


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


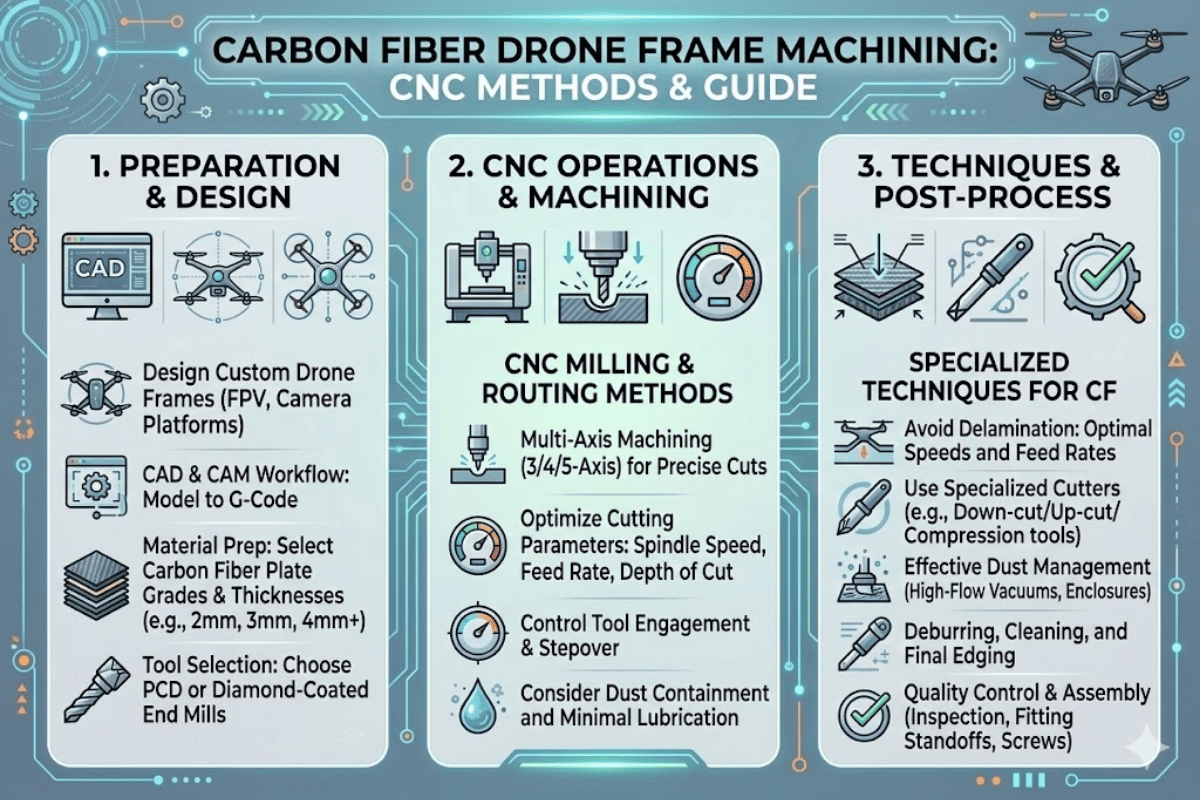
Wie Carbonfaser-Drohnenrahmen CNC-bearbeitet sind, Materialien und Auswahlkriterien
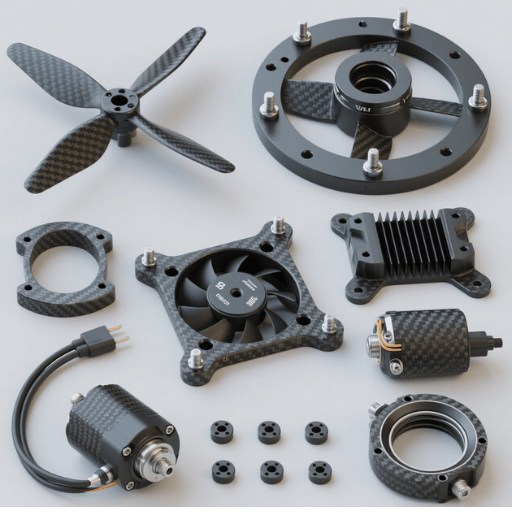
Kohlefaser wurde de facto als Strukturmaterial der Wahl für Hochleistungsdrohnenrahmen übernommen. Sein Festigkeits-Gewichts-Verhältnis ist fünfmal größer als das von Aluminium, eine Metrik, die es zusammen mit seinem steifen, aber leichten Gewicht zum Material der Wahl für FPV-Rennen, industrielle Inspektionsgeräte und landwirtschaftliche UAVs gemacht hat. Der Prozess des Umwandelns einer großen, ungehärteten Kohlefaserplatte in einen fertigen Drohnenrahmen erfordert jedoch präzise Kenntnisse in der CNC-Bearbeitung. Korrekte Werkzeuge oder Zufuhrraten werden die Platten, Bruchkanten und Teile delaminieren, die nicht einmal in der Luft bleiben.
In diesem Leitfaden wird der Ausführungsprozess der CNC-Bearbeitung für Carbonfaser-Drohnenrahmen erläutert: Welche Techniken funktionieren und welche nicht, welche Materialien müssen spezifiziert werden, welche Toleranzen und Verträglichkeitsniveaus zu erwarten sind und wie Sie einen Bearbeitungspartner auswählen, der dies nicht tut Ihr Prototypenbudget wird nicht gekillt. Unabhängig davon, ob Sie ein Ingenieur sind, der einen maßgeschneiderten Drohnenrahmen erstellt, oder ein Beschaffer, der sich mit der Begleichung der falschen Carbonfaser-Drohnenteile befasst, wurden diese Daten aus veröffentlichten Materialspezifikationen ermittelt, Sicherheitsrichtlinien der OSHA, 17 Jahre Erfahrung in der Produktionsetage.
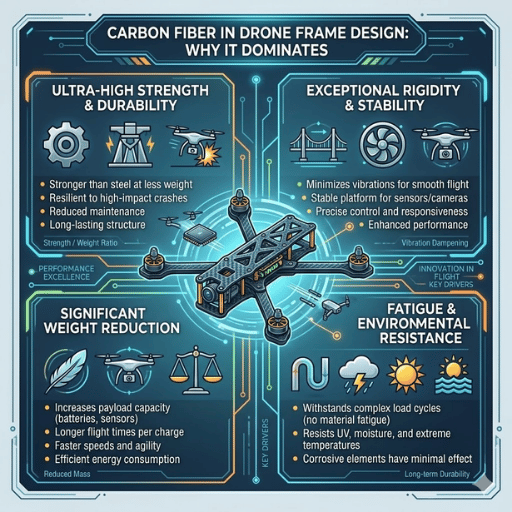
CFK-faserverstärktes Polymer (cfrp‘ oder britisch, Kohlefaser) hält denen seiner Aluminiumkin nicht das Wasser. Ein Kohlefaserblech der Güteklasse T700 kann bei einer Dichte von nur 1,55 Gramm pro Kubikzentimeter eine Festigkeit von 4.900 Megapascal erreichen. 6061-T6-Aluminium erreicht seinen Höhepunkt bei 310 Megapascal bei einer Dichte von 2,70 Gramm pro Kubikzentimeter. Und doch hat sich jeder wettbewerbsfähige FPV-Renndrohnenrahmen von seiner Aluminium-basierten Materialplatte entfernt.
Zusätzliche Vorteile gehen über die Rohzahlen hinaus Als Materialien zur Schwingungsdämpfung halten Drohnenrahmen aus Kohlefaser ihre Form unter dynamischen Flugbedingungen besser als Rahmen und Aluminium Unabhängig von zyklischer Belastung schwitzen Kohlefaserverbundstoffe außerhalb ihrer Temperaturgrenzen nicht Korrosion, Ermüdung, Schnalle oder Schnalle, die oft als 20-180 C für Epoxidmatrizen bezeichnet werden.
Der weltweite Drohnenmarkt erreichte im Jahr 2025 83,81 Milliarden US-Dollar und wird bis 2033 voraussichtlich 182,45 Milliarden US-Dollar übersteigen, basierend auf Zahlen von Grand-View-Forschung. Leichtes Carbonfaser-Verbundwerkstoffmaterial, das als Hauptfaktoren für das prognostizierte Wachstum anerkannt wird. Beispielsweise zeigte eine dokumentierte Fallstudie einen Gewichtsabfall von 43 Prozent, der von der Aluminium- zur Carbonfaser-Röhrenstruktur führte; Außerdem wurde eine zusätzliche Steigerung der Steifigkeit des Rahmendesigns um 16 Prozent festgestellt. Unser Produktionsstandort beobachtet regelmäßig, wie Drohnenkunden ihr Gesamtrahmengewicht um 25-35 Prozent reduzieren, wenn sie auf CNC-bearbeitete Carbonfaserplatten umsteigen.
Kohlefaser leitet auch Strom. Abhängig von der Platzierung von Antennen und GPS-Modulen auf Kohlefaserplatten verursacht die Signaldämpfung Entfernungs- und Navigationsfehler. Verwenden Sie GFK für die Antennenmontage. HF transparent und nicht annähernd so stark.
Leider funktioniert nicht jede Schneidmethode mit jedem Material. Die hohe Abriebfähigkeit der Kohlefaser erzeugt Staubpartikel, kann zu Delaminierung führen, wenn dem Bearbeitungsprozess übermäßige Wärme und Druck verliehen werden, und erzeugt hochgradig abrasiven Partikelstaub. Es gibt 4 gängige Methoden für die Carbonfaser-CNC-Bearbeitung, aber nur 2 werden für die Herstellung von Drohnenrahmen empfohlen.
| Methode | Toleranz | Hitzerisiko | Eignung für den Drohnenrahmen |
|---|---|---|---|
| CNC-Routing | ±0,025 mm | Mäßig | Ausgezeichnetes Industriestandard |
| Wasserstrahl | ±0,10 mm | Keine | Gute Hitzeeinwirkung |
| CNC-Fräsen (5-Achse) | ±0,025 mm | Mäßig | Am besten für 3 D-konturierte Teile |
| Laserschneiden | ±0,05 mm | Hoch | Schlechtes Harz verursacht Delaminierung |
CNC-Routing bleibt der überwältigende Prozess, der bei Drohnenrahmen mit Abstand am häufigsten vorkommt, da die meisten Rahmen aus flachen Kohlefaserplatten im Bereich von 1,5-3,0 mm geschnitten werden Die Maschinenprofile 2 D-Formen aus Blechmaterial ohne benötigte Form, bis zu Toleranzen von 0,025 mm bei Produktionsgeschwindigkeit Die überwiegende Mehrheit der Drohnenrahmengeometrien wird von 3-Achsen-CNC-Router bewältigt. Das 5-Achsen-CNC-Fräsen wird nur für konturierte 3 D-Gehäuse oder Teile mit Bearbeitung aus mehreren Winkeln in einem einzigen Befestigungsschritt verwendet; es fügt Hunderte bis Tausende weitere Programmier- und Maschinenkosten hinzu, die flache Drohnenplatten nicht rechtfertigen
Vermeiden Sie Laserschneiden auf Kohlefaser um jeden Preis Konzentrierte Wärme zersetzt die Epoxidharzmatrix, verursacht Verkohlung entlang der Schnittkanten und setzt unerwünschte giftige Dämpfe frei Wenn eine Null-Wärmeeinflusszone notwendig ist, bleibt das Wasserstrahlschneiden eine praktikable Alternative im Vergleich zum langsameren, teureren CNC-Routing pro Teil
Beim Prototyping mit Kohlefaser hat unser Ingenieurteam herausgefunden, dass die folgenden Parameterbereiche bei der Arbeit über T300- bis T800-Blätter hinweg vorhersehbare Ergebnisse zu liefern scheinen:
Kohlefaser ist nicht immer die geeignete Antwort Wissen, wo jedes Material hingehört, verhindert Überausgaben (und Überfeuerung) für die Drohnenrahmenprojekte Unten ist eine Tabelle basierend auf veröffentlichten Materialeigenschaftsdaten von ASM International, Zusammengesetzte Datenblattpläne.
| Eigentum | CFK (T700) | 6061-T6 Aluminium | GFK (E-Glas) | Nylon PA6 |
|---|---|---|---|---|
| Zugfestigkeit (MPa) | 4,900 | 310 | 500-1,200 | 70-85 |
| Dichte (g/cm3) | 1.55 | 2.70 | 1.80-2.10 | 1.13 |
| Kosten (USD/kg) | $30-90 | $2-5 | $10-25 | $3-6 |
| Schwingungsdämpfung | Gut | Arm | Mäßig | Sehr gut |
| CNC-Bearbeitbarkeit | Schwierig (PCD-Tools) | Ausgezeichnet | Mäßig | Gut |
| Fehlermodus | Sprödbruch | Duktile Biegung | Biege dich vor der Pause | Flex/verformung |
Die Entscheidung, Kohlefaser an jeder Drohnenkomponente anzugeben, wenn Glasfaser die bessere Wahl in unseren spezifischen Teilen ist GFRP hat 2/3 der Kosten für CFK, ist HF-transparenter (kritisch in Antennenplatten), und neigt dazu, sich zu biegen, bevor es zerbricht; ein Vorteil bei Crash-Anfälligen Anwendungen in Anfänger-FPV-Quads Verwenden Sie maschinell bearbeitete Kohlefaser auf Struktur - und Armplatten, wo Sie Steifigkeit benötigen Verwenden Sie Glasfaser, wo Sie Antennenhalterungen und austauschbare Stoßfängerplatten benötigen.
Aluminium bleibt eine vernünftige Wahl für große kommerzielle Drohnenrahmen, bei denen die Kohlefaserkosten unerschwinglich werden und Reparierbarkeit wünschenswert ist. Aluminiumbiegungen und begradigbar, CFK zersplittert ohne Warnverformung. Nylon (PA6/PA12) wird auf nichtstrukturelle Teile wie Fahrwerke, Kamerahalterungen und Nasenkegel beschränkt, bei denen eine Biegeabsorption wünschenswerter ist als eine Steifigkeit.

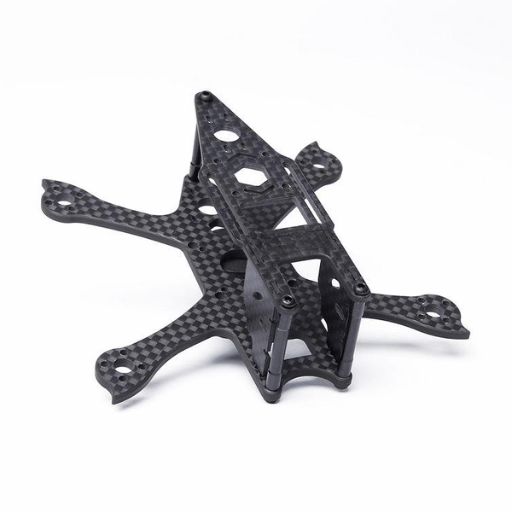
Die Auswahl eines gut gestalteten Drohnenrahmens aus Kohlefaser berücksichtigt die Bearbeitungsbeschränkungen zu Beginn der CAD-Phase. Das Ignorieren dieser Einschränkungen führt zu delaminierten Kanten, rissigen Befestigungslöchern und Teilen, die unter Farbkamera korrekt erscheinen, aber unter Fluglasten einrasten Hier ist unsere Checkliste zur Vorbereitung von Drohnenrahmen für die Herstellung.
| Dicke | Typische Drohnenanwendung |
|---|---|
| 1,0 mm | Top-Platten für Mikro-Drohnen, Kameramontageplatten |
| 1,5 mm | Arme und Seitenplatten für 5-Zoll-Rennquads |
| 2,0 mm | Standard-Bodenplatten für 5-Zoll-FPV-Rahmen |
| 2,5 mm | Hochleistungsbodenplatten, 7-Zoll-Langstreckenarme |
| 3,0-6,0 mm | Industrielle/gewerbliche UAV-Strukturkomponenten |
T700 ist der heutige Industriestandard für hochfeste Drohnenrahmen. Es verleiht 4.900 MPa Zugfestigkeit im Vergleich zu 3.530 MPa 2 von T300 einen Sprung von 38,81TP3 T – bei Beibehaltung einer höheren Enddehnung (2,11TP3 T gegenüber 1,51TP3 T). Diese zusätzliche Duktilität ermöglicht es T700-Frames, Crash-Aufpralle zu absorbieren, ohne so leicht zu implodieren wie T300. T800 bietet eine höhere Steifigkeit gegenüber 230 GPa Modulus, ist aber allein spröde Außenabschnitte in T8000, also erhalten die besten T80-Preise.
Bei CNC-Bearbeitungsvorgängen ist es wichtig, die Faserorientierung relativ zum Fräser zu ignorieren. Das Twill-Gewebe ist bei Drohnenrahmen üblich, da es die Last über mehrere Richtungen verteilt. Wenn Sie Teile zum Schneiden aus einer Twill-Weave-Kohlenstofffaserplatte bereitstellen, richten Sie Ihren CNC-Werkzeugweg so aus, dass Sie keinen anhaltenden Schnitt parallel zu einer Faserrichtung haben; Die Belastung und das daraus resultierende Delaminationsrisiko werden in eine Linie über das Blatt gedrückt.
Bei der Verwendung von Kohlefaser für jedes Teil ist Vorsicht geboten, es stumpft Schneidwerkzeuge schneller ab als fast jedes andere Material, erzeugt gefährlichen leitfähigen Staub und hat sich in Tests als auf komplexe, unkontrollierbare Weise versagt erwiesen, während das Teil noch auf den Tisch geladen ist Hier sind die drei verschwenderischsten Probleme, die während CNC-Kohlenstofffaserschneiden.
Delaminierung liegt vor, wenn die cnc-Kräfte größer sind als die interlaminare Scherfestigkeit des Harzes, das die Kohlenstofffaserlagen zusammenhält Stumpfe Werkzeuge, hohe Vorschub-/Schneidgeschwindigkeiten und Wärmeablagerungen können das Harz erweichen und schwächen Um es zu vermeiden:
Verwenden Sie scharfe PCD- oder diamantbeschichtete Werkzeuge
18.000-25.000 RPM die Spindel laufen lassen
– Verwenden Sie Stützplatten auf der Ausgangsseite aller Durchgänge
Kohlefaser ist extrem abrasiv Zurück in der Werkstatt sind Karbidwerkzeuge nach Minuten der Schnittzeit stumpf; PCD (polykristalliner Diamant) - Endmühlen halten in unserer Werkstatt 20-25 x länger Die Kostenvorteile sind klar: Eine PCD-Endmühle kann 3-5 x kosten als eine Karbid-Endmühle vorne, kann aber 14.000 lineare Zoll Kohlefaser schneiden, bevor sie ersetzt werden muss Nachdem wir eine Reduzierung der Werkzeugkosten um 601 TP3 T pro Teil über sechs Monate verfolgt haben, sind wir in dieser Werkstatt auf PCD-Schneidwerkzeuge für unsere Carbonfaser-CNC-Läufe umgestiegen.
Durch die Bearbeitung von Kohlefasern entstehen feine luftgetragene Partikel im Bereich von 5-7 Mikrometern, die so klein sind, dass sie in die unteren Atemwege eindringen können. Gemäß der Arbeitsschutzbehörde (OSHA), Kohlefaserstaub wird als Particulate Not Other Regulated (PNOR) reguliert, wo zulässige Expositionsgrenzwerte (PELs) 15 mg/m3 für Gesamtstaub und 5 mg/m3 für alveolengängige Fraktionen betragen Die Nationales Institut für Sicherheit und Gesundheitsschutz am Arbeitsplatz (NIOSH) Empfiehlt nicht mehr als 10 mg/m3 insgesamt und 5 mg/m3 alveolengängig.
Zusätzlich zu den Gefahren beim Einatmen können leitfähige Kohlenstoffstaubpartikel in der in der Werkstatt hergestellten elektronischen Ausrüstung einen Kurzschluss erzeugen. Jede Werkstatt, die CNC-Kohlenstofffaserschneidarbeiten durchführt, erfordert eine geschlossene Bearbeitung mit spezieller Staubabsaugung, eine wasserbasierte Bearbeitung (Flutkühlmittel zur Unterdrückung von Partikeln) und persönliche Schutzausrüstung.
Eine Studie (International Journal of Advanced Manufacturing Technology) angedeutet, dass Faserorientierungswinkel einen großen Einfluss auf die Schneidkräfte hat Vergleicht man einen Faserwinkel von 135° mit einem 45°, bietet ersterer die maximalen Tangentialkräfte und das schlechteste Delaminierungsrisiko, während letzterer minimale Kräfte und relativ saubere Oberflächenbeschaffenheit bietet, wo immer es mit Ihrem Bordunrahmendesign möglich ist, achten Sie darauf, Ihre Fasern in den minimalen axialen Winkeln, also bei 45° auszurichten.
Dadurch wird das Tragen von Werkzeugen und das Risiko einer Delamination erheblich reduziert.
Nicht alle CNC-Shops sind in der Lage, Drohnenteile aus Kohlefaser aufzunehmen. Kohlefaser erfordert spezielle Werkzeuge, eine effiziente Staubabsaugung und einen Bediener, der mit der Leistung von Kohlefaserverbundwerkstoffen vertraut ist. Unterhalb eines eigenen Bewertungsrahmens, der gute Lieferanten im Vergleich zu Geschäften ausmacht, die Sie im Prototyping einen hübschen Cent kosten werden.
Le-creator nutzt 80+ hochmoderne CNC-Maschinen mit dedizierter Carbonfaser-Bearbeitungsfähigkeit, 98%+ First-Pass-Ausbeute, 100% Outgoing-Qualitätsinspektion jedes Teils Le-creator bietet 17 Jahre Präzisionsfertigungserfahrung für 1.000+ Kunden aus der Luft - und Raumfahrt, Medizin und Industrie Unser Team bietet reichhaltiges Bearbeitungs-Know-how zu Ihren Diensten in jedem Drohnenrahmenprojekt; bitte durchstöbern Die Kohlefaserfähigkeiten von Le-creator Um zu erfahren, wie wir mit kundenspezifischen Kohlefaserprodukten vom Prototyp bis zur Produktion umgehen.
Achten Sie auf einen Shop ohne Fragen zu Ihrer Materialqualität, Ihrem Webstil und Ihren Toleranzanforderungen und fragen Sie nach einem Angebot für die Kohlefaserbearbeitung. Wenn sie diese wie für Alaun für CFK haben, sehen Sie Ihre Teile.
„Das Ingenieurteam
Die CNC-Bearbeitung ist eine der wenigen, die sowohl im Prototypen-Produktionsmaßstab für Drohnenrahmen ohne Prozessmodifikationen funktioniert. Es gibt keine Formen zu konstruieren, keine Werkzeugbauinvestitionen und Designrevisionen sind eine CAD-Dateiabwandlung entfernt. Dies ist der Grund für die Herstellung von Drohnenrahmen in großen Mengen CNC und nicht für Formpressungen.
| Bühne | Menge | Typische Vorlaufzeit |
|---|---|---|
| Prototyp | 1-5 Stück | 3-7 Werktage |
| Kleinstcharge | 10-50 Stück | 5-10 Werktage |
| Produktionslauf | 100-1.000+ Stück | 7-15 Werktage |
Kompressionsformen ist nur dann kosteneffektiv, wenn Sie produzieren mehr als etwa 500.000-1.000 Einheiten-Design selbst dann, nur wenn die Sperrung der Form Werkzeug für eine Kohlefaser Drohne läuft $5.000-$50.000 abhängig von Geometrie Komplexität Für Drohnenbauer, die versuchen, das Rahmendesign zu iterieren (die überwiegende Mehrheit der RC und Open-Source-FPV-Projekte), ist cnc-Bearbeitung der günstigere Weg, da jede Design-Iteration keine zusätzlichen Kosten verursacht über die Aktualisierung der CAD-Datei hinaus.
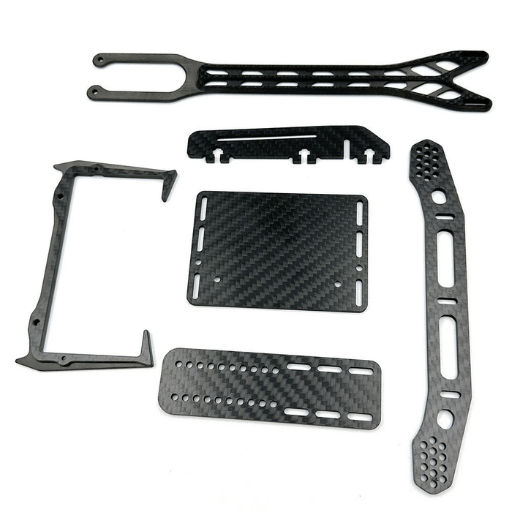
Wenn Sie bereit sind, finden Sie einen Bearbeitungspartner, der Batch-Nest unterstützt, um viele Teile auf einer Platten-Kohlenstofffaserplatte zu platzieren. Tun Sie dies, um Materialverschwendung zu minimieren und die Kosten pro Teil zu senken. Erhalten Sie ein Gefühl für Wie Le-creator Kohlefaserteile für Drohnenbauer bearbeitet, über Prototypen- und Produktionsmengen hinweg.
Senden Sie uns Ihr CAD für ein kostenloses Angebot Prototypenteile werden in 3-7 Werktagen versendet.
Dieser Auftrag wurde von dem Team von Ingenieuren verfasst, das bei Le-creator arbeitet, einer speziellen cnc-Bearbeitungseinheit mit 17 Jahren Innovation bei der Herstellung hochwertiger kundenspezifischer Kohlefaserteile für Kunden von Drohnen, Luft - und Raumfahrt - und Industrieanlagen Die hierin enthaltenen Eigenschaftsdaten stammen aus öffentlich zugänglichen Toray-Datenblättern, ASM International-Datenbanken und von Experten begutachteten Arbeiten Die von uns angebotenen Bearbeitungsdaten und DFM-Vorschläge basieren auf unseren in der Produktion gesammelten Daten über Tausende von Carbonfaser-Drohnenrahmenteilen.









