Serviço de suporte, profissional e focado no cliente
Entre em contato com a Lecreator Company
Desde protótipos até produção em grande escala, nós temos tudo o que você precisa.


O que é usinagem CNC PEEK? um guia prático para notas, tolerâncias e parâmetros de usinagem
peek é um dos plásticos mais difíceis de usinar com precisão, um dos mais satisfatórios. Uma única taxa de alimentação fraca ou etapa de recozimento interrompida pode reciclar um componente no valor de centenas de dólares quando a usinagem cnc discada, peek produz peças que, com aquecimento do motor a jato, atacam a partir de solventes agressivos e substituem equivalentes de metais mais pesados em serviços médicos, aeroespaciais e de semicondutores.
Este guia explora a ciência dos materiais por trás da polieteretercetona, examina serviços populares de usinagem cnc e fornece as velocidades testadas, alimentações e protocolos de recozimento que separam uma boa peça de espiada de uma sucateada.
peek (polietheretherketone, também poliéter éter cetona) é um termoplástico semi-cristalino da família poli-aril-éter-cetona, sintetizado pela primeira vez pela Imperial Chemical Industries em 1978 com comercialização seguinte no início dos anos 80. PEEK distingue-se de plásticos gerais, como nylon ou acetal, mantendo a resistência mecânica e rigidez a temperaturas superiores a 200 °C e resistindo à exposição a solventes industriais Esta combinação de propriedades mecânicas e térmicas faz peek uma alternativa preferida aos metais em projetos sensíveis ao peso.
Fonte: Guia de propriedades do material Victrex PEEK
Essas propriedades tornam a usinagem cnc peek atraente para engenheiros sob restrições de redução de peso Uma peça de peek pode ser até 70 1TP3 T mais leve do que uma peça de aço inoxidável semelhante e ter vida útil de fadiga igual ou superior ao enfrentar produtos químicos corrosivos O termoplástico de alto desempenho também passa ISO 10993 teste de biocompatibilidade, levando ao uso de PEEK de alto grau em gaiolas espinhais e pilares dentários.
Para os maquinistas, a espiada fica entre o PTFE (que se deforma inaceitavelmente sob a pressão da ferramenta) e os plásticos de engenharia padrão, como o plástico espiada ou o POM, em consistência. Agarrar esse equilíbrio é a base de uma usinagem espiada bem-sucedida.
peek combina resistência química de fluorocorrência com as propriedades mecânicas encontradas em certos metais fluorocurrency é a melhor escolha para aplicações de usinagem cnc exigentes.

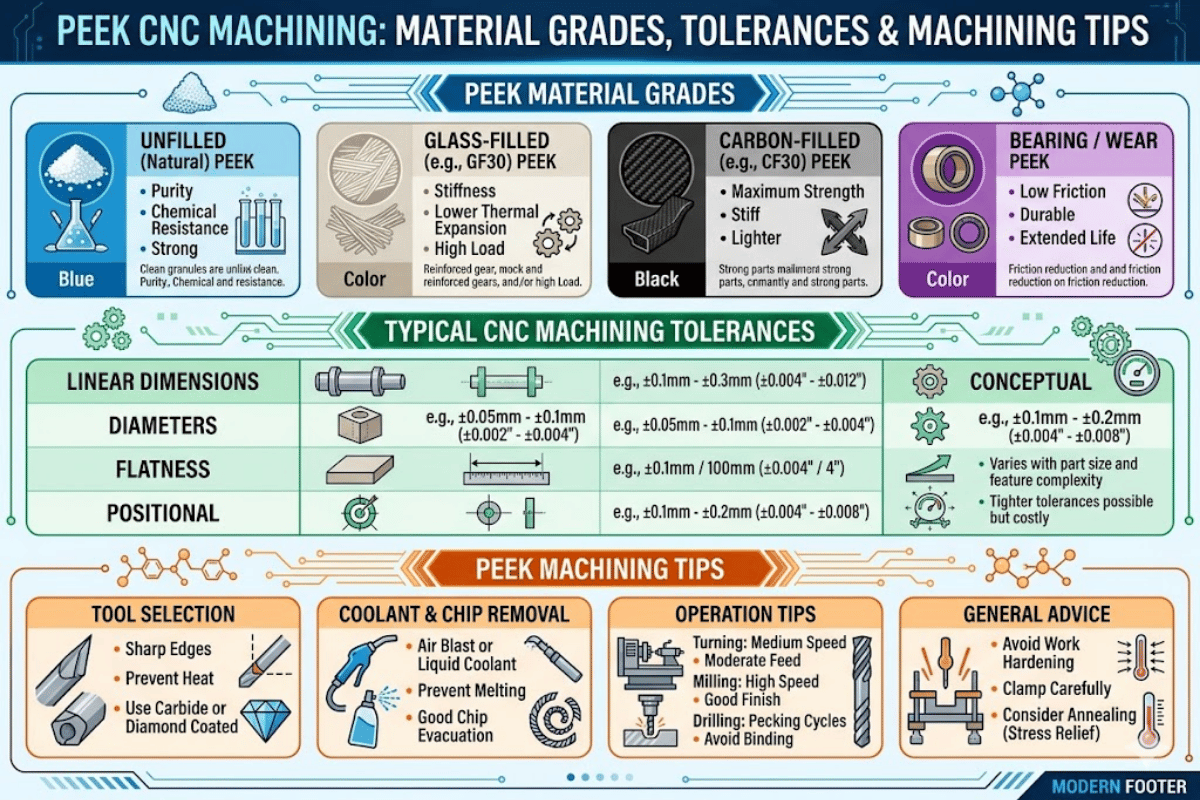
Sua escolha de grau de espiada controla diretamente as taxas de desgaste da ferramenta, tolerâncias alcançáveis e propriedades da peça final Abaixo comparamos as cinco classes mais populares para projetos de usinagem cnc em nossa loja.
| Grau | Enchimento | Resistência à tração | Max Temp | Melhor Para |
|---|---|---|---|---|
| PEEK não preenchido (Victrex 450 G, Tecapeek) | Nenhum | 100 MPa | 260°C | Componentes de precisão de uso geral, contato com alimentos |
| PEEK cheio de vidro (30 % GF) | Fibras vidro | 157 MPa | 260°C | Suportes aeroespaciais, inserções estruturais |
| PEEK cheio de carbono (30 % CF) | Fibra carbono | 212 MPa | 260°C | Implantes ortopédicos, rolamentos de alta carga |
| Grau do rolamento (PEEK PVX) | PTFE + grafite + fibra de carbono | 68 MPa | 260°C | Buchas autolubrificantes, arruelas de pressão |
| Grau Médico (PEEK-OPTIMA) | Nenhum (USP Classe VI) | 100 MPa | 260°C | Gaiolas espinhais, pilares dentários, caixas de implantes |
A espiada não preenchida fornece a melhor usinabilidade de qualquer grau Produz chips limpos e enrolados e a estabilidade dimensional pode ser mantida em operações de várias etapas PEEK preenchido com vidro, bem como formulações cheias de carbono, aumentam a resistência geral e a rigidez dos componentes usinados, mas aumentam as taxas de desgaste da ferramenta em 70-80 1TP3 T. Para todos os graus preenchidos de PEEK, nossos especialistas em usinagem ativam ferramentas PCD, que duram mais que as inserções padrão de metal duro em 10-20 x em espaços em branco reforçados abrasivos.
“O maior erro que vemos em nossa espiada cheia de vidro Zarobot está usando a mesma velocidade não preenchida e alimenta você usar em estoque não preenchido As fibras de vidro destroem as arestas de corte em minutos Use PCD ou ferramentas revestidas de diamante; nada é muito abrasivo para peek preenchido.”
Equipe de Engenharia CNC Le-Criador
Todas as notas discutidas se enquadram no atual ASTM D6262-23 especificação para formas extrudadas e moldadas Atendendo aos padrões de aprovação médica para peek requer ISO 10993 (avaliação biológica de dispositivos médicos) e testes USP Classe VI.
Identifique o grau de espiada específico para a aplicação e, em seguida, ajuste os parâmetros de usinagem de acordo A espiada preenchida aumenta as dificuldades de corte, exigindo ferramentas PCD e uma redução na velocidade de corte.
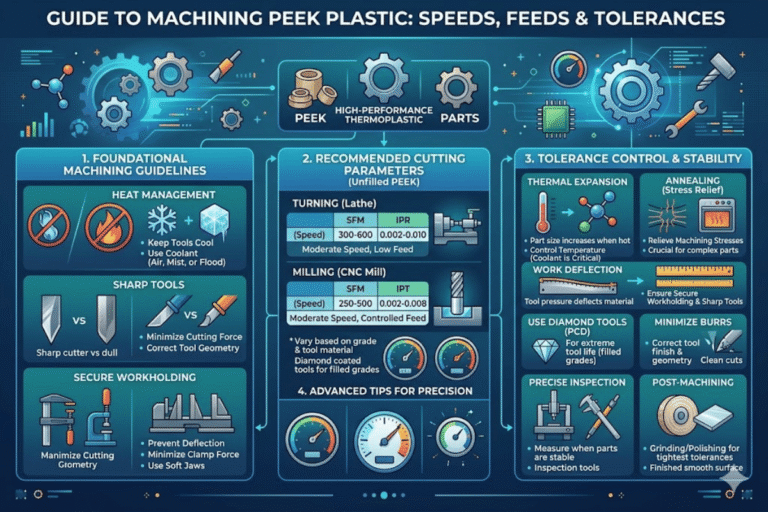
Parâmetros de usinagem apropriados evitarão falhas que são responsáveis pela grande maioria do plástico queimado: vidros de superfície induzidos pelo calor e empenamento induzido por estresse. Abaixo estão os parâmetros de fresamento e torneamento validados em milhares de peças espiadas em nosso chão de fábrica.
| Operação | Velocidade Corte | Taxa de alimentação | Profundidade de Corte | Notas |
|---|---|---|---|---|
| Fresagem Face | 500-800SFM | 0,006-0,035 pol./dente | 0,035 pol | Use fresamento de subida para melhor qualidade de superfície |
| Fresagem Final | 270-450SFM | 0,002-0,008 pol./dente | Até 0,250 pol | Passo-sobre ≤25 % diâmetro da ferramenta |
| Virando | 300-800SFM | 0,004-0,025 pol./rev | 0,025 pol | Ferramentas afiadas com ângulos de inclinação positivos |
| Perfuração | 800-1500 RPM | 0,002-0,008 pol./rev | Peck em 1 x dia | Brocas de refrigeração preferidas |
Parâmetros de espiada não preenchidos Reduzir a velocidade em 20-301TP3 T para variantes cheias de vidro ou de carbono.
A seleção de ferramentas importa tanto quanto os parâmetros de usinagem Para fresamento e torneamento de espreitadela não preenchidos, pontas de pastilhas de metal duro C-2 não revestidas com arestas de corte afiadas e ângulos de inclinação positivos para lascas coroadas e lisas As ferramentas usadas acumulam calor de fricção na zona de corte em vez de cisalhamento, resultando em envidraçamento superficial e distorções semelhantes a ondas na superfície acabada As pastilhas de PCD são obrigatórias para todos os graus preenchidos, pois as fibras de vidro e os enchimentos de fibra de carbono são altamente abrasivos contra o metal duro padrão.
PEEK tem uma baixa condutividade térmica (0,25 W/m K), em outras palavras, calor conduz menos eficazmente fora da interação ferramenta/peça de trabalho, mas tende a se amontoar na interface Use o meio de resfriamento peek padrão de escolha; ar comprimido, refrigerantes solúveis em água aprovados ou secar com evacuação agressiva de cavacos A secagem depende dos próprios cavacos de espiada para transportar o calor para longe da zona de corte.
Corra até a profundidade mínima de corte e sem o benefício de arestas de corte afiadas frescas. peek não se comporta como alumínio; a vida máxima da borda é uma função de quão eficientemente a borda corta através do PEEK, não quão agressivamente você a usina. Moer ou marcar bordas desgastadas antes de cortar; não confie em outro.
Ferramentas afiadas, profundidades moderadas de corte e gerenciamento de calor permanecem inegociáveis na usinagem peek devido à abrasividade do material Esses três fatores impulsionam a operação previsível de peek.

A capacidade de tolerância das peças de espiada é ditada por ambas as condições do processo e da peça A condição do processo é determinada pela operação de Usinagem e se a peça é ou não recozida com alívio de tensão intermediário Sem recozimento, as tensões residuais do processo de moldagem ou extrusão podem levar a uma deriva dimensional de 0,1-0,3 1TP3 T após a máquina, o suficiente para induzir um recurso de tolerância apertada a sair da especificação.
| Nível Tolerância | Alcance | Recozimento Necessário? | Aplicação Típica |
|---|---|---|---|
| Padrão | ±0,005 pol. (±0,127 mm) | Recomendado | Buchas industriais, assentos de vedação |
| Precisão | ±0,001 pol. (±0,025 mm) | Necessário (multi-etapa) | Conectores aeroespaciais, acessórios semicondutores |
| Ultraprecisão | ±0,0005 pol. (±0,013 mm) | Obrigatório + CMM climatizado | Implantes médicos, caixas ópticas |
| Processo | Alcançável Ra | Notas |
|---|---|---|
| Fresagem CNC Padrão | Ra 1,6-3,2 μm | Adequado para a maioria das peças plásticas industriais |
| Finalizar Fresagem Pass | Ra 0,8-1,6 μm | Alimentação reduzida, inserção fresca |
| Polimento (Médico) | Ra 0,2-0,4 μm | Polimento de vários estágios, remove marcas de ferramentas |
Na Le-creator, mantemos ±0,001 em peças PEEK de precisão através de usinagem áspera de várias etapas e passes de acabamento com recozimento intermediário Nossas quatro estações de inspeção Zeiss CMM funcionam em uma sala climatizada para verificar a precisão dimensional de cada lote de produção.
Tolerâncias apertadas na espiada são possíveis, mas exigem algum recozimento entre desbaste e acabamento Orçamentando adequadamente ao citar tolerâncias de usinagem de espiada de precisão.
PEEK não é um plástico perdoador Suas aplicações exigentes também produzem características de usinagem que punem a técnica desleixada Aqui estão os quatro desafios mais frequentes que nossa equipe enfrenta, e os protocolos que os resolvem.
Causa raiz: peek tem baixa condutividade térmica de 0,25 W/m K (205 W/m K é alumínio).O calor desenvolvido dentro da zona de contato de corte não se difunde para fora na peça de trabalho.
Solução: Empregue ferramentas afiadas com ângulos de inclinação positivos para suportar atrito mínimo Mantenha as profundidades de corte moderadas Explodir com ar comprimido ou empregue refrigerante de névoa direcionado à ferramenta de corte. Rastreie a descoloração da superfície, o primeiro sinal imediato de dano relacionado ao calor.
Causa raiz: extrusão e moldagem peek blanks depositar permanentemente províncias de tensão dentro da peça de trabalho Remoção agressiva de material introduz e libera essas tensões de forma desigual, causando distorção da peça.
Solução: Derreta o estoque a 160 C antes da máquina Aumente 10 C/h para 150-200 C, mantenha 3-4 horas (adicione 30 min a cada seção transversal de 3 mm) e abaixe a 10 C/h para abaixo de 148 C, resfrie por pulverização Para peças de tolerância apertada, empregue um segundo ciclo de recozimento entre usinagem áspera e fina. A instabilidade dimensional das peças acabadas normalmente remonta a tensões não aliviadas causadas pelo refusão forçado.
Causa raiz: fibras de vidro e reforços de fibra de carbono são abrasivos Remova cerca de dez vezes mais rápido do que a espiada não preenchida.
Solução: Use PCD ou diamante revestido ferramentas quando empregado com vidro ou carbono preenchido premium peek graus Diminuir suas velocidades de corte por 20-30 1TP3 T. Preço em conformidade ao cotar para maior custo de ferramenta por peça para graus preenchidos.
Causa raiz: a espiada tem ductilidade suficiente para ceder no lugar, em vez de fraturar em áreas perfuradas e usinadas em ranhuras, bordas não suportadas.
Solução: empregue fresagem de subida para conduzir as forças de corte em direção ao material de trabalho suportado Mantenha as ferramentas afiadas com o aprimoramento de borda zero Ao perfurar, use um ciclo de bicar e faça backup da superfície de retorno com material sacrificial quando possível.
A maioria das falhas de usinagem de espreitadela remonta ao calor e ao estresse Os parâmetros de corte controlados, o recozimento adequado e as ferramentas afiadas eliminam a maioria dos defeitos.
Peças usinadas PEEK atendem indústrias onde a falha não é uma opção e as condições operacionais excluem a maioria dos outros plásticos O mercado global de PEEK atingiu uma estimativa de USD 1,50 bilhão em 2025 e está projetado para crescer para USD 2,14 bilhões até 2030 em um CAGR de 7,5 1TP3 T, de acordo com um Relatório da indústria de mercados e mercados. A indústria aeroespacial, os dispositivos médicos e a fabricação de semicondutores representam a maior parcela do consumo de PEEK usinado em CNC.
peek é o material de fato de escolha para implantes espinhais de suporte de carga porque seu módulo de elasticidade (3,5-4,5 GPa) é semelhante ao osso cortical, evitando assim a proteção contra estresse Também é radiolúcido e não intrusivo em imagens pós-operatórias Os componentes típicos do PEEKmachined incluem gaiolas de fusão espinhal, pilares dentários, alças de instrumentos cirúrgicos e caixas de endoscópio No Le-creator, uma aplicação de alojamento de endoscópio médico, a taxa de rejeição caiu de 22 1TP3 T para 0,8 1TP3 T após a implementação de protocolos dedicados de recozimento de alívio de estresse e evacuação de cavacos na sala de limpeza.
os componentes Peek estão substituindo os suportes de alumínio e titânio em aplicações aeroespaciais não estruturais, permitindo reduções de peso de até 701TP3 T enquanto suportam a exposição contínua a 260 C. As peças de peek típicas incluem suportes de roteamento de cabos, conectores elétricos, anéis de vedação e caixas de atuadores O material atende aos requisitos de liberação de gases para ambientes de vácuo por Bancos de dados de liberação de gases da NASA, que qualifica o polímero para componentes de satélite e veículos espaciais que atendem a rigorosos padrões de contaminação.
Portadores de wafer, componentes de câmara de processo e efetores finais estão sendo usinados a partir do peek devido à sua resistência química a produtos químicos de limpeza agressivos (solução de piranha, vapor de HF), baixa geração de partículas e liberação insignificante de gases. As classes PEEK cheias de carbono seguras para ESD também protegem wafers sensíveis da carga eletrostática durante o manuseio.
Assentos de válvula, vedações de anel de reserva e componentes de compressor expostos a condições de H2 S, CO2 e salmoura quente se beneficiam da resistência química e da resistência à abrasão da peek As vedações PEEK retêm estabilidade dimensional ao longo de ciclos de pressão e temperatura que degradariam plásticos mais macios, como o PTFE.
a usinagem CNC Peek atende indústrias onde os componentes plásticos estão expostos a temperaturas exóticas, químicas corrosivas ou requisitos de biocompatibilidade que desqualificam os plásticos de commodities.

Tanto a usinagem cnc quanto a moldagem por injeção podem produzir peças plásticas de espiada, mas têm diferentes parâmetros de processamento A decisão se resume aos requisitos de volume, prazo de entrega e tolerância.
| Fator | Usinagem CNC | Moldagem Injeção |
|---|---|---|
| Ponto ideal de volume | 1-5.000 peças | Mais de 5.000 peças |
| Prazo de execução (primeiro artigo) | 1-3 semanas | 8-16 semanas (ferramentas) |
| Capacidade de tolerância | ±0,001 em alcançável | ±0,003-0,005 em típico |
| Custo de ferramentas | Nenhum (programa + dispositivo elétrico) | $15.000-$80.000+ para moldes PEEK |
| Custo por peça a 100 unidades | $50-$300 | Não viável (amortização de ferramentas) |
| Custo por peça a 10.000 unidades | $50-$300 (sem benefício de escala) | $5-$30 |
| Complexidade geometria | Características internas, bolsos profundos | Ângulos de tração, paredes uniformes |
| Resíduos materiais | Mais alto (subtrativo) | Inferior (formato quase líquido) |
a moldagem por injeção Peek requer temperaturas de molde na faixa de 170-200 C e temperatura de fusão de 370-400 C. As temperaturas de processamento aparentemente extremas exigem moldes hot-runner extremamente sofisticados criados a partir de aço de ferramenta endurecido, portanto, os investimentos iniciais em ferramentas são mais caros. Para protótipos, produção de baixo volume ou peças com tolerâncias rígidas e geometria interna complexa, a usinagem CNC em PEEK é o caminho mais rápido e econômico. A moldagem por injeção vence quando os volumes anuais excedem 5.000 unidades e o design da peça acomoda ângulos de tração e espessuras de parede uniformes.
Muitos projetos começam com protótipos usinados em CNC para validar o projeto e depois fazem a transição para componentes personalizados do PEEK via moldagem por injeção somente após os volumes justificarem o custo do ferramental.
Use usinagem CNC para volumes abaixo de 5.000, peças críticas de tolerância e protótipos Mude para moldagem por injeção quando a demanda anual exceder 5.000 e o design da peça puder acomodar ângulos de tiragem e espessuras de parede uniformes.

Do protótipo à produção de alto volume, a Le-creator tem fornecido serviços de usinagem cnc peek com tolerâncias de 0,001, sistemas de qualidade ISO 13485 e mais de 17 anos de experiência em engenharia plástica.
Le-creator tem usinado componentes PEEK desde 2012 através de caixas de endoscópio médico, isoladores de conector aeroespacial e acessórios de wafer semicondutor Os parâmetros de usinagem e protocolos de recozimento referenciados neste artigo refletem o que validamos em nossos moinhos de cinco eixos DMG Mori e fornos de recozimento programáveis ao longo de milhares de execuções de produção Onde dados externos são citados, vinculamos diretamente à fonte.