


Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


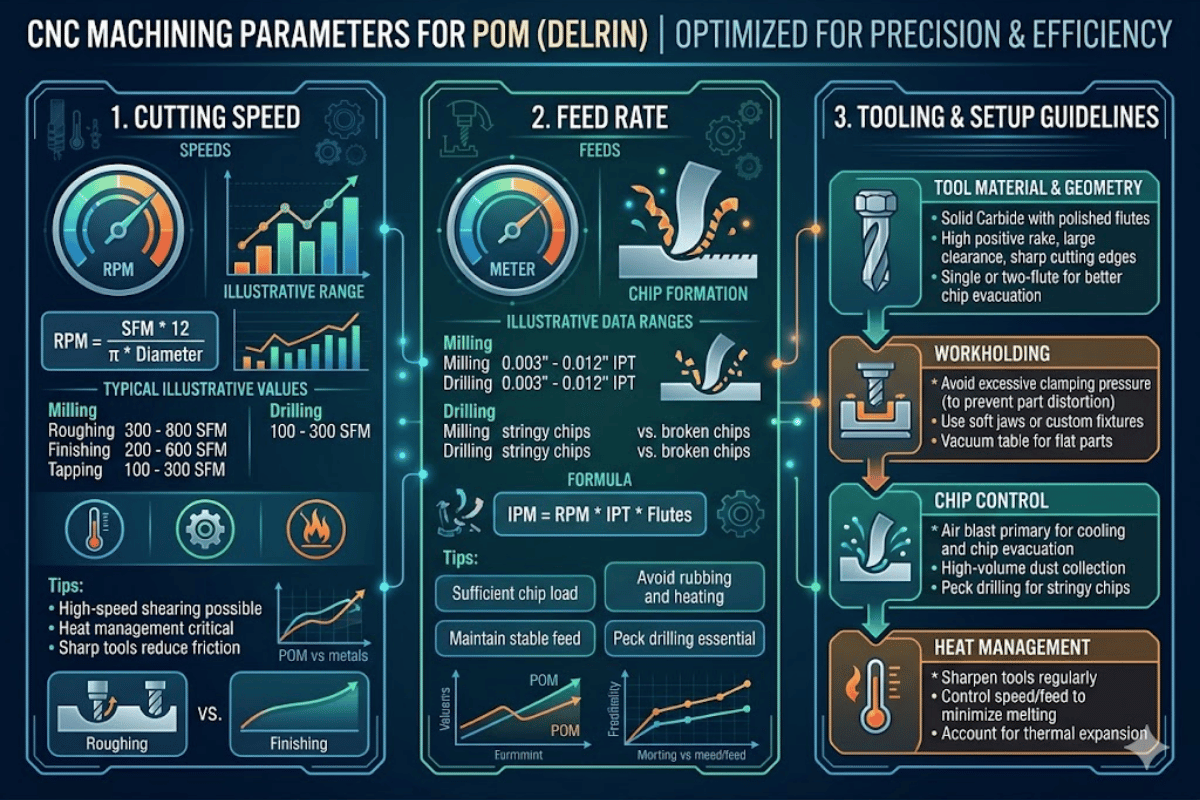
CNC Mach Parametri per POM (rapidità, alimentazioni, mangimi, strumenti di tolleranza) e parametri di tolleranza
Il poliossimetilene (POM) è una delle plastiche ingegneristiche più lavorabili che ci si possa aspettare di trovare in qualsiasi officina Questo Guida di lavorazione POM è compilato da parametri di taglio effettivi, selezioni di utensili e intervalli di tolleranza che contano quando si programma una parte in plastica POM su una fresatura in plastica CNC o tornitura centraleNo teoria, solo numeri che è possibile perforare nel controller.
| Materiale | POM (poliossimetilene/acetale/delrin) |
| Velocità di taglio tipica | 1500 m/min |
| Tasso di alimentazione (fresatura) | 0,05,25 mm/dente |
| Tasso di alimentazione (giro) | 0,0,5 mm/rev |
| Tolleranza ottenibile | ±0,020,10 mm |
| Finitura superficiale (Ra) | 0,4 1,6μm (lavorato) |
| Temp. servizio massimo | 90 °C continui 100 °C a breve termine |
| Materiale utensile preferito | Carburo non rivestito/PCD |
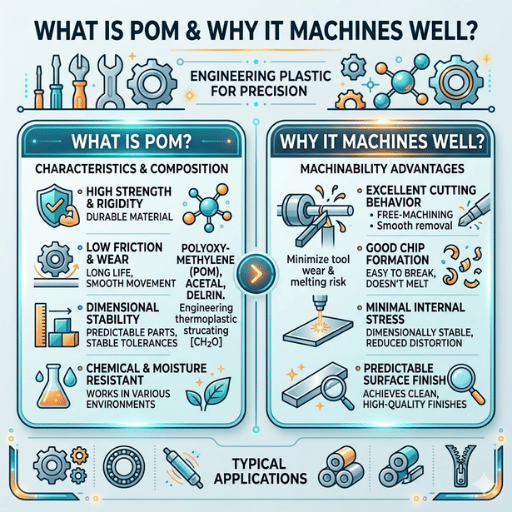
Un nome completo per POM, poliossimetilene può essere acquistato da molti commercianti, come Delrin (DuPont) e Ultraform (BASF) plastiche di ingegneria semi-cristallina, in cui la cristallinità è alta come 75%. È una natura così cristallina che porta questo materiale POM la sua forza tipica, notando che: la resistenza alla trazione = 60-70 MPa, il coefficiente di attrito coefficiente= 0,20-0,35 e la stabilità dimensionale è strettamente col passare del tempo.
Fondamentalmente, ci sono due gradi di POM: POM omopolimero (POM-H) e POM copolimero (POM-C) Dei due, POM-H ha una rigidità e una resistenza alla trazione più elevate, circa 5-101TP3 più di POM-C per il lavoro di lavorazione dei componenti della struttura degli ingranaggi. POMC è inferiore a POM-H in questi aspetti, ma decisamente migliore per la sua resistenza chimica, conduttività termica durante la lavorazione e ridotta suscettibilità alla porosità centrale. Per pezzi con tolleranze strette, quest'ultimo è preferito.
Oltre ad avere un coefficiente inferiore di assorbimento dell'umidità (meno di 0,2%, rispetto a 1-2% di fibre di nylon), POM mostra un'eccellente stabilità dimensionale per i pavimenti degli negozi, sia asciutti che umidi. Quando accoppiato con il suo lubrificante naturalmente buono e una notevole resistenza a solventi, alcoli, acidi deboli e combustibili, le proprietà meccaniche del materiale POM lo rendono adatto per parti di precisione in componenti automobilistici, strumenti medici e macchinari per la lavorazione alimentare.
Il materiale è lavorato con parametri di processo per produrre sia una parte dimensionalmente stabile e liscia o una deformata dal calore generato. Le tabelle grezze e di finitura sono fornite separatamente, le guide più grezze danno solo il primo ma il secondo conta per la lavorazione di un pezzo POM con tolleranza stretta.
| Parametro | Sgrossatura | Finitura |
|---|---|---|
| Velocità di taglio | 200 m/min | 300 m/min |
| Alimentazione Tasso | 0,1,30 mm/rev | 0,0,5 mm/rev |
| Profondità di taglio | 1.5.3.0 mm | 0.30,8 mm |
| Angolo rastrello | 6° 10° positivo | 6° 10° positivo |
| Parametro | Sgrossatura | Finitura |
|---|---|---|
| Velocità di taglio | 150 m/min250 m/min | 250 m/min |
| Feed per Tooth | 0,10,25 mm/dente | 0,05,10 mm/dente |
| Doc assiale | 2.0.0.4.0 mm | 0.5.5.5 mm |
| Velocità del mandrino | 4.000 giri/min 6.000 | 6.000 giri/min 8.000 |
| Parametro | Valore Consigliato |
|---|---|
| Velocità del mandrino | 1.00 RPM2.500 |
| Alimentazione Tasso | 0,0,5 mm/rev |
| Punto Angolo | 118° (trapano twist standard) |
| Ciclo di Peck | Richiesto per L/D > 3:1 |
Nota ingegneristica
Uno studio stampato da MDPI Metals nel 2023 trovato che i parametri accurati per la rotazione POM-C sopra uno strumento PCD hanno ridotto il tempo totale di lavorazione di 44%. Il lavoro ha impiegato RSM e un disegno sperimentale CCD centrato sul viso, con l'obiettivo di armonizzare la rugosità superficiale con la deflessione del pezzo e una buona formazione del chip.
In generale, l'aria compressa è sufficiente per raffreddare la lavorazione POM. Poiché il POM non assorbe praticamente umidità, è anche possibile utilizzare refrigerante a base di umidità per la produzione di massa senza alterazione delle dimensioni dell'acqua del pezzo, problema che non può verificarsi quando si utilizzano materiali termoplastici riempiti di grana di carburo come il nylon dove l'improvviso flusso di refrigerante può provocare un rigonfiamento del materiale.

Scegliere una geometria dell'utensile e dell'utensile per POM dipenderà innanzitutto dalle dimensioni del lotto e dalla rugosità superficiale che ti aspetti. POM in genere funziona meglio della maggior parte delle plastiche rinforzate o dei metalli con una minore usura dell'utensile sulla macchina CNC, grazie alla sua morbidezza, ma è anche delicato avere sbavature o parti fuse se viene utilizzata la geometria dell'utensile sbagliata.
| Materiale dell'utensile | Migliore Per | Vita tipica degli utensili | Finitura Superficie |
|---|---|---|---|
| HSS (acciaio ad alta velocità) | Prototipi, tirature brevi | 5000 parti 2.000 | 8,8,6μm Ra 0 |
| Carburo non rivestito | Volumi produttivi | 5,000 parti 15.000 parti | 4,40,8μm Ra 0,8μm |
| PCD (diamante policristallino) | Alto volume, tolleranza stretta | Oltre 50.000 parti | 2,20,4μm Ra 0,4μm |
| Carburo rivestito con DLC | Applicazioni a frizione ridotta | 10.000 parti 20.000 parti | 4,40,6μm Ra 0,6μm |
I mulini a due scanalature funzionano molto meglio dei set a quattro scanalature quando lavorano con POM. Gli elementi GFI della taglierina unitaria più grande e devia i trucioli molto più rapidamente, con conseguente minor numero di accumuli di plastica fusa ritagliata. L'utilizzo di un angolo di spoglia positivo di circa 6-10 gradi aumenta la capacità della macchina di prepianificare la macchina piuttosto che forzare il materiale che spinge l'utensile a migliorare la qualità e prolungare la durata dell'utensile.
Per parti in POM lavorate con precisione, gli utensili in metallo duro sono l'opzione più economica ed efficace Risparmia PCD per lavori che richiedono finiture superficiali inferiori al micron o dove l'investimento per gli utensili può essere ammortizzato su quantità di lotti medio-alti.
Il POM tende a produrre uno dei migliori come finiture superficiali lavorate di qualsiasi plastica tecnica. Con utensili in metallo duro e una velocità di avanzamento conservativa, 0,4-0,8 Ra è possibile direttamente dal CNC senza lucidatura.
| Tipo di caratteristica | Tolleranza Standard | Tolleranza Stretta | Note |
|---|---|---|---|
| Dimensioni Lineari | ±0,10 mm | ±0,02 mm | Richiede ricottura + climatizzazione |
| Diametro foro | ±0,05 mm | ±0,02 mm | Alesare dopo la perforazione |
| Anticrittogamico | 0,10 mm/100 mm | 0,05 mm/100 mm | Critica di rimozione del materiale simmetrico |
| Rugosità superficiale | 8,8,6μm Ra 0 | 2,20,4μm Ra 0,4μm | Attrezzatura PCD per la migliore finitura |
Accoppiato con l'attrezzatura lavorata con tolleranza zero e la ricottura antistress, è possibile mantenere tolleranze comprese tra 0,02 mm Ricercatori Pinisetty e Redner dimostrato che per il POM, la velocità di avanzamento e il raggio del naso dominano la rugosità superficiale, con la profondità di taglio che mantiene un'influenza secondaria.
Una reputazione per la lavorazione facile significa che è sempre una sorpresa quando uno qualsiasi dei tre problemi cattura gli operatori alla sprovvista, in particolare i macchinisti del metallo nuovi alla plastica Ciascuno deriva da una caratteristica specifica del processo di lavorazione POM e ha una soluzione appropriata.
| Problema | Causa radice | Soluzione |
|---|---|---|
| Deformazione dopo la lavorazione | Stress residuo da estrusione/stampaggio rilasciato dalla rimozione del materiale | Ricotto tra passaggi grezzi e di finitura; rimuovere il materiale simmetricamente |
| Formazione di bave sui bordi | Bordo dell'utensile sordo o permanenza eccessiva nei punti di uscita | Mantenere utensili affilati; utilizzare la fresatura in salita; programmare percorsi di uscita per evitare dimorare |
| Cracking (soprattutto POM-H) | Concentrazione di stress agli angoli interni acuti; porosità della linea centrale nel POM omopolimerico | Aggiungere raggi di filetto ≥0,5 mm; passare a POM-C per parti a parete spessa; ricottura prima della lavorazione finale |
Nota ingegneristica (Protocollo di ricottura) per POM
Sistemare a 140-150 C (10-20 C sotto la temperatura di distorsione termica) per ridurre al minimo le tensioni residue In un bagno d'olio, tenere premuto per 40-60 minuti per parete da 5 mm In un bagno d'aria a temperatura ambiente, tenere premuto 20-30 minuti per parete da 5 mm. Lasciare raffreddare completamente a temperatura ambiente prima della lavorazione o della reintroduzione dello stress Evitare il raffreddamento forzato nella fase di ricottura; le tensioni residue reintrodotte compenserebbero i benefici dimensionali Programmare dopo la lavorazione grezza o durante le fasi di finitura intermedie Questo passaggio conta di più per le caratteristiche POM che richiedono tolleranze più fini di 0,05 mm.
Dal punto di vista chimico, il POM inizia a degradarsi oltre i 230 C e contemporaneamente emette formaldeide Se si lavora durante la rimozione del chip caldo, è necessario mantenere una corretta ventilazione presso la stazione operatore. I casi di eccessiva generazione di calore nella zona di lavoro dovuta a trucioli non deflettori e calore di attrito concentrato nella zona di taglio sono ben documentati.
La selezione ottimale dell'applicazione tra POM e altre plastiche ingegneristiche dipende da quali condizioni operative sono più importanti per l'applicazione e il processo. Di seguito, una tabella confronta i valori effettivi delle proprietà (sono elencati anche i valori di “good” per illustrare che non esiste alcuna correlazione take-for-granted) di ciascuno.
| Proprietà | POM (Acetale) | Nylon (PA6/66) | SBIRCIARE |
|---|---|---|---|
| Resistenza alla trazione | 6070 MPa | 705 MPa | 900 MPA |
| Coefficiente di attrito | 0,20,35 | 0,35555 | 0,350,40 |
| Temp continua massima | 90 °C100 °C | 80 °C 100 °C | 250°C |
| Assorbimento dell'umidità | <0,2% | 1.0.2.5% | <0,1% |
| Macchinabilità | Ottimo Člean chips | Buono tende a diffamare | Buono (forze di taglio superiori) |
| Costo relativo del materiale | 1,0× | 0,70,9× | 1520× |
Per le applicazioni in cui la stabilità dimensionale e il coefficiente di attrito sono più critici, il POM è il migliore Il POM non assorbe acqua e cambia dimensioni, come il Nylon, di 0,5-1,0% in un ambiente altrimenti umido Il POM carica anche più facilmente ed equilibra più velocemente del PEEK in ambienti ad alta temperatura/chimicamente difficili, ma costa 15-20 /kg. Per Parti lavorate CNC e per le applicazioni per cui sono più adatti, POM supererà i compositi o altre plastiche al di sotto di 100 C in termini di costi, lavorabilità e prestazioni.
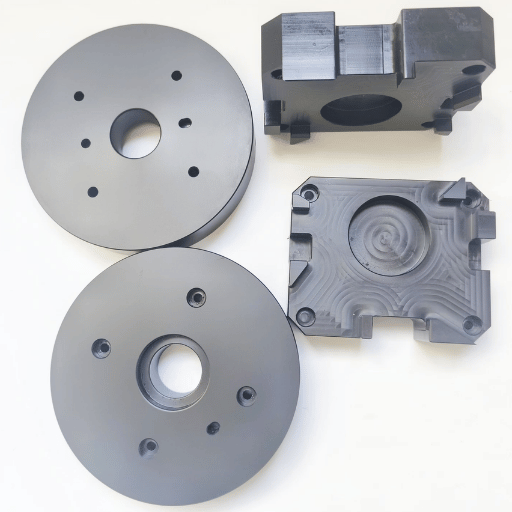
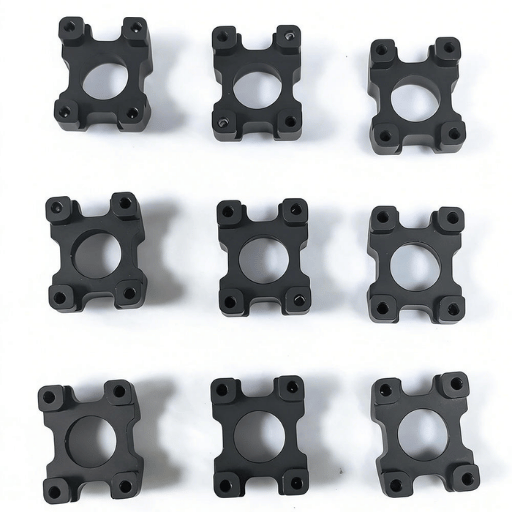
La combinazione di basso attrito e le proprietà meccaniche di questo materiale plastico da parte di POM lo rendono ideale per applicazioni autolubrificanti in cui il peso in eccesso o il materiale in eccesso costituirebbero un ostacolo per un prodotto Le seguenti industrie costituiscono la maggior parte del mercato dei POM lavorati:
Automotive: Clip per sistemi di alimentazione, boccole guida per le cinture di sicurezza, ingranaggi regolatori per finestre e componenti per meccanismi interni Il POM viene utilizzato qui perché resiste a molti cicli, ed è esposto a temperature ambiente e all'esposizione a lungo termine ai fluidi automobilistici, anche ripetutamente per molti cicli senza decomposizione.
Dispositivi medici: corpi dell'inalatore, maniglie degli strumenti chirurgici, parti della pompa di erogazione del medicinale. Perché l'omopolimero POM è conforme a FDA 21 CFR 177.2480, uso a contatto con l'alimento, gli estrattivi sono limitati a 0.5mg/in ed il contenuto della formaldeide è sotto 0.0050 per cento dal peso Il copolimero di POM è regolato separatamente sotto 21 CFR 177.2470.
Lavorazione degli alimenti: guide per trasportatori, strisce antiusura per macchine confezionatrici e sedi per valvole La comprovata resistenza del POM nell'ambiente umido della lavorazione degli alimenti, insieme ai gradi conformi alla FDA, rende il POM una scelta eccellente per i macchinari a contatto con gli alimenti.
Attrezzature industriali: cuscinetti a strisciamento, meccanismi a ingranaggi, corpi valvola e giranti della pompa Il basso coefficiente di attrito di POM (0,20-0,35) consente di eseguire alcune applicazioni di cuscinetti senza lubrificazione riducendo la frequenza di manutenzione e prevenendo la contaminazione di ambienti puliti.
Per tutti questi mercati finali, POM lavorato a specifiche personalizzate di CNC non solo fornisce grandi tolleranze e una straordinaria ripetibilità, ma supera lo stampaggio a iniezione nella gamma di 5.000 pezzi per ordine.

Servizio a lungo termine 90-100 C. Esposizione a breve termine 140 C. Sopra 230 C POM si decompone e rilascia formaldeide. Durante la lavorazione ad alta velocità è necessario un adeguato surriscaldamento locale.
Consideriamo il PEEK superiore a 120 C, anche se a 15-20 il costo del materiale.
Hai bisogno di parti POM di precisione lavorate secondo le tue specifiche?
Questa guida è stata compilata dal dipartimento di ingegneria di Le-creator, un'azienda di lavorazione CNC con sede a Shenzhen con 17 anni di esperienza nella produzione lavorando con POM, PEEK, nylon e oltre 40 altre materie plastiche ingegneristiche. Le gamme di fresatura elencate in questo articolo sono state confrontate con la ricerca esistente pubblicata da MDPI e Springer, nonché con i dati che otteniamo utilizzando oltre 80 macchine CNC ogni giorno su stock polimerico.









