


Service de soutien, professionnel et axé sur le client
Entrez en contact avec Lecreator Company
Des prototypes à la production à grande échelle, nous avons ce qu'il vous faut.


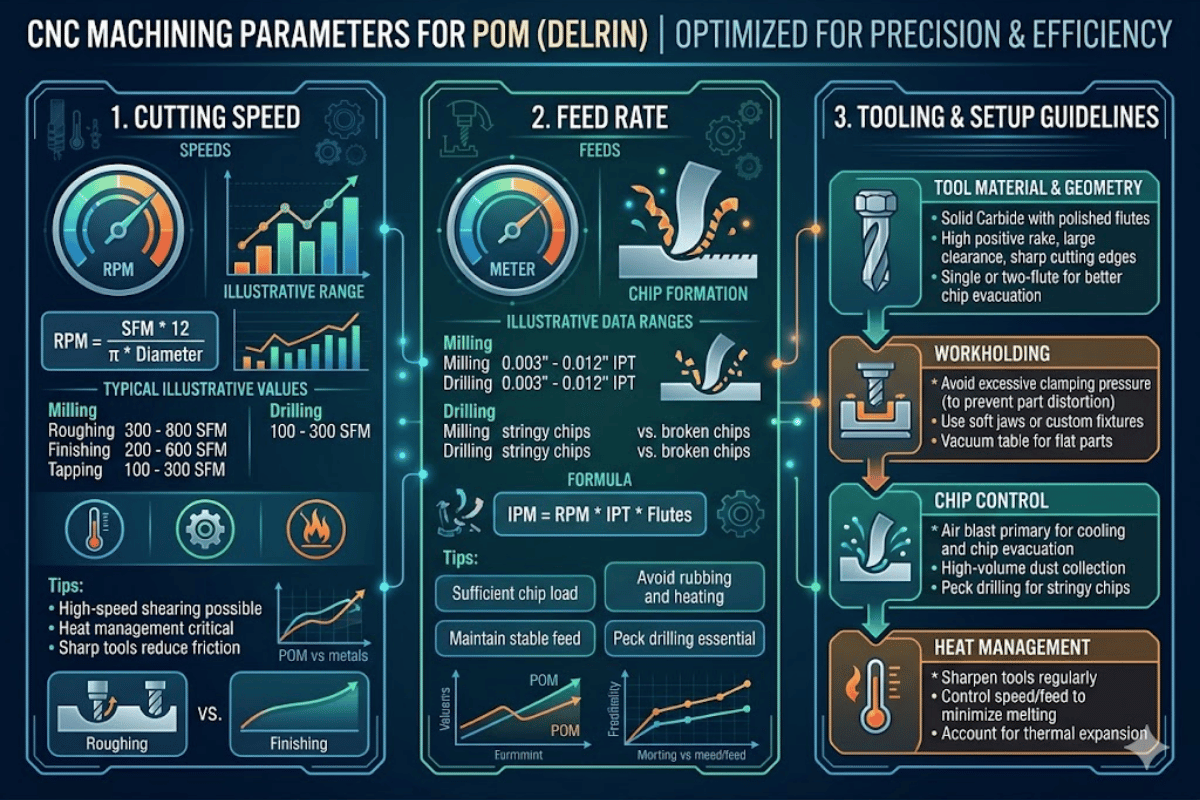
Paramètres d'usinage CNC pour les Speeds, Feeds, Tools et données de tolérance POM
Le polyoxyméthylène (POM) est l'un des plastiques techniques les plus usinables que vous puissiez vous attendre à trouver dans n'importe quel atelier. Ceci Guide d'usinage POM est compilé à partir des paramètres de coupe réels, des sélections d'outils et des plages de tolérance qui comptent lorsque vous programmez une pièce en plastique POM sur un broyage en plastique CNC ou de la théorie du centre de tournage, seuls les nombres que vous pouvez saisir dans le contrôleur.
| Matériel | POM (Polyoxyméthylène /Acétal /Delrin) |
| Vitesse de coupe typique | 150500 m/min |
| Taux d'alimentation (Fraisage) | 0,050,25 mm/dent |
| Taux d'alimentation (tournage) | 0,050,30 mm/tour |
| Tolérance réalisable | ±0,020,10 mm |
| Finition de surface (Ra) | 0,41,6 µm (usiné) |
| Température de service maximale | 90 100 °C continu/140 °C à court terme |
| Matériel d'outil préféré | Carbure non enrobé/PCD |
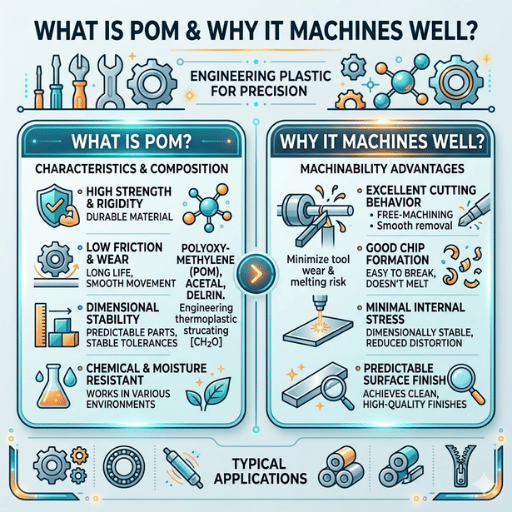
Un nom complet pour POM, le polyoxyméthylène peut être acheté par de nombreux commerçants, tels que Delrin (DuPont) et Ultraform (BASF), des plastiques techniques semi-cristallins, dans lesquels la cristallinité atteint 75%. C'est une nature cristalline qui apporte ce matériau POM sa résistance typique, notant que : la résistance à la traction = 60-70 MPa, le coefficient de frottement = 0,20-0,35 et la stabilité dimensionnelle sont serrées au fil du temps.
Fondamentalement, il existe deux qualités de POM : l'homopolymère POM (POM-H) et le copolymère POM (POM-C).Des deux, le POM-H a une rigidité et une résistance à la traction supérieures à environ 5-101TP3. Pour les pièces avec des tolérances serrées, le POM-C est inférieur au POM-H dans ces aspects, mais bien meilleur pour sa résistance chimique, sa conductivité thermique pendant l'usinage et sa susceptibilité réduite à la porosité centrale. Pour les pièces avec des tolérances serrées, ce dernier est préféré.
En plus d'avoir un coefficient d'absorption d'humidité inférieur (moins de 0,21TP3 T, contre 1 à 21TP3 T de fibres de nylon), le POM présente une excellente stabilité dimensionnelle pour les sols d'atelier, qu'ils soient secs ou humides. Lorsqu'il est associé à sa lubrification naturellement bonne et à sa résistance notable aux solvants, aux alcools, aux acides faibles et aux carburants, les propriétés mécaniques du matériau POM le rendent adapté aux pièces de précision des composants automobiles, des instruments médicaux et des machines de transformation des aliments.
Le matériau est usiné avec des paramètres de processus pour produire à la fois une pièce dimensionnellement stable et lisse ou une pièce déformée à partir de la chaleur générée. Les tables rugueuses et de finition sont fournies séparément. Les guides donnent simplement le premier, mais le second compte pour usiner une pièce POM avec une tolérance serrée.
| Paramètre | Rugueux | Finition |
|---|---|---|
| Vitesse de coupe | 200400 m/min | 300500 m/min |
| Taux d'alimentation | 0,150,30 mm/tour | 0,050,12 mm/tour |
| Profondeur de coupe | 1.53.0 mm | 0,30,8 mm |
| Angle de Râteau | 6°10° positif | 6°10° positif |
| Paramètre | Rugueux | Finition |
|---|---|---|
| Vitesse de coupe | 150 m/min | 2500350 m/min |
| Alimenter par dent | 0,100,25 mm/dent | 0,050,10 mm/dent |
| Doc axiale | 2.04.0 mm | 0,51,5 mm |
| Vitesse de broche | 4 000 tr/min | 6 000 tr/min 8 000 tr/min |
| Paramètre | Valeur Recommandée |
|---|---|
| Vitesse de broche | 1 000 tr/min 2 500 tr/min |
| Taux d'alimentation | 0,050,15 mm/tour |
| Angle du point | 118° (perceuse torsadée standard) |
| Cycle Peck | Obligatoire pour L/D > 3 :1 |
📐 Note d'ingénierie
Une étude imprimée par MDPI Métaux en 2023 il a été constaté que des paramètres précis pour le retournement du POM-C sur un outil PCD réduisaient le temps d'usinage total de 441TP3 T. Le travail a utilisé RSM et une conception expérimentale CCD à faces centrées, dans le but d'harmoniser la rugosité de la surface avec la déflexion de la pièce et la bonne formation des copeaux.
En général, l'air comprimé suffit à refroidir l'usinage POM. Étant donné que POM n'absorbe pratiquement aucune humidité, il est également possible d'utiliser un liquide de refroidissement à base d'eau pour la production en série sans altération des dimensions de la pièce, ce qui ne peut pas se produire lors de l'utilisation de thermoplastiques remplis de carbure comme le nylon, où le flux soudain de liquide de refroidissement peut entraîner un gonflement du matériau.

Le choix d'une géométrie d'outil et d'outil pour POM dépendra d'abord de la taille du lot et de la rugosité de surface que vous attendez. POM fonctionne généralement mieux que la plupart des plastiques ou métaux renforcés avec une usure d'outil plus faible sur la machine CNC, grâce à sa douceur, mais il est également délicat d'avoir des bavures ou des pièces fondues si la mauvaise géométrie de l'outil est utilisée.
| Matériel d'outils | Meilleur pour | Typique de la vie de l'outil | Finition de surface |
|---|---|---|---|
| HSS (acier à grande vitesse) | Prototypes, courtes courses | 500 2 000 pièces | Ra 0.81,6µm |
| Carbure non enrobé | Volumes de production | 5 000 pièces et 15 000 pièces | Ra 0,40,8 µm |
| PCD (Diamant Polycristallin) | Tolérance élevée et serrée | Plus de 50 000 pièces | Ra 0,20,4µm |
| Carbure revêtu de DLC | Applications à friction réduite | 10 000 pièces et 20 000 pièces | Ra 0,40,6µm |
Les broyeurs GFI unitaires à extrémité à deux flûtes fonctionnent beaucoup mieux que les ensembles à quatre flûtes lorsqu'ils travaillent avec POM. Les éléments GFI unitaires à plus grande fraise et dévient les puces beaucoup plus rapidement, ce qui entraîne moins d'accumulations de plastiques fondus re-coupés. L'utilisation d'un angle de coupe positif d'environ 610 degrés améliore la capacité de la machine à pré-planer le cisaillement plutôt que de forcer votre outil à pousser le matériau améliorant la qualité du processus et à prolonger la durée de vie de l'outil.
Pour pièces POM usinées avec précision, [TRADUCTION] Les outils en carbure sont l'option la moins chère et la plus efficace Économisez la PCD pour les travaux nécessitant des finitions de surface inférieures au micron, ou lorsque l'investissement en outillage peut être amorti sur des quantités de lots moyennes à élevées.
Le POM a tendance à donner l'une des meilleures finitions de surface usinées de tous les plastiques techniques. Avec un outillage en carbure pointu et un débit d'alimentation prudent, 0,4 à 0,8 Ra est possible directement à partir du CNC sans polissage.
| Caractéristique Type | Tolérance Standard | Tolérance serrée | Remarques |
|---|---|---|---|
| Dimensions Linéaires | ±0,10 mm | ±0,02mm | Nécessite un recuit + un contrôle climatique |
| Diamètre d'alésage | ±0,05 mm | ±0,02mm | Ramon après perçage |
| Planéité | 0,10 mm/100 mm | 0,05 mm/100 mm | Critique de l’élimination symétrique des matériaux |
| Rugosité de surface | Ra 0.81,6µm | Ra 0,20,4µm | Outillage PCD pour une meilleure finition |
Couplées à une fixation usinée à tolérance zéro et à un recuit de détente, des tolérances comprises entre 0,02 mm peuvent être maintenues Chercheurs Pinisetty et Redner démontré que pour le POM, le débit d'alimentation et le rayon du nez dominent la rugosité de la surface, la profondeur de coupe ayant une influence secondaire.
Une réputation d'usinage facile signifie qu'il est toujours une surprise lorsque l'un des trois problèmes prend les opérateurs au dépourvu, en particulier les machinistes métalliques nouveaux dans les plastiques Chacun provient d'un trait spécifique du processus d'usinage POM et a une solution appropriée.
| Problème | Cause fondamentale | Solution |
|---|---|---|
| Chaudage après usinage | Contrainte résiduelle de l'extrusion/moulage libérée par l'enlèvement de matière | Recuit entre les passes grossières et de finition ; enlever le matériau symétriquement |
| Formation de bavures sur les bords | Bord de l'outil terne ou séjour excessif aux points de sortie | Maintenir des outils tranchants ; utiliser le fraisage en montée ; programmer des chemins de sortie pour éviter de rester |
| Craquage (notamment POM-H) | Concentration de contrainte aux coins internes pointus ; porosité centrale dans l'homopolymère POM | Ajouter les rayons de congé ≥0,5 mm ; passer au POM-C pour les pièces à paroi épaisse ; recuit avant usinage final |
📐 Note d'ingénierie Protocole d'annexion pour POM
Recuit à 140-150 C (10-20 C sous la température de déformation thermique) pour minimiser les contraintes résiduelles Dans un bain d'huile, maintenir pendant 40-60 minutes par paroi de 5 mm Dans un bain d'air à température ambiante, maintenir 20-30 minutes par paroi de 5 mm. Laisser refroidir à température ambiante complètement avant usinage ou réintroduire la contrainte Éviter le refroidissement forcé à l'étape de recuit ; les contraintes résiduelles réintroduites compenseraient les avantages dimensionnels Calendrier après usinage grossier ou pendant les étapes intermédiaires de finition. Cette étape importe le plus pour les caractéristiques POM nécessitant des tolérances plus fines que 0,05 mm.
D'un point de vue chimique, le POM commence à se dégrader au-dessus de 230 C et émet simultanément du formaldéhyde Si l'usinage pendant l'enlèvement des copeaux chauds, il convient de maintenir une ventilation adéquate au poste de conduite Les cas de génération excessive de chaleur au niveau de la zone de travail due à des copeaux non déconcertés et à la chaleur de friction concentrée de la zone de coupe sont bien documentés.
La sélection optimale des applications entre POM et d'autres plastiques techniques dépend des conditions de fonctionnement les plus importantes pour l'application et le processus. Ci-dessous, un tableau compare les valeurs réelles des propriétés (les valeurs de “good” sont également répertoriées pour illustrer qu'il n'y a pas de corrélation à prendre pour l'octroi) de chacune.
| Propriété | POM (Acétal) | Nylon (PA6/66) | PEEK |
|---|---|---|---|
| Résistance à la traction | 600 MPa | 70 MPa 5 MPa | 90100 MPa |
| Coefficient de friction | 0,200,35 | 0,3550,45 | 0,350,40 |
| Température continue maximale | 90100°C | 80 °C | 250°C |
| Absorption d'humidité | <0,2% | 1.02.5% | <0,1% |
| Usinabilité | Excellent chips propres | Bon à frottis | Bien plus fort que les forces de coupe |
| Coût matériel relatif | 1,0× | 0,70,9× | 150× |
Pour les applications où la stabilité dimensionnelle et le coefficient de frottement sont les plus critiques, POM est le meilleur POM n'absorbe pas l'eau et ne change pas de dimensions, comme le Nylon le fera, de 0,5 à 1,01TP3 T dans un environnement autrement humide. POM charge également plus facilement et s'équilibre plus rapidement que PEEK dans des environnements à haute température/chimiquement difficiles, mais coûte 15 à 20 /kg. Pour Pièces usinées CNC et les applications pour lesquelles ils sont les plus adaptés, POM surpassera les composites ou autres plastiques en dessous de 100 °C en termes de coût, d'usinabilité et de performances.
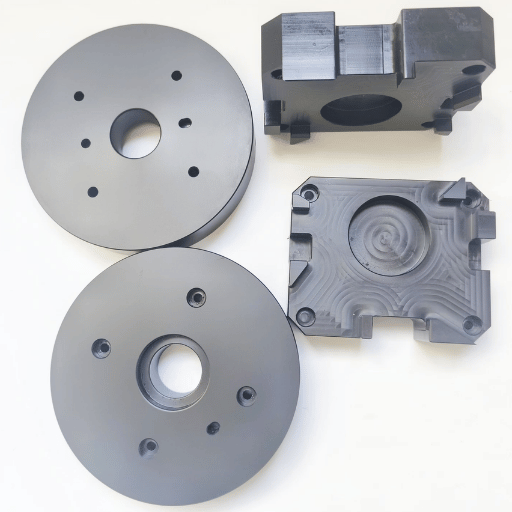
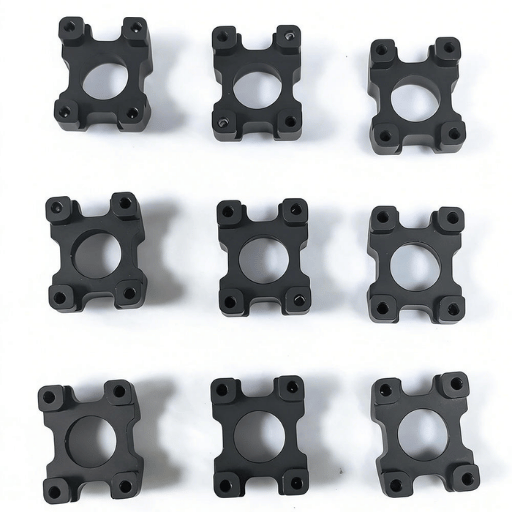
La combinaison de faible frottement de POM et les propriétés mécaniques de cette matière plastique la rendent idéale pour les applications auto-lubrifiantes où un excès de poids ou un excès de matière serait un frein à un produit Les industries suivantes constituent la majorité du marché des POM usinés :
Automobile : Clips de système de carburant, bagues de guidage de ceinture de sécurité, engrenages de lève-vitre et composants de mécanisme intérieur POM est utilisé ici car il résiste à de nombreux cycles, et étant exposé à des températures ambiantes, et à une exposition à long terme aux fluides automobiles, même de manière répétée sur de nombreux cycles sans décomposition.
Dispositifs médicaux : corps d'inhalateur, poignées d'instruments chirurgicaux, pièces de pompe d'administration de médicaments Parce que l'homopolymère POM est conforme à FDA 21 CFR 177.2480, 1, utilisation en contact avec des aliments, les extractions sont limitées à 0,5 mg/po et la teneur en formaldéhyde est inférieure à 0,0050 pour cent en poids. Le copolymère POM est réglementé séparément 21 CFR 177.2470.
Traitement des aliments : guides de convoyeurs, bandes d'usure de machine d'emballage et sièges de valve L'endurance éprouvée de POM dans l'environnement humide de la transformation des aliments, associée aux qualités conformes à la FDA, fait de POM un excellent choix pour les machines en contact avec les aliments.
Équipement industriel : roulements unis, mécanismes d'engrenage, corps de vanne et roues de pompe Le faible coefficient de frottement de POM (0,20-0,35) permet à certaines applications de roulements de fonctionner sans lubrification et de réduire la fréquence de maintenance et d'empêcher la contamination des environnements propres.
Pour tous ces marchés finaux, POM s'est usiné spécifications personnalisées par CNC non seulement offre de grandes tolérances et une répétabilité étonnante, mais surpasse également le moulage par injection dans la gamme de 5 000 pièces par commande.

Service à long terme 90-100 C. Exposition à court terme 140 C. Au-dessus de 230 C POM se décompose et libère du formaldéhyde ; une ventilation adéquate est nécessaire lors de l'usinage à grande vitesse pour éviter une surchauffe locale.
Considérez PEEK au-dessus de 120 °C, mais à 15-20 le coût du matériau.
Besoin de pièces POM de précision usinées selon vos spécifications ?
Ce guide a été compilé par le département d'ingénierie de Le-creator, une entreprise d'usinage CNC basée à Shenzhen avec 17 ans d'expérience en production travaillant avec POM, PEEK, nylon et plus de 40 autres plastiques techniques. Les gammes de fraisage répertoriées dans cet article ont été recoupées avec les recherches existantes publiées par MDPI et Springer, ainsi qu'avec les données que nous obtenons en exploitant plus de 80 machines CNC chaque jour sur le stock de polymères.









