Ondersteunende, professionele, klantgerichte service
Neem contact op met Lecreator Company
Van prototypes tot productie op volledige schaal, wij hebben u gedekt.


Wat is PEEK CNC-bewerking? Een praktische gids voor kwaliteiten, toleranties en bewerkingsparameters
peek is een van de zwaarste kunststoffen om nauwkeurig te bewerken, en een van de meest bevredigende. Een enkele voedingssnelheid of onderbroken gloeistap kan een component recyclen die honderden dollars waard is bij het draaien. Peek cnc-bewerking produceert onderdelen die met straalmotorwarmte, agressieve oplosmiddelen en zwaardere metaalequivalenten in de medische, ruimtevaart-, halfgeleider- en halfgeleidersector werken.
Deze gids onderzoekt de materiaalkunde achter polyetheretherketon, onderzoekt populaire peek cnc-bewerkingsdiensten en biedt de geteste snelheden, voedingen en gloeiprotocollen die een goed peek-gedeelte scheiden van een gesloopt onderdeel.
peek (polyetheretherketon, ook polyetheretherketon) is een semi-kristallijn thermoplastisch materiaal van de poly-aryl-ether-ketonfamilie, voor het eerst gesynthetiseerd door Imperial Chemical Industries in 1978 met commercialisering die volgde in het begin van de jaren tachtig PEEK onderscheidt zich van algemene kunststoffen zoals nylon of acetaal door mechanische sterkte en stijfheid te behouden bij temperaturen boven 200 °C en weerstand te bieden aan blootstelling aan industriële oplosmiddelen Deze combinatie van mechanische en thermische eigenschappen maakt peek een voorkeursalternatief voor metalen in gewichtsgevoelige ontwerpen.
Bron: Victrex PEEK Materiaaleigenschappen Gids
Deze eigenschappen maken peek cnc-bewerking aantrekkelijk voor ingenieurs onder beperkingen voor gewichtsvermindering Een peek-onderdeel kan wel 70 % lichter zijn dan een soortgelijk roestvrijstalen onderdeel en hebben een gelijke of superieure levensduur tegen vermoeiing wanneer ze worden geconfronteerd met corrosieve chemicaliën. Het hoogwaardige thermoplastische materiaal passeert ook ISO10993 biocompatibiliteitstesten, leidend tot het gebruik van hoogwaardige PEEK in wervelkolomkooien en tandhoofden.
Voor machinisten komt peek tussen PTFE (dat onder gereedschapsdruk onaanvaardbaar vervormt) en standaard technische kunststoffen zoals peek plastic of POM in consistentie. Het grijpen van deze balans is de basis van succesvolle peek-bewerking.
peek combineert chemische weerstand tegen fluocurrency met de mechanische eigenschappen die worden aangetroffen in bepaalde metalen, waardoor het de beste keuze is voor veeleisende cnc-bewerkingstoepassingen.

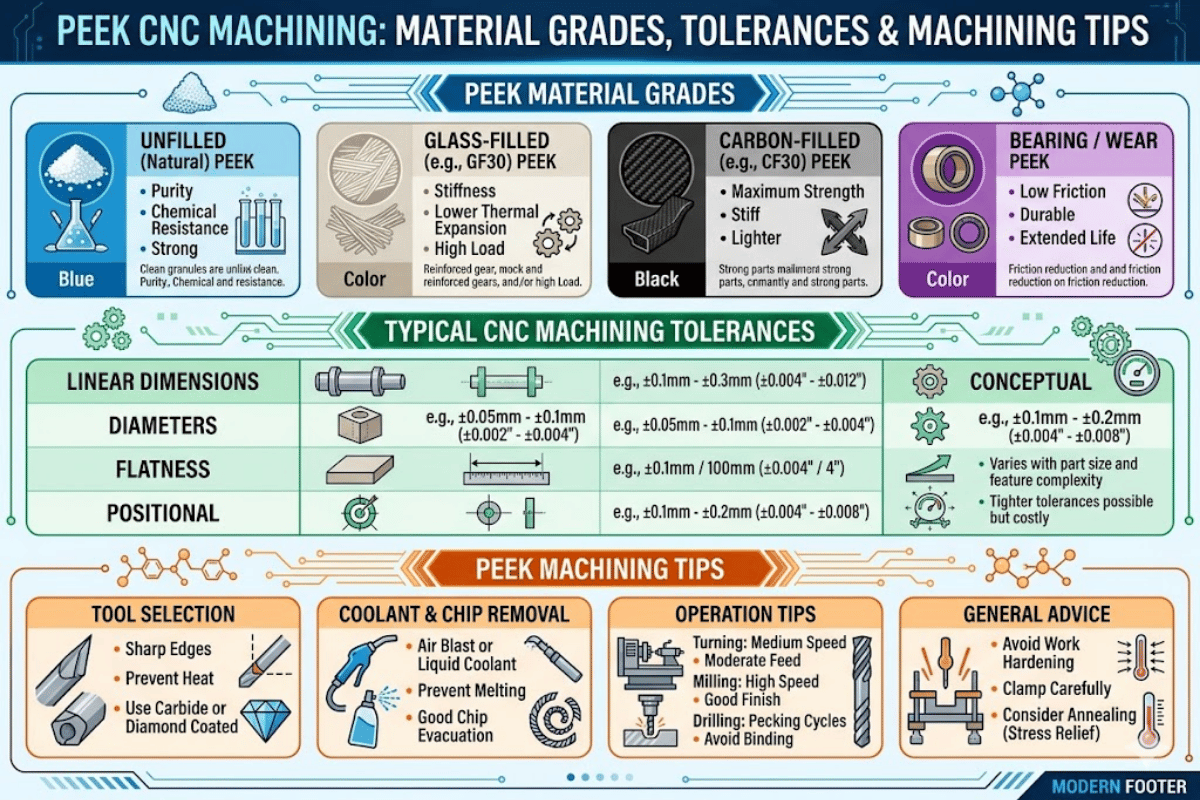
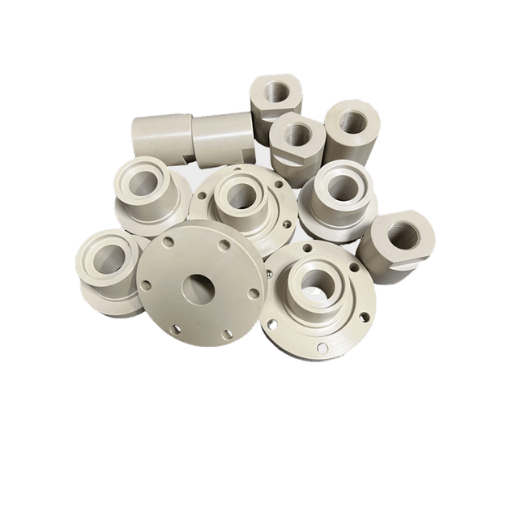
Uw keuze van de peek grade direct regelt de tarieven van de gereedschapsslijtage, haalbare toleranties, en de uiteindelijke onderdelen eigenschappen Hieronder vergelijken we de vijf meest populaire kwaliteiten voor cnc bewerkingsprojecten in onze shop.
| Grade | Filler | Treksterkte | Max Temp | Best For |
|---|---|---|---|---|
| Ongevulde PEEK (Victrex 450G, Tecapeek) | Geen | 100 MPa | 260 °C | Precisiecomponenten voor algemeen gebruik, contact met voedsel |
| Glas-gevulde PEEK (30 % GF) | Glasvezels | 157 MPa | 260 °C | Lucht- en ruimtevaartbeugels, structurele inzetstukken |
| Koolstofgevulde PEEK (30 % CF) | Koolstofvezel | 212 MPa | 260 °C | Orthopedische implantaten, lagers met hoge belasting |
| Lagerkwaliteit (PEEK PVX) | PTFE + grafiet + koolstofvezel | 68 MPa | 260 °C | Zelfsmerende bussen, drukringen |
| Medische graad (PEEK-OPTIMA) | Geen (USP-klasse VI) | 100 MPa | 260 °C | Ruggengraatkooien, tandsteunen, implantaatbehuizingen |
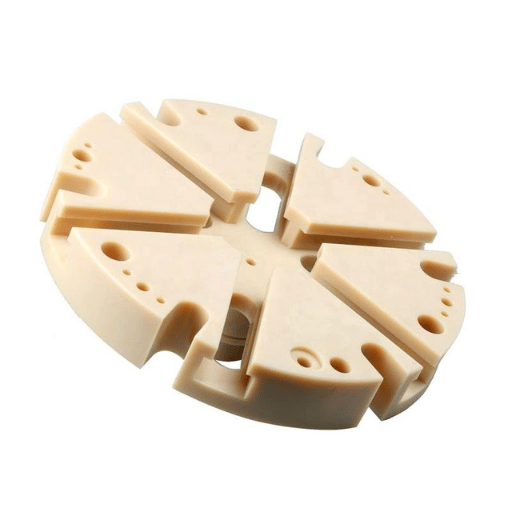
Ongevulde peek biedt de beste bewerkbaarheid van elke kwaliteit Het produceert schone, gekrulde chips en de maatvastheid kan worden gehandhaafd over meerstapsoperaties Met glas gevulde PEEK, evenals met koolstof gevulde formuleringen, verhogen de algehele sterkte en stijfheid van machinaal bewerkte componenten maar verhogen de slijtage van gereedschappen met 70-80 %. Voor alle gevulde kwaliteiten PEEK activeren onze bewerkingsspecialisten PCD-gereedschap, dat standaard hardmetalen inzetstukken met 10-20x overtreft op schurende versterkte plano's.
“De grootste fout die we zien in onze glas gevulde peek Zarobot is het gebruik van dezelfde ongevulde snelheid en voedt u op ongevulde voorraad De glasvezels vernietigen de snijkanten in enkele minuten Gebruik PCD of diamant gecoat gereedschap; niets is te schurend voor gevulde peek.”
& Creator CNC Engineering Team
Alle besproken graden vallen onder de huidige ASTM D6262-23 specificatie voor geëxtrudeerde en gegoten vormen Voldoen aan medische goedkeuringsnormen voor peek vereist ISO 10993 (biologische evaluatie van medische hulpmiddelen) en USP Klasse VI testen.
Identificeer de specifieke kijkgraad voor de toepassing en pas vervolgens de bewerkingsparameters dienovereenkomstig aan. Gevulde peek verhoogt de snijproblemen, waardoor PCD-gereedschappen en een terugschakeling in de snijsnelheid nodig zijn.
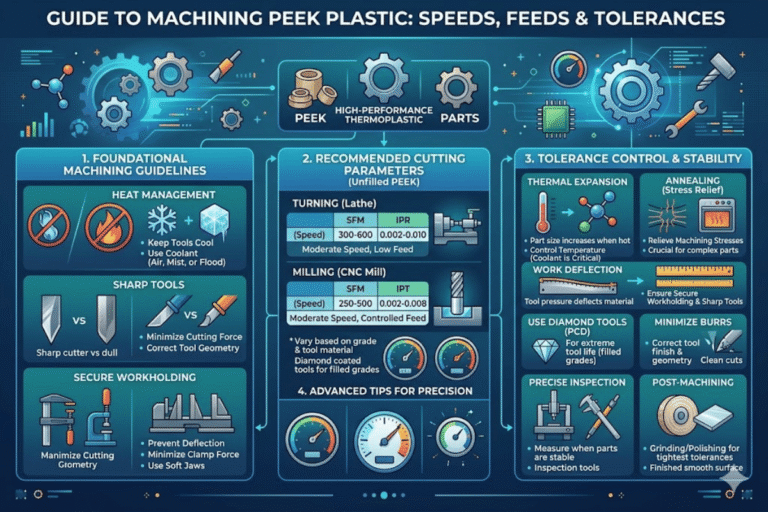
Passende bewerkingsparameters voorkomen storingen die verantwoordelijk zijn voor de overgrote meerderheid van uitgebrand plastic: door hitte geïnduceerde oppervlaktebeglazing en door spanning veroorzaakte schering. Hieronder vindt u frees- en draaiparameters die zijn gevalideerd voor duizenden kijkonderdelen op onze werkvloer.
| Operation | Snijsnelheid | Feed Rate | Diepte van Cut | Notes |
|---|---|---|---|---|
| Face Milling | 500-800 SFM | 0,006-0,035 in/tand | 0,035 inch | Gebruik klimfrezen voor de beste oppervlaktekwaliteit |
| End Milling | 270-450 SFM | 0,002-0,008 in/tand | Tot 0,250 inch | Stap-over ≤25 % gereedschap diameter |
| Turning | 300-800 SFM | 0,004-0,025 inch/omw | 0,025 inch | Scherp gereedschap met positieve harkhoeken |
| Boren | 800-1500 TPM | 0,002-0,008 in/omw | Pik op 1x dia | Doorkoelvloeistofboren hebben de voorkeur |
Ongevulde kijkparameters Verminder de snelheid met 20-30% voor met glas gevulde of met koolstof gevulde varianten.
Gereedschapsselectie is net zo belangrijk als bewerkingsparameters Voor ongevulde glansfrezen en draaien, ongecoate C-2 carbide inzetpunten met scherpe snijranden en positieve hellingshoeken voor gladde, gekroonde spanen Versleten gereedschappen bouwen wrijvingswarmte op in de snijzone in plaats van afschuiven, wat resulteert in oppervlakteglazing en golfachtige vervormingen op het afgewerkte oppervlak. PCD-inzetstukken zijn verplicht voor alle gevulde kwaliteiten, omdat glasvezels en koolstofvezelvullers zeer schurend zijn tegen standaard carbide.
PEEK heeft een lage thermische geleidbaarheid (0,25 W/m K), met andere woorden warmte minder effectief geleidt uit de gereedschap/werkstuk interactie maar heeft de neiging om ineen te hokken op het grensvlak Gebruik het standaard gluur koelmedium naar keuze; perslucht, goedgekeurde wateroplosbare Koelmiddelen of droog te lopen met agressieve chip evacuatie Drooglopen is afhankelijk van de gluurchips zelf om warmte weg te voeren uit de snijzone.
Tot minimale snedediepte aflopen en zonder het voordeel van frisse scherpe snijranden gluren gedraagt zich niet als aluminium; maximale levensduur van de randen is een functie van hoe efficiënt de rand door de PEEK scheert, niet hoe agressief je deze bewerkt Malen of slijpen versleten randen voorafgaand aan het voorbijsnijden; vertrouw niet op een andere.
Scherp gereedschap, gematigde snedediepten en warmtebeheer blijven niet onderhandelbaar bij gluurbewerking vanwege de schurende werking van het materiaal. Deze drie factoren zorgen voor een voorspelbare gluurwerking.

Het tolerantievermogen van gluurdelen wordt bepaald door zowel de omstandigheden van het proces als het onderdeel. De toestand van het proces wordt bepaald door de bewerkingsbewerking en of het onderdeel al dan niet tussenspanningsvrij is gegloeid. Zonder gloeien kunnen restspanningen van het vorm- of extrusieproces leiden tot een dimensionale drift van 0,1-0,3 % na de machine, genoeg om een strakke tolerantie te veroorzaken om buiten de specificaties te vallen.
| Tolerantieniveau | Bereik | Gloeien vereist? | Typische Toepassing |
|---|---|---|---|
| Standaard | ±0,005 inch (±0,127 mm) | Aanbevolen | Industriële bussen, afdichtingsstoelen |
| Precision | ±0,001 inch (±0,025 mm) | Vereist (multi-step) | Lucht- en ruimtevaartconnectoren, halfgeleiderarmaturen |
| Ultra-precisie | ±0,0005 inch (±0,013 mm) | Vereist + klimaatgecontroleerde CMM | Medische implantaten, optische behuizingen |
| Process | Haalbare Ra | Notes |
|---|---|---|
| Standaard CNC Frezen | Ra 1,6-3,2 μm | Voldoende voor de meeste industriële kunststof onderdelen |
| Finish Pass Milling | Ra 0,8-1,6 μm | Verminderd voer, vers inzetstuk |
| Polijsten (Medisch) | Ra 0,2-0,4 μm | Meertraps polijsten, verwijdert gereedschapsmarkeringen |
Bij Le-creator houden we ±0,001 in op precisie PEEK-onderdelen door middel van multi-step ruwe bewerking en afwerkingspassen met tussentijds gloeien Onze vier Zeiss CMM-inspectiestations functioneren in een klimaatgeregelde ruimte om de maatnauwkeurigheid van elke productiepartij te verifiëren.
Strakke toleranties op peek zijn mogelijk, maar vereisen enige gloeien tussen voorbewerken en afwerking. Budget dienovereenkomstig bij het citeren van precisie-peekbewerkingstoleranties.
PEEK is geen vergevingsgezind plastic De veeleisende toepassingen produceren ook bewerkingseigenschappen die slordige techniek bestraffen Hier zijn de vier meest voorkomende uitdagingen waarmee ons team wordt geconfronteerd, en de protocollen die deze oplossen.
Worteloorzaak: gluur heeft een lage thermische geleidbaarheid van 0,25 W/m K (205 W/m K is aluminium) Warmte die binnen de snijcontactzone wordt ontwikkeld, diffundeert niet naar buiten in het werkstuk.
Oplossing: Gebruik scherpe gereedschappen met positieve hellingshoeken om minimale wrijving te ondersteunen Houd de snijdiepten matig. Blast met perslucht of gebruik nevelkoelvloeistof gericht op het snijgereedschap. Verkleuring van het spooroppervlak, het eerste onmiddellijke teken van hittegerelateerde schade.
Worteloorzaak: Uitdrijving en het vormen van gluren maken permanent spanningsprovincies in het werkstuk af Agressieve materiaalverwijdering introduceert en laat deze spanningen ongelijkmatig los, waardoor vervorming van het onderdeel ontstaat.
Oplossing: Remelt de voorraad bij 160 C vóór machine Opvoeren 10 C/uur tot 150-200 C, houden 3-4 uur (voeg 30 min elke 3 mm dwarsdoorsnede toe), en helling neer met 10 C/uur tot onder 148 C, sproei koel Voor strak-tolerantiedelen, gebruik een tweede gloei cyclus tussen ruwe en fijne bewerking dimensionale instabiliteit van afgewerkte gluurdelen normaal gesproken teruggaat tot niet-ontlasting spanningen van geforceerde remelt.
Worteloorzaak: glasvezels en koolstofvezelversterkingen zijn schurend Verwijder ongeveer tien keer sneller dan ongevulde peek.
Oplossing: Gebruik PCD of diamant gecoat gereedschap wanneer u het gebruikt met glas of koolstof gevulde premium peek kwaliteiten Verlaag uw snijsnelheden met 20-30 %. Prijs dienovereenkomstig bij het citeren voor hogere gereedschapskosten per onderdeel voor gevulde kwaliteiten.
Oorzaak van de wortel: gluurder heeft voldoende ductiliteit om op zijn plaats te zwichten in plaats van te breken in geboorde en door sleuven bewerkte gebieden zonder ondersteunde randen.
Oplossing: maak gebruik van klimfrezen om de snijkrachten naar ondersteund werkmateriaal te drijven Houd gereedschap scherp zonder rand aan. Gebruik bij het boren een pikcyclus en steun het retouroppervlak indien mogelijk met opofferingsmateriaal.
De meeste fouten bij het bewerken van gluren gaan terug op hitte en spanning. Gecontroleerde snijparameters, goed gloeien en scherp gereedschap elimineren de meeste defecten.
PEEK bewerkte onderdelen dienen industrieën waar falen geen optie is en de bedrijfsomstandigheden de meeste andere kunststoffen uitsluiten De wereldwijde PEEK-markt bereikte in 2025 naar schatting USD 1,50 miljard en zal naar verwachting groeien tot USD 2,14 miljard in 2030 bij een 7,5 % CAGR, volgens een Markt en Markt industrie rapport. Lucht- en ruimtevaart, medische apparaten en de productie van halfgeleiders zijn verantwoordelijk voor het grootste deel van het CNC-bewerkte PEEK-verbruik.
peek is het de facto materiaal bij uitstek voor dragende implantaten van de wervelkolom, omdat de elasticiteitsmodulus (3,5-4,5 GPa) vergelijkbaar is met corticaal bot, waardoor stressafscherming wordt voorkomen. Het is ook radiolucent en niet-intrusief bij post-op beeldvorming. Typische PEEK-bewerkte componenten zijn onder meer spinale fusiekooien, tandheelkundige abutments, chirurgische instrumenthandvatten en endoscoopbehuizingen. Bij Le-creator, een medische endoscoopbehuizingstoepassing, daalde het afstotingspercentage van 22 % naar 0,8 % na het implementeren van speciale spannings-reliëf-gloeiingsprotocollen en de evacuatie van cleanchips.
peek-componenten vervangen aluminium en titanium beugels in niet-structurele lucht- en ruimtevaarttoepassingen, waardoor gewichtsreducties tot 70% mogelijk zijn en tegelijkertijd continue blootstelling aan 260 C wordt weerstaan. Typische peek-onderdelen zijn onder meer kabelgeleidingsbeugels, elektrische connectoren, afdichtingsringen en actuatorbehuizingen. Het materiaal voldoet aan de ontgassingseisen voor vacuümomgevingen per NASA ontgassingsdatabases, die het polymeer kwalificeert voor componenten van satellieten en ruimtevoertuigen die voldoen aan strikte verontreinigingsnormen.
Wafeldragers, proceskamercomponenten en eindeffectoren worden machinaal bewerkt tegen gluren vanwege de chemische weerstand tegen agressieve reinigingschemie (piranha-oplossing, HF-damp), de lage deeltjesontwikkeling en verwaarloosbare ontgassing. ESD-veilige, met koolstof gevulde PEEK-kwaliteiten beschermen ook gevoelige wafels tegen elektrostatische lading tijdens het hanteren.
Klepzittingen, back-upringafdichtingen en compressorcomponenten die worden blootgesteld aan H2S, CO2 en hete pekelomstandigheden profiteren van de chemische bestendigheid en slijtvastheid van PEEK. PEEK-afdichtingen behouden de maatvastheid tijdens druk- en temperatuurcycli die zachtere kunststoffen zoals PTFE zouden afbreken.
peek cnc-bewerking bedient industrieën waar plastic componenten worden blootgesteld aan exotische temperaturen, corrosieve chemie of biocompatibiliteitseisen die standaardkunststoffen diskwalificeren.

Zowel cnc-bewerking als spuitgieten kunnen gluurplastic onderdelen produceren, maar hebben verschillende verwerkingsparameters. De beslissing komt neer op volume-, doorlooptijd- en tolerantievereisten.
| Factor | CNC-bewerking | Injection Molding |
|---|---|---|
| Volume sweet spot | 1-5.000 onderdelen | 5.000+ onderdelen |
| Doorlooptijd (eerste artikel) | 1-3 weken | 8-16 weken (gereedschap) |
| Tolerantievermogen | ±0,001 in haalbaar | ±0,003-0,005 in typisch |
| Gereedschapskosten | Geen (programma + armatuur) | $15.000-$80.000+ voor PEEK-mallen |
| Kosten per onderdeel tegen 100 eenheden | $50-$300 | Niet levensvatbaar (gereedschapsafschrijving) |
| Kosten per onderdeel van 10.000 eenheden | $50-$300 (geen schaalvoordeel) | $5-$30 |
| Geometrie complexiteit | Interne kenmerken, diepe zakken | Trekhoeken, uniforme muren |
| Materiaal afval | Hoger (subtractief) | Lager (bijna netvorm) |
peek spuitgieten vereist matrijstemperaturen in het bereik van 170-200 C, en smelttemperatuur van 370-400 C. De ogenschijnlijk extreme verwerkingstemperaturen vereisen extreem geavanceerde hot-runner mallen gemaakt van gehard gereedschapsstaal, dus initiële investeringen in gereedschappen zijn duurder Voor prototypes, productie in kleine volumes, of onderdelen met nauwe toleranties en complexe interne geometrie is CNC-bewerking in PEEK het snellere en kosteneffectievere pad. Spuitgieten wint wanneer het jaarlijkse volume groter is dan 5.000 eenheden en het onderdeelontwerp is geschikt voor trekhoeken en uniforme wanddiktes.
Veel projecten beginnen met CNC-gefreesde prototypes om het ontwerp te valideren en gaan vervolgens over naar aangepaste PEEK-componenten via spuitgieten alleen nadat volumes de gereedschapskosten rechtvaardigen.
Gebruik CNC-bewerking voor volumes onder de 5.000, tolerantie-kritische onderdelen, en prototypes Schakel over op spuitgieten wanneer de jaarlijkse vraag groter is dan 5.000 en het ontwerp van het onderdeel kan trekhoeken en uniforme wanddiktes accommoderen.

Van prototype tot productie in grote volumes, Le-creator levert peek cnc-bewerkingsdiensten met 0,001 toleranties, ISO 13485-kwaliteitssystemen en 17+ jaar technische kunststofexpertise.
Le-creator heeft sinds 2012 PEEK-componenten bewerkt over behuizingen voor medische endoscopen, isolatoren voor lucht - en ruimtevaartconnectoren en halfgeleiderwafelarmaturen De bewerkingsparameters en gloeiprotocollen waarnaar in dit artikel wordt verwezen, geven weer wat we hebben gevalideerd op onze DMG Mori vijfassige molens en programmeerbare gloeiovens over duizenden productieruns Waar externe gegevens worden aangehaald, linken we rechtstreeks naar de bron.