


Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


Cos'è la lavorazione CNC PEEK? Una guida pratica a gradi, tolleranze e parametri di lavorazione
peek è una delle plastiche più difficili da lavorare con precisione e una delle più soddisfacenti. Una singola scarsa velocità di alimentazione o una fase di ricottura interrotta può riciclare un componente del valore di centinaia di dollari, la lavorazione peek cnc quando composta produce parti che con il calore del motore a reazione, attaccano solventi aggressivi e sostituiscono equivalenti metallici più pesanti nel servizio medico, aerospaziale e semiconduttori.
Questa guida esplora la scienza dei materiali alla base del polietereterchetone, esamina i popolari servizi di lavorazione peek cnc e fornisce le velocità testate, i feed e i protocolli di ricottura che separano una buona parte peek da una rottamata.
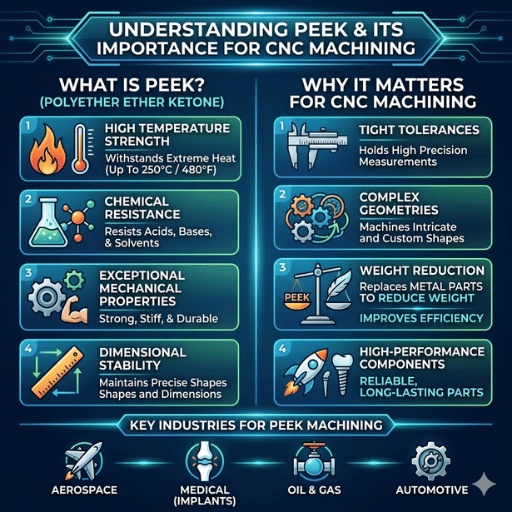
peek (polietereterchetone, anche polietere etere chetone) è un materiale termoplastico semicristallino della famiglia dei poli-aril-etere-chetoni, sintetizzato per la prima volta dalla Imperial Chemical Industries nel 1978 con commercializzazione successiva agli inizi degli anni ottanta Il PEEK si distingue dalle plastiche generali come nylon o acetale mantenendo resistenza meccanica e rigidezza a temperature superiori ai 200 °C e resistendo all'esposizione industriale ai solventi Questa combinazione di proprietà meccaniche e termiche rende peek un'alternativa preferita ai metalli nei progetti sensibili al peso.
Fonte: Guida alle proprietà dei materiali Victrex PEEK
Queste proprietà rendono la lavorazione peek cnc attraente per gli ingegneri sotto vincoli di riduzione del peso Una parte peek può essere fino a 70 % più leggera di una parte simile in acciaio inossidabile e avere una durata di fatica uguale o superiore quando si affrontano sostanze chimiche corrosive Passa anche il materiale termoplastico ad alte prestazioni ISO10993 test di biocompatibilità, che portano all'uso di PEEK di alto grado nelle gabbie spinali e negli abutment dentali.
Per i macchinisti, la sbirciatina si colloca tra il PTFE (che si deforma in modo inaccettabile sotto la pressione dell'utensile) e le plastiche ingegneristiche standard come la plastica peek o il POM in consistenza. Cogliere questo equilibrio è la base di una lavorazione peek di successo.
peek combina la resistenza chimica della fluorovaluta con le proprietà meccaniche presenti in alcuni metalli, rendendola la scelta migliore per applicazioni impegnative di lavorazione cnc.

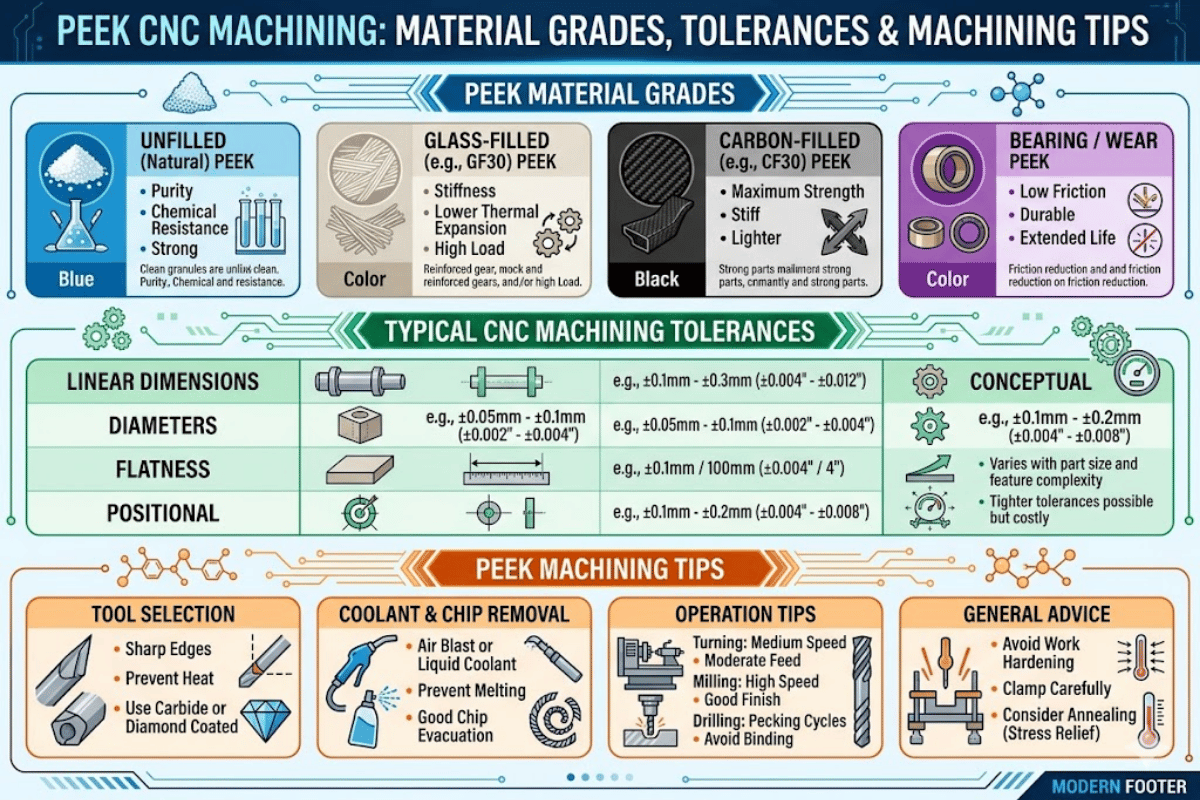
La scelta del grado peek controlla direttamente i tassi di usura degli utensili, le tolleranze ottenibili e le proprietà delle parti finali Di seguito confrontiamo i cinque gradi più popolari per i progetti di lavorazione cnc nel nostro negozio.
| Grado | Riempitivo | Resistenza alla trazione | Max Temp | Migliore Per |
|---|---|---|---|---|
| PEEK non riempito (Victrex 450G, Tecapeek) | Nessuno | 100 MPa | 260°C | Componenti di precisione generici, contatto alimentare |
| PEEK riempito di vetro (30 % GF) | Fibre di vetro | 157 MPa | 260°C | Staffe aerospaziali, inserti strutturali |
| PEEK riempito di carbonio (30 % CF) | Fibra di carbonio | 212 MPa | 260°C | Impianti ortopedici, cuscinetti ad alto carico |
| Grado del cuscinetto (PEEK PVX) | PTFE + grafite + fibra di carbonio | 68 MPa | 260°C | Boccole autolubrificanti, rondelle di spinta |
| Grado medico (PEEK-OPTIMA) | Nessuno (classe USP VI) | 100 MPa | 260°C | Gabbie spinali, abutment dentali, alloggiamenti per impianti |
La sbirciatina non riempita fornisce la migliore lavorabilità di qualsiasi grado Produce chip puliti e arricciati e la stabilità dimensionale può essere mantenuta attraverso operazioni in più fasi PEEK riempito di vetro, così come le formulazioni riempite di carbonio, aumentano la resistenza complessiva e la rigidità dei componenti lavorati ma aumentano i tassi di usura degli utensili di 70-80 %. Per tutti i gradi riempiti di PEEK, i nostri specialisti di lavorazione attivano l'utensileria PCD, che supera gli inserti standard in carburo di 10-20 volte su grezzi rinforzati abrasivi.
“L'errore più grande che vediamo nella nostra sbirciatina riempita di vetro Zarobot sta usando la stessa velocità non riempita e si nutre di materiale non riempito Le fibre di vetro distruggono i taglienti in pochi minuti Usa strumenti rivestiti in PCD o diamante; niente è troppo abrasivo per la sbirciatina riempita.”
Squadra Le-creatore CNC
Tutti i voti discussi rientrano nella corrente ASTM D6262-23 specifica per forme estruse e stampate Il rispetto degli standard di approvazione medica per la sbirciatina richiede la ISO 10993 (valutazione biologica dei dispositivi medici) e il test USP Classe VI.
Identificare il grado specifico di peek per l'applicazione, quindi regolare i parametri di lavorazione di conseguenza La peek riempita aumenta le difficoltà di taglio, richiedendo strumenti PCD e un downshift della velocità di taglio.
Parametri di lavorazione appropriati preverranno guasti che rappresentano la stragrande maggioranza della plastica bruciata: vetrature superficiali indotte dal calore e deformazione indotta dalle sollecitazioni Di seguito sono riportati i parametri di fresatura e tornitura convalidati su migliaia di parti peek nella nostra officina.
| Operazione | Velocità di taglio | Alimentazione Tasso | Profondità di taglio | Note |
|---|---|---|---|---|
| Fresatura Viso | 500-800 SFM | 0,006-0,035 pollici/dente | 0,035 pollici | Utilizzare la fresatura in salita per la migliore qualità della superficie |
| Fresatura di Fine | 270-450 SFM | 0,002-0,008 pollici/dente | Fino a 0,250 pollici | Step-over ≤25 % diametro utensile |
| Voltando | 300-800 SFM | 0,004-0,025 pollici/giro | 0,025 pollici | Utensili affilati con angoli di spoglia positivi |
| Foratura | 800-1500 GIRI AL MINUTO | 0,002-0,008 pollici/giro | Peck a 1x dia | Preferibili trapani a raffreddamento passante |
Parametri di sbirciatina non riempiti Ridurre la velocità di 20-30% per varianti riempite di vetro o di carbonio.
La selezione degli utensili conta tanto quanto i parametri di lavorazione Per la fresatura e la tornitura a sbirciatina non riempita, le punte degli inserti in carburo C-2 non rivestite con taglienti taglienti taglienti e angoli di spoglia positivi per trucioli lisci e coronati Gli utensili usurati accumulano calore di attrito nella zona di taglio anziché cesoiarsi, con conseguente vetratura superficiale e distorsioni ondulatorie sulla superficie finita Gli inserti PCD sono obbligatori per tutti i gradi riempiti, poiché le fibre di vetro e i riempitivi in fibra di carbonio sono altamente abrasivi contro il carburo standard.
Il PEEK ha una bassa conduttività termica (0,25 W/m K), in altre parole il calore conduce in modo meno efficace fuori dall'interazione utensile/pezzo ma tende a stringersi all'interfaccia Utilizzare il mezzo di raffreddamento peek predefinito di scelta; aria compressa, liquidi solubili in acqua approvati o correre a secco con l'evacuazione aggressiva del chip. L'asciugatura in esecuzione si basa sui chip peek stessi per portare il calore lontano dalla zona di taglio.
Corri giù alla profondità minima di taglio e senza il beneficio di taglienti taglienti taglienti freschi. peek non si comporta come l'alluminio; la massima durata del bordo è una funzione di quanto efficientemente il bordo si taglia attraverso il PEEK, non di quanto aggressivamente lo si macina o si segna i bordi usurati prima di tagliare passato; non fare affidamento su un altro.
Attrezzature nette, profondità di taglio moderate e gestione del calore rimangono non negoziabili nella lavorazione peek a causa dell'abrasività del materiale Questi tre fattori guidano un funzionamento peek prevedibile.

La capacità di tolleranza delle parti peek è dettata sia dalle condizioni del processo che dalla parte La condizione del processo è determinata dall'operazione di lavorazione e dal fatto che la parte sia ricotta senza ricottura, senza ricottura, le tensioni residue del processo di stampaggio o estrusione possono portare a una deriva dimensionale di 0,1-0,3 % dopo la macchina, sufficiente per indurre una caratteristica di tolleranza stretta ad andare fuori specifica.
| Livello di tolleranza | Gamma | Ricottura Necessaria? | Applicazione Tipica |
|---|---|---|---|
| Standard | ±0,005 pollici (±0,127 mm) | Consigliato | Boccole industriali, sedili di tenuta |
| Precisione | ±0,001 pollici (±0,025 mm) | Richiesto (multi-step) | Connettori aerospaziali, apparecchi a semiconduttore |
| Ultra-Precisione | ±0,0005 pollici (±0,013 mm) | CMM richiesto + climatizzato | Impianti medici, alloggiamenti ottici |
| Processo | Raggiungibile Ra | Note |
|---|---|---|
| Fresatura CNC standard | Ra 1,6-3,2μm | Adeguato per la maggior parte delle parti in plastica industriale |
| Finire Passa Fresatura | Ra 0,8-1,6μm | Mangime ridotto, inserto fresco |
| Lucidatura (medica) | Ra 0,2-0,4μm | Lucidatura multistadio, rimuove i segni degli utensili |
In Le-creator, manteniamo ±0,001 in su parti PEEK di precisione attraverso lavorazioni grezze in più fasi e passaggi di finitura con ricottura intermedia Le nostre quattro stazioni di ispezione Zeiss CMM funzionano in una stanza climatizzata per verificare l'accuratezza dimensionale di ogni lotto di produzione.
Tolleranze strette sulla sbirciatura sono possibili ma richiedono una certa ricottura tra sgrossatura e finitura Budget di conseguenza quando si citano tolleranze di lavorazione di precisione della sbirciatura.
Il PEEK non è una plastica che perdona Le sue applicazioni impegnative producono anche caratteristiche di lavorazione che puniscono la tecnica sciatta Ecco le quattro sfide più frequenti che il nostro team deve affrontare, e i protocolli che le risolvono.
Causa radice: peek ha una bassa conduttività termica di 0,25 W/m K (205 W/m K è alluminio) Il calore sviluppato all'interno della zona di contatto di taglio non si diffonde verso l'esterno nel pezzo.
Soluzione: Impiegare utensili affilati con angoli di spoglia positivi per sostenere un attrito minimo Mantenere moderate le profondità di taglio Esplodere con aria compressa o impiegare refrigerante nebulizzato diretto all'utensile da taglio Tracciare lo scolorimento della superficie, il primo segno immediato di danni legati al calore.
Causa della radice: gli sbozzati di peek di estrusione e stampaggio depositano permanentemente le province di sollecitazione all'interno del pezzo da lavorare La rimozione aggressiva del materiale introduce e rilascia queste sollecitazioni in modo non uniforme, causando la distorsione della parte.
Soluzione: rifondere il calcio a 160 C prima della macchina Ramp fino a 10 C/ora a 150-200 C, tenere premuto 3-4 ore (aggiungere 30 min ogni sezione trasversale di 3 mm) e aumentare a 10 C/ora fino a sotto 148 C, raffreddare a spruzzo Per le parti a tolleranza stretta, impiegare un secondo ciclo di ricottura tra lavorazione ruvida e fine L'instabilità dimensionale delle parti peek finite normalmente torna a sollecitazioni non allevate dalla rifusione forzata.
Causa radice: fibre di vetro e rinforzi in fibra di carbonio sono abrasivi Rimuovere circa dieci volte più velocemente di sbirciatina non riempita.
Soluzione: utilizzare utensili rivestiti in PCD o diamante se impiegati con qualità di peek premium riempite di vetro o carbonio Diminuire le velocità di taglio di 20-30 %. Prezzo di conseguenza quando si cita un costo utensile più elevato per parte per gradi riempiti.
Causa principale: peek ha duttilità sufficiente per cedere sul posto piuttosto che fratturarsi in aree forate e lavorate a fessura, bordi non supportati.
Soluzione: impiegare la fresatura a salita per guidare le forze di taglio verso il materiale di lavoro supportato Tenere gli utensili affilati con il taglio a zero quando si fora, utilizzare un ciclo a peck e sostenere la superficie di ritorno con materiale sacrificale quando possibile.
La maggior parte dei guasti di lavorazione peek risalgono al calore e allo stress I parametri di taglio controllati, la ricottura corretta e gli utensili affilati eliminano la maggior parte dei difetti.
Le parti lavorate in PEEK servono settori in cui il guasto non è un'opzione e le condizioni operative escludono la maggior parte delle altre materie plastiche Il mercato globale PEEK ha raggiunto una stima di 1,50 miliardi di USD nel 2025 e si prevede che crescerà fino a 2,14 miliardi di USD entro il 2030 a un CAGR 7,5 %, secondo un Rapporto sul settore dei mercati e dei mercati. Il settore aerospaziale, i dispositivi medici e la produzione di semiconduttori rappresentano la quota maggiore del consumo di PEEK lavorato con CNC.
peek è il materiale di fatto di scelta per gli impianti spinali portanti perché il suo modulo elastico (3,5-4,5 GPa) è simile all'osso corticale impedendo così la schermatura dallo stress È anche radiotrasparente e non invadente nell'imaging post-op I componenti tipici PEEKmachined includono gabbie di fusione spinale, monconi dentali, maniglie di strumenti chirurgici e alloggiamenti per endoscopi A Le-creator, un'applicazione per l'alloggiamento di endoscopi medici, il tasso di rigetto è sceso da 22 % a 0,8 % dopo l'implementazione di protocolli dedicati di ricottura di sollievo dallo stress e l'evacuazione dei chip per camere bianche.
i componenti Peek stanno sostituendo le staffe in alluminio e titanio in applicazioni aerospaziali non strutturali, consentendo riduzioni di peso fino a 70% pur resistendo all'esposizione continua a 260 C. Le parti tipiche di peek includono staffe di instradamento dei cavi, connettori elettrici, anelli di tenuta e alloggiamenti degli attuatori Il materiale soddisfa i requisiti di degassamento per gli ambienti di vuoto per Database di degassamento della NASA, che qualifica il polimero per componenti satellitari e di veicoli spaziali che soddisfano rigorosi standard di contaminazione.
I trasportatori del wafer, i componenti della camera di processo e gli effettori finali vengono lavorati da peek grazie alla sua resistenza chimica alle sostanze chimiche detergenti aggressive (soluzione di piranha, vapore HF), alla bassa generazione di particolato e al degassamento trascurabile. I gradi PEEK riempiti di carbonio sicuri per l'ESD proteggono anche i wafer sensibili dalla carica elettrostatica durante la manipolazione.
Le sedi delle valvole, le guarnizioni degli anelli di riserva e i componenti del compressore esposti a condizioni di H2S, CO2 e salamoia calda beneficiano della resistenza chimica e della resistenza all'abrasione di peek. Le guarnizioni in PEEK mantengono la stabilità dimensionale durante i cicli di pressione e temperatura che degraderebbero le plastiche più morbide come il PTFE.
la lavorazione CNC Peek serve settori in cui i componenti in plastica sono esposti a temperature esotiche, sostanze chimiche corrosive o requisiti di biocompatibilità che squalificano le materie plastiche di base.

Sia la lavorazione cnc che lo stampaggio a iniezione possono produrre parti in plastica peek, ma hanno parametri di lavorazione diversi La decisione si riduce ai requisiti di volume, tempi di consegna e tolleranza.
| Fattore | Lavorazione CNC | Stampaggio ad iniezione |
|---|---|---|
| Punto debole del volume | 1-5.000 parti | Oltre 5.000 parti |
| Termine d'esecuzione (primo articolo) | 1-3 settimane | 8-16 settimane (attrezzaggi) |
| Capacità di tolleranza | ±0,001 in ottenibile | ±0,003-0,005 in tipico |
| Costo dell'attrezzatura | Nessuno (programma + apparecchio) | $15.000-$80.000+ per stampi PEEK |
| Costo per parte a 100 unità | $50-$300 | Non praticabile (ammortamento di tooling) |
| Costo per parte a 10.000 unità | $50-$300 (nessun vantaggio di scala) | $5-$30 |
| Complessità geometrica | Caratteristiche interne, tasche profonde | Angoli di pescaggio, pareti uniformi |
| Rifiuti materiali | Superiore (sottrattivo) | Inferiore (forma quasi netta) |
lo stampaggio a iniezione Peek richiede temperature dello stampo nell'intervallo 170-200 C e temperatura di fusione di 370-400 C. Le temperature di lavorazione apparentemente estreme richiedono stampi a caldo estremamente sofisticati creati da acciaio per utensili temprato, quindi gli investimenti iniziali per utensili sono più costosi Per prototipi, produzione in volumi ridotti o parti con tolleranze strette e geometria interna complessa, la lavorazione CNC in PEEK è il percorso più veloce ed economico Lo stampaggio a iniezione vince quando i volumi annuali superano le 5.000 unità e il design della parte accoglie angoli di pescaggio e spessori di parete uniformi.
Molti progetti iniziano con prototipi lavorati a CNC per convalidare il progetto, quindi passano a componenti personalizzati PEEK tramite stampaggio a iniezione solo dopo che i volumi giustificano il costo dell'attrezzatura.
Utilizzare la lavorazione CNC per volumi inferiori a 5.000, parti critiche per la tolleranza e prototipi Passare allo stampaggio a iniezione quando la domanda annuale supera i 5.000 e il design delle parti può adattarsi ad angoli di tiraggio e spessori di parete uniformi.

Dal prototipo alla produzione ad alto volume, Le-creator ha fornito servizi di lavorazione peek cnc con 0,001 in tolleranze, sistemi di qualità ISO 13485 e oltre 17 anni di esperienza nell'ingegneria della plastica.
Le-creator lavora componenti PEEK dal 2012 attraverso alloggiamenti per endoscopi medici, isolatori per connettori aerospaziali e dispositivi per wafer a semiconduttore I parametri di lavorazione e i protocolli di ricottura a cui si fa riferimento in questo articolo riflettono ciò che abbiamo convalidato sui nostri mulini a cinque assi DMG Mori e forni di ricottura programmabili in migliaia di cicli di produzione Laddove vengono citati dati esterni, ci colleghiamo direttamente alla fonte.









