giro) | 0,05-0,30 mm/rev |
| Tolerancia alcanzable | ±0,02-0,10 mm |
| Acabado superficial (Ra) | 0,4-1,6 μm (a máquina) |
| Temperatura máxima de servicio | 90-100 °C continuo / 140 °C a corto plazo |
| Material de herramienta preferido | Carburo sin recubrimiento/PCD |
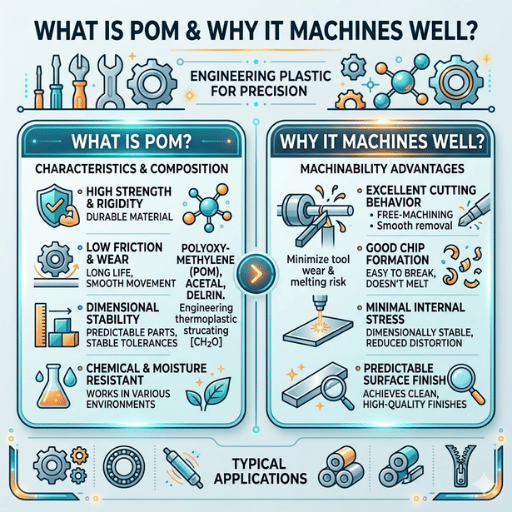
El polioximetileno, nombre completo de POM, puede ser adquirido por muchos comerciantes, como Delrin (DuPont) y Ultraform (BASF), plásticos de ingeniería semicristalinos, en los que la cristalinidad es tan alta como 75%. Es una naturaleza tan cristalina la que aporta a este material POM su resistencia típica, teniendo en cuenta que: la resistencia a la tracción = 60-70 MPa, el coeficiente de fricción = 0,20-0,35 y la estabilidad dimensional es estrecha a medida que pasa el tiempo.
Básicamente, existen dos grados de POM: homopolímero POM (POM-H) y copolímero POM (POM-C). De los dos, POM-H tiene una mayor rigidez y resistencia a la tracción, aproximadamente 5-10% más que POM-C, para el trabajo de mecanizado de componentes de engranajes y estructuras. POM-C es inferior a POM-H en estos aspectos, pero mucho mejor por su resistencia química, conductividad térmica durante el mecanizado y susceptibilidad reducida a la porosidad de la línea central. Para piezas de trabajo con tolerancias estrictas, se prefiere este último.
Además de tener un coeficiente de absorción de humedad más bajo (menos de 0,2%, en comparación con el 1-2% de las fibras de nailon), el POM presenta una excelente estabilidad dimensional para los suelos de taller, ya sean secos o húmedos. Cuando se combina con su buena lubricidad natural y su notable resistencia a disolventes, alcoholes, ácidos débiles y combustibles, las propiedades mecánicas del material POM lo hacen adecuado para piezas de precisión en componentes de automóviles, instrumentos médicos y maquinaria de procesamiento de alimentos.
El material se mecaniza con parámetros de proceso para producir una pieza dimensionalmente estable y lisa o deformada a partir del calor generado. Las tablas de desbaste y acabado se proporcionan por separado; la mayoría de las guías solo dan la primera, pero la segunda cuenta para mecanizar una pieza de trabajo POM con tolerancia estricta.
| Parámetro | Aspereza | Acabado |
|---|---|---|
| Velocidad de corte | 200-400 m/min | 300-500 m/min |
| Tasa de alimentación | 0,15-0,30 mm/rev | 0,05-0,12 mm/rev |
| Profundidad del corte | 1,5-3,0 mm | 0,3-0,8 mm |
| Ángulo de rastrillo | 6°-10° positivo | 6°-10° positivo |
| Parámetro | Aspereza | Acabado |
|---|---|---|
| Velocidad de corte | 150-250 m/min | 250-350 m/min |
| Alimentación por diente | 0,10-0,25 mm/diente | 0,05-0,10 mm/diente |
| Doc axial | 2,0-4,0 mm | 0,5-1,5 mm |
| Velocidad del husillo | 4.000-6.000 RPM | 6.000-8.000 RPM |
| Parámetro | Valor recomendado |
|---|---|
| Velocidad del husillo | 1.000-2.500 RPM |
| Tasa de alimentación | 0,05-0,15 mm/rev |
| Ángulo puntual | 118° (taladro helicoidal estándar) |
| Ciclo de picoteo | Requerido para L/D > 3:1 |
📐 Nota de ingeniería
Un estudio impreso por Metales MDPI en 2023 se descubrió que los parámetros precisos para que POM-C volteara una herramienta PCD reducían el tiempo total de mecanizado en 44%. El trabajo empleó RSM y un diseño experimental CCD centrado en la cara, con el objetivo de armonizar la rugosidad de la superficie con la deflexión de la pieza de trabajo y una buena formación de virutas.
En general, el aire comprimido es suficiente para enfriar el mecanizado de POM. Dado que el POM prácticamente no absorbe humedad, también es posible utilizar refrigerante a base de agua para la producción en masa sin alterar las dimensiones de la pieza de trabajo, un problema que no puede ocurrir cuando se utilizan termoplásticos llenos de grano de carburo como el nailon, donde el flujo repentino de refrigerante puede provocar hinchazón del material.

Elegir una herramienta y una geometría de herramienta para POM dependerá en primer lugar del tamaño del lote y la rugosidad de la superficie que espere. POM normalmente funciona mejor que la mayoría de los plásticos o metales reforzados con menor desgaste de herramientas en la máquina CNC, gracias a su suavidad, pero también es delicado tener rebabas o piezas derretidas si se utiliza la geometría de herramienta incorrecta.
| Material de la herramienta | Mejor para | Vida típica de la herramienta | Acabado superficial |
|---|---|---|---|
| HSS (Acero de alta velocidad) | Prototipos, tiradas cortas | 500-2000 de părți | Ra 0,8-1,6 μm |
| Carburo sin recubrir | Volúmenes de producción | 5.000-15.000 de părți | Ra 0,4-0,8 μm |
| PCD (Diamante Policristalino) | Tolerancia estricta y de alto volumen | 50.000+ partes | Ra 0,2-0,4 μm |
| Carburo recubierto con DLC | Aplicaciones de fricción reducida | 10.000-20.000 de părți | Ra 0,4-0,6 μm |
Las fresas de dos flautas funcionan mucho mejor que los juegos de cuatro flautas cuando se trabaja con POM. El cortador unitario más grande GFI elementa y desvía las virutas mucho más rápido, lo que resulta en menos acumulaciones de plásticos fundidos recortados. El uso de un ángulo de inclinación positivo de alrededor de 6-10 grados aumenta la capacidad de la máquina para planificar previamente el corte en lugar de forzar el material, de ahí que su herramienta empuje, mejorando así la calidad del proceso y extendiendo la vida útil de la herramienta.
Para piezas POM mecanizadas con precisión, las herramientas de carburo son la opción más barata y eficaz. Ahorre PCD para trabajos que requieran acabados superficiales submicrónicos o donde la inversión en herramientas se pueda amortizar en cantidades de lotes medias-altas.
POM tiende a producir uno de los mejores acabados superficiales mecanizados de cualquier plástico de ingeniería. Con herramientas de carburo afiladas y una velocidad de avance conservadora, es posible obtener 0,4-0,8 Ra directamente del CNC sin pulir.
| Tipo de característica | Tolerancia estándar | Tolerancia estricta | Notas |
|---|---|---|---|
| Dimensiones lineales | ±0,10 mm | ±0,02 mm | Requiere recocido + control climático |
| Diámetro del orificio | ±0,05 mm | ±0,02 mm | Resma después de la perforación |
| Planitud | 0,10 mm/100 mm | 0,05 mm/100 mm | La eliminación simétrica del material es crítica |
| Rugosidad superficial | Ra 0,8-1,6 μm | Ra 0,2-0,4 μm | Herramientas PCD para un mejor acabado |
Junto con la fijación mecanizada con tolerancia cero y el recocido para aliviar tensiones, se pueden mantener tolerancias entre 0,02 mm. Investigadores Pinisetty y Redner se demostró que para POM, la velocidad de avance y el radio de la nariz dominan la rugosidad de la superficie, y la profundidad de corte tiene una influencia secundaria.
La reputación de mecanizar fácilmente significa que siempre es una sorpresa cuando cualquiera de los tres problemas toma a los operadores con la guardia baja, especialmente a los maquinistas metálicos nuevos en el sector del plástico. Cada uno surge de un rasgo específico del proceso de mecanizado POM y tiene una solución adecuada.
| Problema | Causa raíz | Solución |
|---|---|---|
| Deformación después del mecanizado | Tensión residual de extrusión/moldeo liberada por la eliminación del material | Recocido entre pasadas rugosas y de acabado; Retire el material simétricamente |
| Formación de rebabas en los bordes | Borde de herramienta opaco o permanencia excesiva en los puntos de salida | Mantener herramientas afiladas; utilizar fresado de ascenso; programar caminos de salida para evitar la permanencia |
| Cracking (especialmente POM-H) | Concentración de tensión en esquinas internas afiladas; porosidad de la línea central en homopolímero POM | Añadir radios de filete ≥0,5 mm; cambiar a POM-C para piezas de paredes gruesas; recocer antes del mecanizado final |
📐 Nota de ingeniería « Protocolo de recocido para POM
Recocida a 140-150 C (10-20 C por debajo de la temperatura de distorsión por calor) para minimizar las tensiones residuales. En un baño de aceite, manténgalo presionado durante 40-60 minutos por pared de 5 mm. En un baño de aire a temperatura ambiente, mantenga presionado entre 20 y 30 minutos por pared de 5 mm. Deje enfriar completamente a temperatura ambiente antes de mecanizar o reintroducir tensiones. Evite el enfriamiento forzado en el paso de recocido; Las tensiones residuales reintroducidas compensarían los beneficios dimensionales. Programe después de un mecanizado rugoso o durante etapas de acabado intermedias. Este paso es más importante para las características de POM que requieren tolerancias superiores a 0,05 mm.
Desde el punto de vista químico, el POM comienza a degradarse por encima de 230 C y simultáneamente emite formaldehído. Si se mecaniza durante la eliminación de virutas calientes, se debe mantener una ventilación adecuada en la estación del operador. Los casos de generación excesiva de calor en la zona de trabajo debido a virutas sin deflectores y calor de fricción concentrado en la zona de corte están bien documentados.
La selección óptima de aplicaciones entre POM y otros plásticos de ingeniería depende de qué condiciones operativas son más importantes para la aplicación y el proceso. A continuación, una tabla compara los valores reales de las propiedades (los valores de “bueno” también se enumeran para ilustrar que no existe una correlación de toma por concesión) de cada uno.
| Propiedad | POM (Acetal) | Nylon (PA6/66) | MIRAR |
|---|---|---|---|
| Resistencia a la tracción | 60-70 MPa | 70-85 MPa | 90-100 MPa |
| Coeficiente de fricción | 0,20-0,35 | 0,35-0,45 | 0,35-0,40 |
| Temperatura máxima continua | 90-100 °C | 80-100 °C | 250 °C |
| Absorción de humedad | <0,2% | 1.0-2.5% | <0,1% |
| Maquinabilidad | Excelente “chips limpios | Bueno « tiende a mancharse | Bueno “mayores fuerzas de corte |
| Costo relativo del material | 1,0× | 0,7-0,9× | 15-20× |
Para aplicaciones donde la estabilidad dimensional y el coeficiente de fricción son más críticos, POM es el mejor. POM no absorbe agua y cambia las dimensiones, como lo hará el nailon, entre 0,5 y 1,0% en un ambiente que de otro modo sería húmedo. POM también se carga más fácilmente y se equilibra más rápido que PEEK en ambientes de alta temperatura/químicamente hostiles, pero cuesta entre 15 y 20 kg. Para Piezas mecanizadas CNC y las aplicaciones para las que son más adecuados, POM superará a los compuestos u otros plásticos por debajo de 100 C en costo, maquinabilidad y rendimiento.
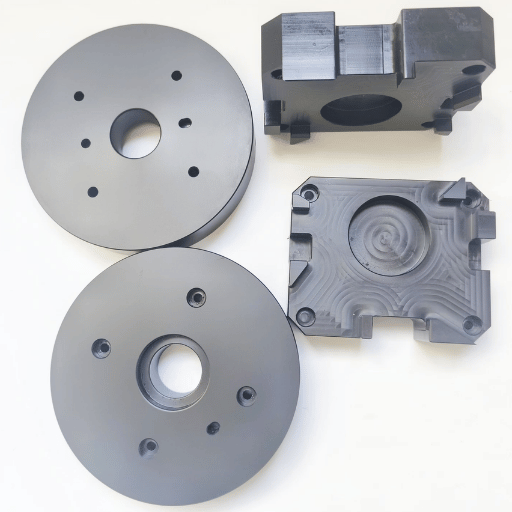
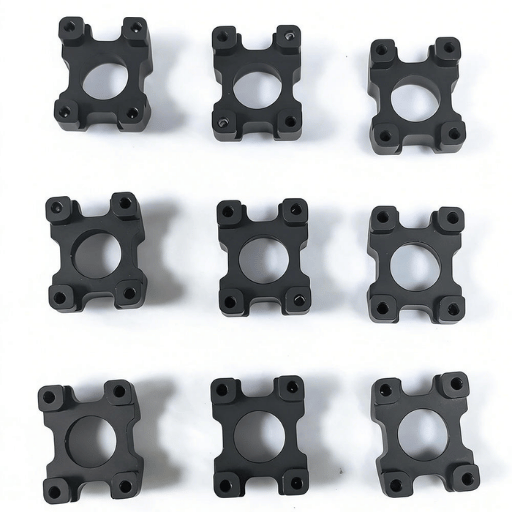
La combinación de baja fricción de POM y las propiedades mecánicas de este material plástico lo hacen ideal para aplicaciones autolubricantes donde el exceso de peso o el exceso de material sería un obstáculo para un producto. Las siguientes industrias constituyen la mayor parte del mercado de POM mecanizado:
Automotriz: clips del sistema de combustible, casquillos guía del cinturón de seguridad, engranajes del regulador de ventanas y componentes del mecanismo interior. POM se utiliza aquí porque resiste muchos ciclos y está expuesto a temperaturas ambiente y a la exposición prolongada a fluidos automotrices, incluso repetidamente durante muchos ciclos sin descomponerse.
Dispositivos médicos: cuerpos inhaladores, mangos de instrumentos quirúrgicos, piezas de bombas de administración de medicamentos. Porque el homopolímero POM se ajusta a FDA 21 CFR 177.2480, uso en contacto con alimentos, los extractivos están limitados a 0,5 mg/pulgada y el contenido de formaldehído es inferior al 0,0050 por ciento en peso. El copolímero POM está regulado por separado 21 CFR 177.2470.
Procesamiento de alimentos: guías de transporte, tiras de desgaste de máquinas empacadoras y asientos de válvulas. La resistencia comprobada de POM en el ambiente húmedo del procesamiento de alimentos, junto con los grados que cumplen con la FDA, hacen de POM una excelente opción para maquinaria en contacto con alimentos.
Equipos industriales: cojinetes lisos, mecanismos de engranajes, cuerpos de válvulas e impulsores de bombas. El bajo coeficiente de fricción de POM (0,20-0,35) permite que algunas aplicaciones de rodamientos funcionen sin lubricación, lo que reduce la frecuencia de mantenimiento y previene la contaminación de ambientes limpios.
Para todos estos mercados finales, POM mecanizado especificaciones personalizadas por CNC no sólo proporciona grandes tolerancias y una repetibilidad asombrosa, sino que supera al moldeo por inyección en el rango de 5000 piezas por orden.

Servicio a largo plazo 90-100 C. Exposición a corto plazo 140 C. Por encima de 230 C, la POM se descompone y libera formaldehído. Durante el mecanizado a alta velocidad es necesaria una ventilación adecuada para evitar el sobrecalentamiento local.
Considere PEEK por encima de 120 C, aunque entre 15 y 20 el costo del material.
¿necesita piezas POM de precisión mecanizadas según sus especificaciones?
Esta guía ha sido compilada por el departamento de ingeniería de Le-creator, una empresa de mecanizado CNC con sede en Shenzhen con 17 años de experiencia en producción trabajando con POM, PEEK, nailon y más de 40 plásticos de ingeniería más. Los rangos de fresado enumerados en este artículo se han cotejado con investigaciones existentes publicadas por MDPI y Springer, así como con los datos que obtenemos al operar más de 80 máquinas CNC cada día en material de polímeros.









