


Ondersteunende, professionele, klantgerichte service
Neem contact op met Lecreator Company
Van prototypes tot productie op volledige schaal, wij hebben u gedekt.


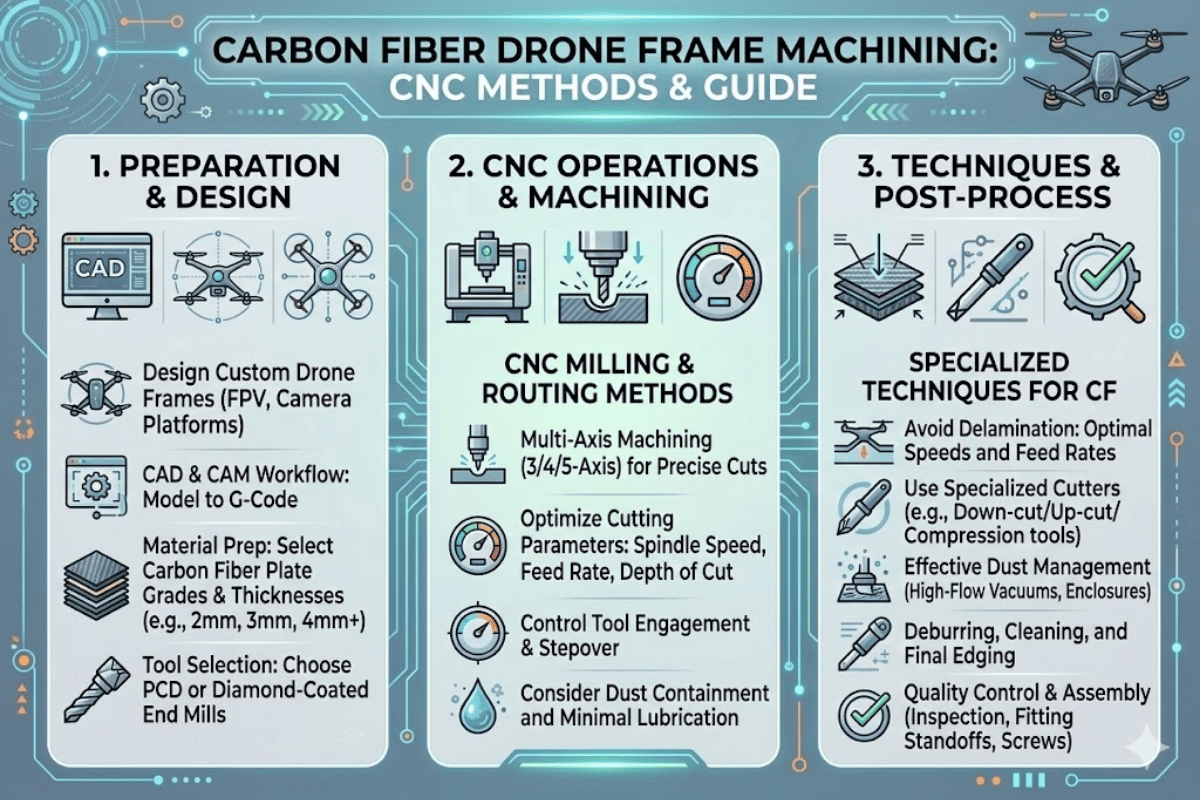
Hoe koolstofvezeldroneframes CNC-bewerkte methoden, materialen en selectiecriteria zijn
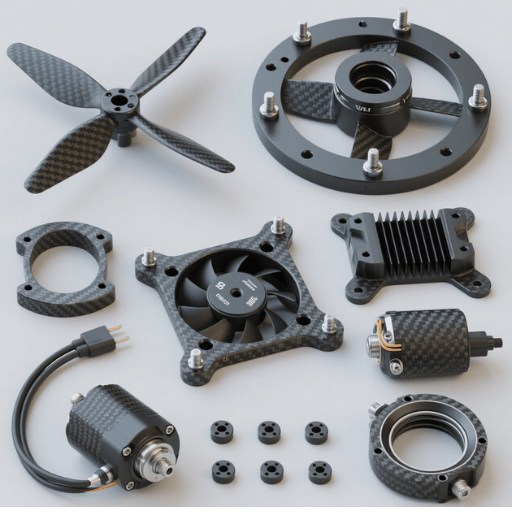
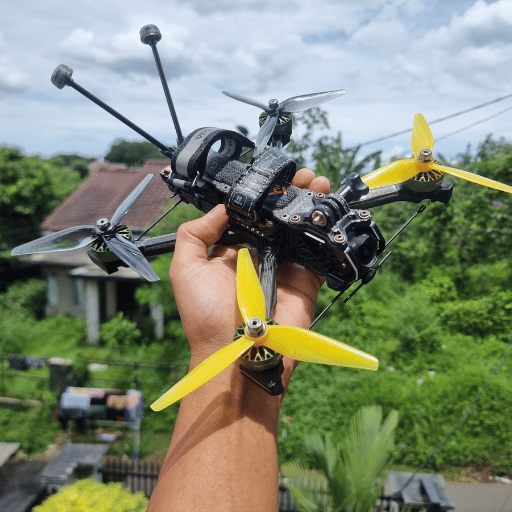
koolstofvezel is aangenomen als het de facto structuurmateriaal bij uitstek voor krachtige droneframes. De sterkte-gewichtsverhouding is vijf keer groter dan die van aluminium, een maatstaf die het, samen met zijn stijve maar lichte gewicht, tot het favoriete materiaal heeft gemaakt voor FPV-races, industriële inspectieapparatuur en landbouw-UAV's. Maar het proces waarbij een grote, ongezuiverde koolstofvezelplaat in een afgewerkt droneframe wordt veranderd, vraagt om nauwkeurige bewerking van droneframe-kennis, onjuiste gereedschappen of toevoersnelheden, zal plateaus delamineren, randen verbrijzelen en onderdelen produceren die niet eens in de lucht blijven.
Deze gids legt het cnc-bewerkingsproces uit voor droneframes van koolstofvezel: welke technieken wel en niet zullen werken, welke materialen moeten worden gespecificeerd, welke toleranties en tolerantieniveaus u kunt verwachten, en hoe u een bewerkingspartner kunt selecteren die uw prototypebudget niet zal doden Of u nu een ingenieur bent die een op maat gemaakt droneframe opstelt, of een inkoper die zich bezighoudt met het afrekenen van de verkeerde koolstofvezeldrone-onderdelen, deze gegevens zijn ontleend aan gepubliceerde materiaalspecificaties, OSHA veiligheidsrichtlijnen, en 17 jaar productievloerervaring.
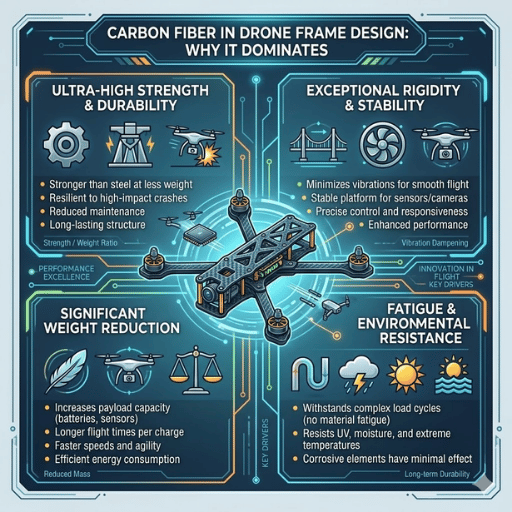
CFRP 400-kwaliteit koolstofvezel versterkt polymeer (‘frp’ of, in het Brits, koolstofvezel) houdt geen kaars vast aan die van zijn aluminiumverwanten Een T700-kwaliteit koolstofvezelplaat kan 4.900 megapascal sterkte hebben bij een dichtheid van slechts 1,55 gram per kubieke centimeter. 6061-T6 aluminium piekt bij 310 megapascal bij een dichtheid van 2,70 gram per kubieke centimeter En toch is elk competitief FPV-racedroneframe weggetrokken van zijn materiaalplaat op aluminiumbasis.
Bijkomende voordelen gaan verder dan ruwe aantallen Als buig- en trillingsdempende materialen behouden koolstofvezel droneframes hun vorm beter onder dynamische vliegomstandigheden dan frames en aluminium. Ongeacht de cyclische belasting zweetcomposieten geen corrosie, vermoeidheid, gesp buiten hun temperatuur, die vaak worden aangehaald als 120-180 C voor epoxymatrices.
De wereldwijde dronemarkt bereikte in 2025 83,81 miljard dollar en zal naar verwachting in 2033 de 182,45 miljard dollar overschrijden, gebaseerd op cijfers uit Grand View Research. Lichtgewicht koolstofvezelcomposieten worden erkend als primaire factoren voor een dergelijke voorspelde groei. Eén gedocumenteerde casestudy toonde bijvoorbeeld een gewichtsdaling van 43 procent aan, gaande van de aluminium- naar koolstofvezelbuisstructuur; er werd ook een extra toename van 16 procent in de stijfheid van het frameontwerp onthuld. Onze productielocatie is er routinematig getuige van dat drone-clients hun totale framegewicht met 25-35 procent verminderen bij het overstappen op CNC-bewerkte koolstofvezelplaten.
koolstofvezel geleidt ook elektriciteit Afhankelijk van de plaatsing van antennes en GPS-modules op koolstofvezelplaten veroorzaakt signaalverzwakking bereiknavigatiefouten Gebruik GFRP voor antennemontage 's RF transparant en lang niet zo zwaar.
Helaas zal niet elke snijmethode met elk materiaal werken. Het hoge slijtagevermogen van koolstofvezel produceert stofdeeltjes, kan delaminatie veroorzaken als er overmatige hitte en druk in het bewerkingsproces wordt uitgeoefend, en genereert zeer schurend deeltjesstof. Er zijn 4 gebruikelijke methoden voor het bewerken van koolstofvezel, maar er worden er slechts 2 aanbevolen voor productiedroneframes.
| Method | Tolerantie | Warmterisico | Geschiktheid voor droneframes |
|---|---|---|---|
| CNC-routering | ±0,025 mm | Matig | Uitstekend standaard |
| Waterjet | ±0,10 mm | Geen | Goede ‘hitte-getroffen’ zone |
| CNC-frezen (5-assig) | ±0,025 mm | Matig | Beste voor 3D-gecontureerde onderdelen |
| Lasersnijden | ±0,05 mm | High | Slechte hars, veroorzaakt delaminatie |
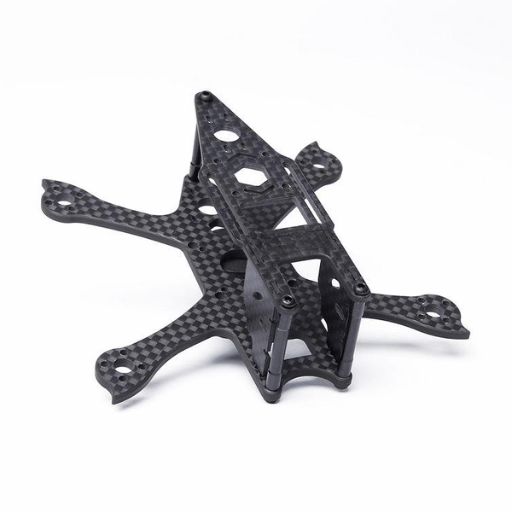
CNC-routering blijft veruit het meest voorkomende proces voor droneframes, aangezien de meeste frames worden gesneden uit platte koolstofvezelplaten in het bereik van 1,5-3,0 mm De machineprofielen 2D vormen van plaatmateriaal zonder dat er een mal nodig is, tot toleranties van 0,025 mm bij productiesnelheid De overgrote meerderheid van de geometrieën van het droneframe wordt afgehandeld door een 3-assige CNC-router. 5-assig CNC-frezen wordt alleen gebruikt voor voorgevormde 3D-behuizingen of onderdelen met bewerking vanuit meerdere hoeken in een enkele bevestigingsstap; het voegt honderden tot duizenden extra programmeer- en machinekosten toe die platte droneplaten niet rechtvaardigen
Vermijd koste wat het kost lasersnijden op koolstofvezel. Geconcentreerde warmte breekt de epoxyharsmatrix af, veroorzaakt verkoling langs snijranden en geeft ongewenste giftige dampen vrij. Wanneer een door hitte beïnvloede zone zonder warmte nodig is, blijft waterstraalsnijden een haalbaar alternatief in vergelijking met de langzamere, duurdere CNC-routering per onderdeel
Prototyping met koolstofvezel, ons engineeringteam heeft ontdekt dat de volgende parameterbereiken voorspelbare resultaten lijken te bieden bij het werken over T300 tot en met T800-klassevellen:
koolstofvezel is niet altijd het gepaste antwoord Weten waar elk materiaal thuishoort, voorkomt overbesteding (en overengineering) aan de droneframeprojecten Hieronder volgt een tabel gebaseerd op gepubliceerde materiaaleigenschapsgegevens van ASM International, samengestelde datasheetschema's.
| Property | CFRP (T700) | 6061-T6 Aluminium | GFRP (E-glas) | Nylon PA6 |
|---|---|---|---|---|
| Treksterkte (MPa) | 4,900 | 310 | 500-1,200 | 70-85 |
| Dichtheid (g/cm3) | 1.55 | 2.70 | 1.80-2.10 | 1.13 |
| Kosten (USD/kg) | $30-90 | $2-5 | $10-25 | $3-6 |
| Vibratie Demping | Good | Arme | Matig | Heel Goed |
| CNC-bewerkbaarheid | Moeilijk (PCD-tools) | Uitstekend | Matig | Good |
| Faalmodus | Brosse breuk | Ductielbocht | Buig voor pauze | Flex/vervormen |
Kiezen om koolstofvezel te specificeren bij elke drone component, wanneer glasvezel de betere keuze is in onze specifieke onderdelen GFRP heeft 2/3 van de kosten van CFRP, is meer RF-transparant (kritiek in antenneplaten), en heeft de neiging om te buigen voordat het verbrijzelt; een voordeel in crash-gevoelige toepassingen in FPV-quads voor beginners Gebruik machinaal bewerkte koolstofvezel op structurele en armplaten, waar u stijfheid nodig hebt Gebruik glasvezel waar u antenne mounts en vervangbare bumper platen nodig hebt.
Aluminium blijft een redelijke keuze voor grote commerciële droneframes waarbij de kosten van koolstofvezel onbetaalbaar worden, en repareerbaarheid wenselijk is. Aluminium bochten en kunnen worden rechtgetrokken, CFRP verbrijzelt zonder waarschuwingsvervorming. Nylon (PA6/PA12) wordt gedegradeerd tot niet-structurele onderdelen zoals landingsgestellen, camerabevestigingen en neuskegels, waarbij buigabsorptie wenselijker is dan stijfheid.

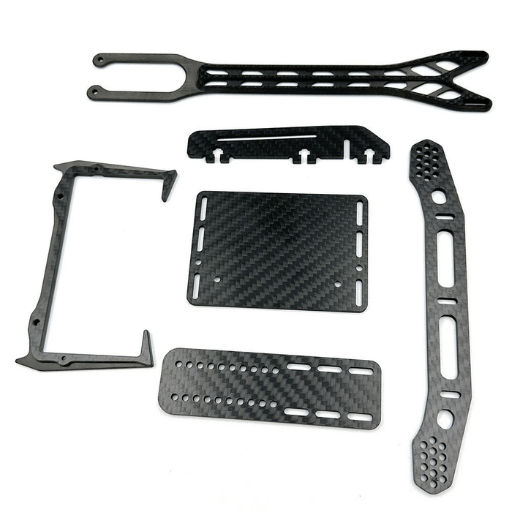
Het selecteren van een goed ontworpen koolstofvezel droneframe houdt rekening met de bewerkingsbeperkingen aan het begin van de CAD-fase. Het negeren van deze beperkingen resulteert in gedelamineerde randen, gebarsten montagegaten en onderdelen die correct lijken onder de kleurencamera, maar klikken onder vliegbelastingen. Hier is onze checklist voor het voorbereiden van droneframes voor ontwerp voor fabricage.
| Dikte | Typische Drone Toepassing |
|---|---|
| 1,0 mm | Bovenplaten voor micro drones, camera montageplaten |
| 1,5 mm | Armen en zijplaten voor 5-inch racequads |
| 2,0 mm | Standaard bodemplaten voor 5 inch FPV frames |
| 2,5 mm | Heavy-duty bodemplaten, 7-inch langeafstandsarmen |
| 3,0-6,0 mm | Industriële/commerciële UAV structurele componenten |
T700 is de huidige industriestandaard voor droneframes met hoge sterkte. Het geeft 4.900 MPa treksterkte vergeleken met de 3.530 MPa van de T300, een sprong van 38,8%, terwijl een hogere eindverlenging behouden blijft (2,1% versus 1,5%). Door die extra ductiliteit kunnen T700-frames crasheffecten absorberen zonder zo gemakkelijk te imploderen als T300. T800 biedt een hogere stijfheid 294 GPa versus 230 GPa modulus, maar is broos op zichzelf. Sommige secties breken alleen al in T8007, dus een handvol binnenste T07-fabrikanten.
Bij cnc-bewerkingsbewerkingen is het negeren van de vezeloriëntatie ten opzichte van de snijder belangrijk. Keperbinding is gebruikelijk voor droneframes omdat deze de belasting over meerdere richtingen deelt. Wanneer u onderdelen levert voor het snijden van een kepergeweven koolstofvezelplaat, oriënteert u uw CNC-gereedschapspad zodanig dat u geen aanhoudende snede heeft evenwijdig aan één vezelrichting; de belasting en het daaruit voortvloeiende delaminatierisico zullen in een lijn over de plaat worden gedwongen.
Voorzichtigheid is geboden bij het gebruik van koolstofvezel voor welk onderdeel dan ook. Het doft snijgereedschappen sneller dan bijna elk ander materiaal, produceert gevaarlijk geleidend stof en heeft bij tests bewezen dat het op complexe, oncontroleerbare manieren mislukt terwijl het onderdeel nog op tafel ligt. Hier zijn de drie meest verkwistende problemen die zich voordoen tijdens CNC koolstofvezel snijden.
Delaminatie treedt op wanneer de cnc-krachten groter zijn dan de interlaminaire schuifsterkte van de hars die de koolstofvezellagen bij elkaar houdt.Suffe gereedschappen, hoge toevoer-/snijsnelheden en warmteopbouw kunnen de hars verzachten en verzwakken. Om dit te voorkomen:
gebruik scherpe PCD of diamant gecoate gereedschappen
- laat de spil 18.000-25.000 tpm draaien
gebruik steunplaten aan de uitgangszijde van alle doorsneden
koolstofvezel is extreem schurend Terug in de shop zijn carbide gereedschappen na minuten snijtijd dof; PCD (polycrystalline diamond) eindmolens gaan in onze shop 20-25x langer mee De kostenvoordelen zijn duidelijk: een PCD eindmolen kan 3-5x kosten dan een carbide eindmolen vooraan, maar kan 14.000 lineaire inch koolstofvezel snijden voordat deze vervangen moet worden Na het volgen van een 60% reductie in gereedschapskosten per onderdeel over zes maanden, zijn we in deze shop overgestapt op PCD snijgereedschappen voor onze koolstofvezel CNC runs.
Het bewerken van koolstofvezel resulteert in fijne deeltjes in de lucht in het bereik van 5-7 micron, zo klein dat ze het lagere ademhalingssysteem kunnen binnendringen. Volgens de Administratie voor veiligheid en gezondheid op het werk (OSHA), koolstofvezelstof wordt gereguleerd als Particulates Not Otherwise Regulated (PNOR) waarbij de toegestane blootstellingslimieten (PEL's) 15 mg/m3 voor totaal stof en 5 mg/m3 voor inadembare fracties zijn De Nationaal Instituut voor Veiligheid en Gezondheid op het werk (NIOSH) beveelt in totaal niet meer dan 10 mg/m3 en 5 mg/m3 inadembaar aan.
Naast inhalatiegevaren kunnen geleidende koolstofstofdeeltjes een tekort aan elektronische apparatuur creëren die in de werkplaats wordt geproduceerd. Elke winkel die CNC-koolstofvezelsnijden doet, vereist gesloten bewerking met speciale stofafzuiging, bewerking op waterbasis (overstromingskoelvloeistof om deeltjes te onderdrukken) en persoonlijke beschermingsmiddelen.
Een studie (International Journal of Advanced Manufacturing Technology) aangegeven dat Fiber oriëntatiehoek een grote invloed heeft op de snijkrachten, een vezelhoek van 135° vergelijken met een 45°, biedt de eerste de maximale tangentiële krachten en het ergste delaminatie risico, terwijl de latere minimale krachten en relatief schone oppervlakteafwerking biedt Waar het ook mogelijk is met uw drone frame ontwerp, zorg ervoor dat u uw vezels oriënteert op de minimale axiale hoeken, dus op 45°.
Het zal het dragen van gereedschap en het risico op delaminatie aanzienlijk verminderen.
Niet alle CNC-winkels zijn in staat om koolstofvezel drone-onderdelen te huisvesten Koolstofvezel vereist speciaal gereedschap, een efficiënte stofafzuiginstallatie en een operator die bekend is met de prestaties van koolstofvezelcomposiet. Hieronder een beoordelingskader op zichzelf over wat goede leveranciers maakt versus winkels die u een behoorlijke cent zullen kosten bij het maken van prototypes.
Le-creator maakt gebruik van 80+ state-of-the-art CNC-machines met speciale koolstofvezelbewerkingscapaciteit, 98%+ first pass opbrengst, 100% uitgaande kwaliteitsinspectie van elk onderdeel Le-creator biedt 17 jaar precisie productie-ervaring aan 1.000+ ruimtevaart, medische en industriële klanten Ons team biedt rijke bewerkingsknowhow tot uw dienst in elk droneframeproject; blader er alstublieft doorheen De koolstofvezelmogelijkheden van Le-creator om te leren hoe we omgaan met op maat gemaakte koolstofvezelproducten, van prototype tot productie.
Kijk uit voor een winkel zonder vragen over uw materiaalkwaliteit, weefstijl en tolerantievereisten en vraag om een offerte voor koolstofvezelbewerking. Als ze deze voor CFRP hebben, zoals voor aluin, ziet u uw onderdelen.
1. Creator Engineering Team
cnc-bewerking is een van de weinige productieprocessen die zowel op prototype - als productieschaal voor droneframes zonder procesaanpassingen functioneert Het heeft geen mallen om te construeren, geen investeringen in gereedschap, en revisies zijn een CAD-modificatie weg Dit is de reden van de drone-frames in volume-C en niet compressie-vorm.
| Stage | Aantal | Typische doorlooptijd |
|---|---|---|
| Prototype | 1-5 stuks | 3-7 werkdagen |
| Kleine partij | 10-50 stuks | 5-10 werkdagen |
| Productierun | 100-1.000+ stuks | 7-15 werkdagen |
Compressiegieten is alleen kosteneffectief als u meer dan ongeveer 500-1.000-gereedschap produceert, zelfs dan, alleen als het ontwerp is vergrendeld Schimmel voor een koolstofvezel dr-frame draait $5.000-$50.000, afhankelijk van de complexiteit van de geometrie Voor dronebouwers die proberen het frameontwerp te herhalen (de overgrote meerderheid van RC- en open source FPV-projecten), is cnc-bewerking de goedkopere route, aangezien elke ontwerpversie geen extra kosten met zich meebrengt naast het bijwerken van het CAD-bestand.
Wanneer u klaar bent vindt u een bewerking die batch nesting ondersteunt partner plaatsen koolstofvezel paneel veel onderdelen op één vel Doe dit om materiaalverspilling te minimaliseren en om de kosten per onderdeel omlaag te brengen Krijg een gevoel voor hoe Le-creator koolstofvezel onderdelen voor dronebuilders machinaal bewerkt, over prototype- en productievolumes heen.
Stuur ons uw CAD voor een gratis offerte Prototype onderdelen worden verzonden in 3-7 werkdagen.
Deze opdracht is geschreven door het team van ingenieurs die werken bij Le-creator een speciale cnc-bewerkingsentiteit met 17 jaar innovatie in het produceren van hoogwaardige aangepaste koolstofvezelonderdelen voor klanten van drone, ruimtevaart en industriële apparatuur De eigendomsgegevens die hierin zijn opgenomen, komen voort uit openbaar toegankelijke Toray-gegevensbladen, ASM International-databases en peer-reviewed artikelen. De bewerkingsgegevens en DFM-suggesties die we aanbieden zijn gebaseerd op onze productie van verzamelde gegevens over duizenden koolstofvezel droneframeonderdelen.









