


Ondersteunende, professionele, klantgerichte service
Neem contact op met Lecreator Company
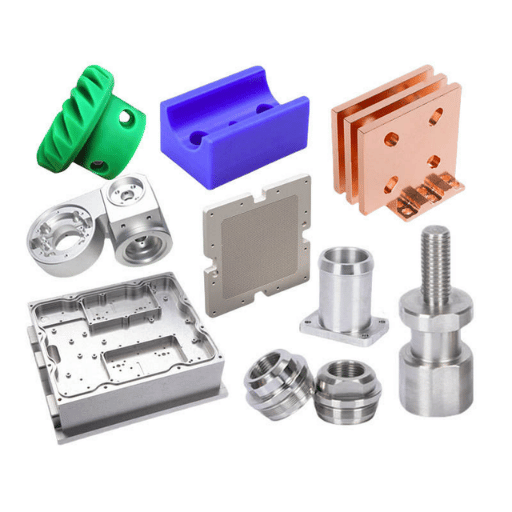
Van prototypes tot productie op volledige schaal, wij hebben u gedekt.


Bijgewerkt: maart 2026 | Leestijd: ~12 min
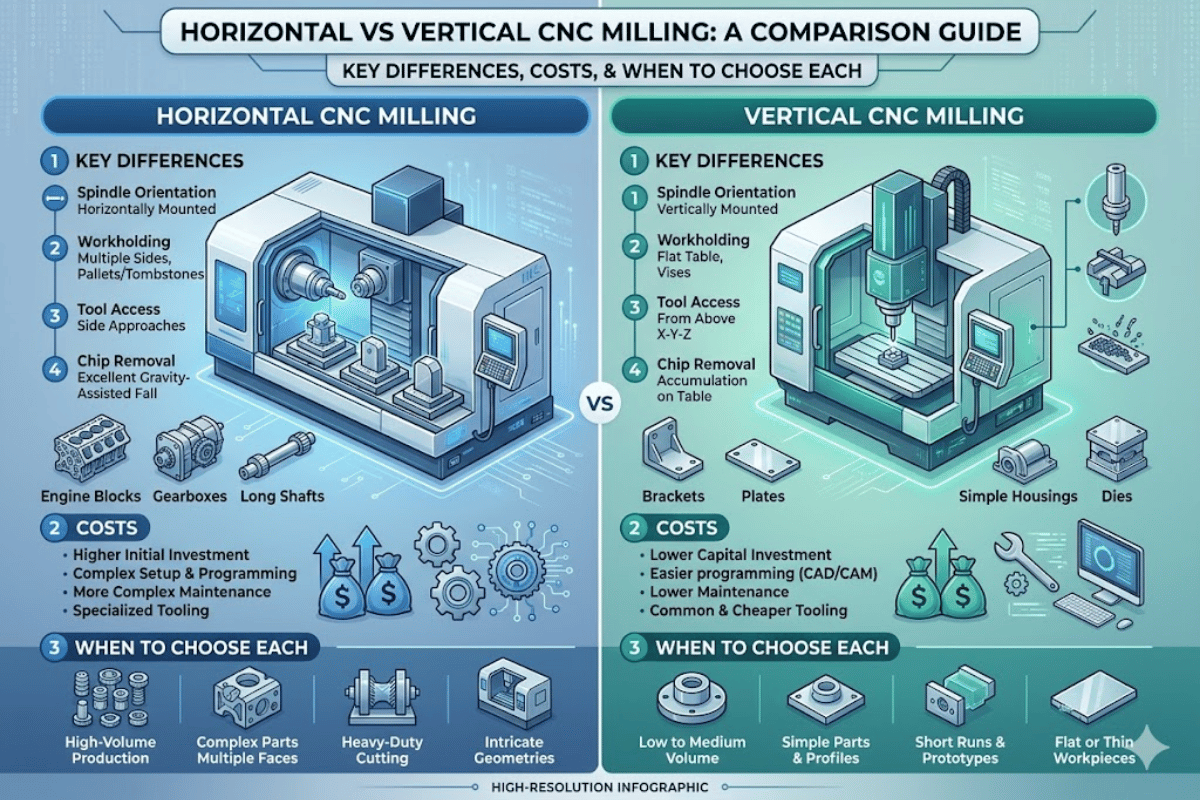
Alle CNC-freeswerkzaamheden beginnen met een machinekeuze, die vaak neerkomt op één belangrijke vraag: moet de spil naar beneden of opzij wijzen?
Die ene oriëntatie-as heeft invloed op de evacuatie van chips, de bevestigingsstrategie, de kosten per onderdeel en het aantal opstellingen dat uw CNC-freesaanbieder voor u zal uitvoeren.
Deze vergelijkingsgrafiek brengt HMC's en VMC's het tegen elkaar op specs, toleranties, tastbare kosten en toepassing.
Of u nu 10 prototypestukken citeert of een productierun van 10.000 eenheden, gebruik de onderstaande tabel om de juiste machine te specificeren, of vraag het op zijn minst aan uw machine CNC freesdienstverlener de juiste vragen.
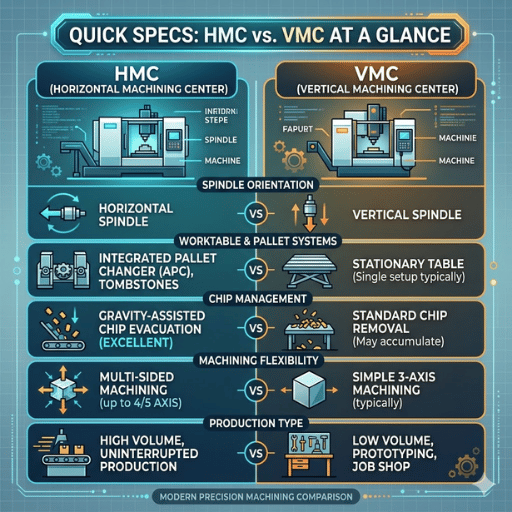
Voordat u zich met de engineering bezighoudt, vindt u hier een korte zij-aan-zij momentopname van de twee machineopties.
Gebruik het als spiekbriefje.
| Parameter | Verticaal frezen (VMC) | Horizontaal frezen (HMC) |
|---|---|---|
| Spindeloriëntatie | Verticaal (loodrecht op tabel) | Horizontaal (parallel aan tafel) |
| Machine Kosten | $80K-$250K | $250K-$600K+ |
| Uurtarief (VS) | $40-$80 | $75-$150 |
| Chip Evacuation | Chips verzamelen op werkstuk | Zwaartekracht laat chips wegvallen |
| Workpiece Access | 1 gezicht per opstelling (boven) | 4 gezichten via grafsteen |
| Gereedschapscapaciteit (ATC) | 20-40 gereedschappen | 40-120 gereedschappen (ATC/pallet) |
| Floor Space | Kleinere voetafdruk | 2-3x grotere voetafdruk |
| Best For | Prototypes, kleine onderdelen, detailwerk | Productieruns, multi-face, zware sneden |
Het komt erop neer: VMC's zijn goedkoper en breder toegankelijk; ze passen goed op eenvoudige werkstukken en celbediening met meerdere machines.
HMC's rechtvaardigen hun premiumprijs met verhoogde doorvoer, multi-face werk en ultra-efficiënte chipverwijdering. Dit is waarom
In een VMC wijst de spil verticaal naar beneden, loodrecht op de werktafel.
Elk snijgereedschap grijpt het werkstuk van bovenaf in neerwaartse snijwerking. Het gereedschap beweegt in de X- en Y-as en de machinetafel beweegt in de Z. Het kunnen bekijken van de snede in een duidelijke zichtlijn blijft een van de belangrijkste redenen waarom VMC's het werkkantoor en het prototypewerk domineren.
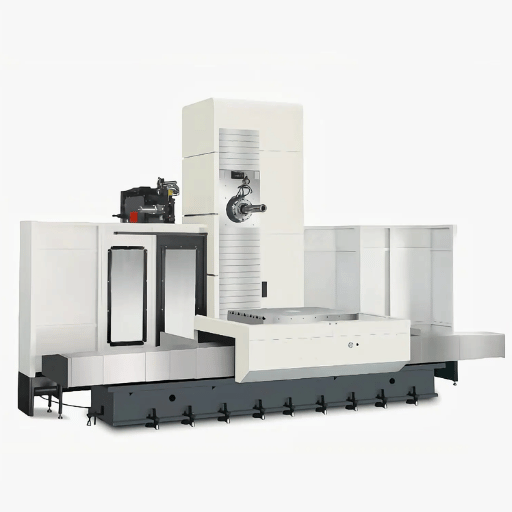
Twee veel voorkomende VMC-configuraties zijn toren (kantelkop) en bed (tafel met vaste kop).Een koepel geeft de operator kantelcontrole voor schuin frezen.
Een bedontwerp houdt de hoofdkolom in één positie vast, zodat de tafel langs de X- en Y-assen kan verschuiven in een zeer stijf platform, ideaal voor zwaardere werkstukken. Beide kunnen vlakfrezen, boren, boren en sneden aan de bovenkant produceren, maar met voordelen voor elk.
Een HMC-gereedschap oriënteert zich in de zijkant van de machine, evenwijdig aan de vloer. Werkstukken worden geïntegreerd op een draaitafel of armatuur die indexeert om toegang te krijgen tot vier, zes of meer zijden van het product zonder opnieuw te monteren. In feite kan een optionele op een as gemonteerde frees brede zijsneden over brede vlakken maken.
Omdat de zwaartekracht de chips wegtrekt van de snijzone, vermindert zijmontage van het gereedschap de doorbuiging en het opnieuw snijden van de chip, verlengt de levensduur van het gereedschap en verbetert de prestaties van de oppervlakteafwerking in zakken dieper dan 3 keer de gereedschapsdiameter. Een HMC biedt ook een palletwisselaar.
Terwijl één pallet zijn zak krijgt, herpositioneert de operator de armatuur om de volgende taak te laden Dit betekent een onmiddellijke chip-to-chip spindeltijd van 80 tot 95 procent, een virtueel uitlichtproces.
🔧 Technische opmerking: spindelafbuiging en spaanderafbreking
Hieronder afgebeeld, met het gereedschap naar beneden gemonteerd, voegen de effecten van de zwaartekracht afbuiging toe aan het gereedschap met groot bereik, en chips moeten uit de zak worden getrokken en vervolgens buiten het bereik van de snijder. Beide kunnen leiden tot maatproblemen. Als het gereedschap zijwaarts of op zijn zijkant is gemonteerd, duwt de zwaartekracht de chips uit de gesneden zak en wordt het niet opnieuw gesneden.
Voor zakdieptes die meer dan drie keer de diameter van de snijder zijn, bieden HMC's doorgaans een verbetering van 15 tot 25 procent in de kwaliteit van het afgewerkte oppervlak.
Wat betreft positienauwkeurigheid en herhaalbaarheid in vlakke open gebieden zijn de hedendaagse VMC's en HMC's niet te onderscheiden Verschillen ontstaan in diepe zakken, verhoogde gereedschapsbereikomstandigheden en hoge productie waar een goede chipcontrole vereist is.
| Parameter | VMC | HMC |
|---|---|---|
| Positioneringsnauwkeurigheid | ±0,005 mm | ±0,005 mm |
| Herhaalbaarheid | ±0,003 mm | ±0,003 mm |
| Oppervlakte Afwerking (plat) | Ra 0,8 µm | Ra 0,8 µm |
| Oppervlakteafwerking (diepe zak) | Ra 3,2 µm (chip-hersnijden) | Ra 1,6 µm (zwaartekrachtchipklaring) |
| Tool Life | Baseline | 15-30% langer |
| Spindel Snelheid | Tot 15.000 tpm | Tot 10.000 tpm (zwaardere spil) |
| Chip Evacuation | Handmatig/luchtstoot nodig | Zwaartekracht + doorspindelkoelmiddel |
Merk op dat de discontinuïteit op vlakke, niet-gekraaide oppervlakken ook nul is. Het komt naar voren tijdens diepe zakbewerking en bij lange runs van onderdelen waarbij gebroken spanen worden gerecirculeerd op een VMC-gereedschap, erodeert het langzaam en laat zichtbare sporen achter. Als uw holtes dieper gaan dan drie keer de snijdiameter, produceert een HMC schonere wanden en wordt er daarna minder werk verricht.
Informatief ook: VMC's lopen over het algemeen hoger (tot 15.000 rpm in vergelijking met 10.000 rpm op de HMC's) Die extra snelheid kan van pas komen bij kleine gereedschapsdiameters bij het bewerken van aluminium of kunststoffen. HMC's maken dit goed met een stevigere, stijvere spil om grotere diameters en grotere snedendieptes te kunnen nemen.
De kosten zijn waar de meeste winkels en de meeste kopers beslissen. Op het hoogste niveau is het aantal - het laagste - het uurtarief - in het voordeel van VMC's. Maar de kosten per onderdeel op volume kunnen het vonnis vaak ongedaan maken.
| Kostenfactor | VMC | HMC |
|---|---|---|
| Machine Aankoop | $80K-$250K | $250K-$600K+ |
| Uurtarief | $40-$80 | $75-$150 |
| Setup Time | 15-30 min per opstelling | 5-15 min (palletwisselaar) |
| Armaturen | Standaard bankschroef ~$500 | Grafsteen + armaturen $2K-$10K |
| Spindle Uptime | 50-65% (handmatige belasting) | 80-95% (palletwisselaar) |
| Kosten per onderdeel (1 eenheid) | $50-$150 | $100-$250 |
| Kosten per onderdeel (1.000 eenheden) | $25-$75 | $15-$40 |
💡 Beslissingstip
Voor het uurtarief kost HMC meer maar maakt meer onderdelen per shift Boven zo'n 200 onderdelen/maand op multi-face werk levert HMC over het algemeen minder per onderdeel kosten op ook als hoger uurtarief wordt meegerekend Het crossoverpunt is nog lager wanneer het onderdeel drie of meer opstellingen heeft op een VMC maar slechts één op een HMC met grafsteen.
Voor prototypes met één gezicht, of draait onder de 50 stuks, is VMC vrijwel altijd zuiniger De economie verandert wanneer je technicusuren, armatuurwissels en de dode spiluren meetelt terwijl je handmatig onderdelen laadt Een met pallets uitgeruste HMC die door de nacht loopt, zal maandagochtend opleveren wat een VMC de hele week ervoor deed.

Veel winkels draaien beide VMC's behandelen wekelijks de inkomende offertevariant 's HMC's voeren de bread-and-butter repeat orders uit die de lichten aan houden.

Als uw onderdelen toegang met meerdere gezichten nodig hebben, maar uw volumes geen volledige HMC rechtvaardigen, bestaan er twee middenwegopties.
Bout een draaitafel of 4e-as indexeerder op een VMC voor multi-face (of 4 face) bewerking tegen VMC prijs Uw werkstuk draait om de A-as om nog eens 1-2-3 zijden naar de verticale spindel te brengen Werkt goed op kleine 2-3 face werkstukken zolang uw budget onder $120K totaal is.
Afwegingen: het indexeren is langzamer dan bij een speciale HMC-draaitafel, er is geen palletwisselaar voor laden/lossen en er worden nog steeds chips verzameld op het werkstuk. Voor productie boven de 200 delen/maand zijn deze beperkingen opgeteld.
Universele freesmachines hebben een spindelkop die van verticaal naar horizontaal kan kantelen -l.v. en elke tussenhoek ook. maxes uit bij een enkele machineoplossing Prijzen van $150K tot $350K, waardoor ze duurder zijn dan de VMC maar goedkoper dan een HMC.
Universele molens zijn goed in gereedschapskamers en R & D-afdelingen die veel verschillende werkstukvormen bewerken, maar toch niet genoeg om een speciale HMC te rechtvaardigen Ze zullen niet het doorvoervoordeel hebben van gepalletiseerde HMC's, maar je kunt hun mate van flexibiliteit niet verslaan.

Checklist hier invullen Als de meeste van je antwoorden in de rechterkolom vallen, geef de extra dan uit aan een HMC.
| Question | → VMC | → HMC |
|---|---|---|
| Hoeveel gezichten moeten worden bewerkt? | 1-2 | 3-5 |
| Maandelijks volume? | < 200 onderdelen | > 200 onderdelen |
| Diepste zakdiepte? | < 3x gereedschap dia. | > 3x gereedschap dia. |
| Materiaal? | Aluminium, kunststoffen | Gietijzer, staal, titanium |
| Automatisering nodig? | Handleiding OK | Palletwisselaar /verlichting-uit |
| Begrotingsprioriteit? | Lage kosten vooraf | Lage kosten per onderdeel op volume |
| Oppervlakteafwerking op diepe kenmerken? | Ra 3,2 µm aanvaardbaar | Ra 1,6 µm of beter nodig |
Hier bij Le Creator, draaien we zowel VMC als HMC lijnen Voor elk citerend project, wijzen we elk deel geometrie & order volume toe aan welk machinetype zal meer kosteneffective, bieden de gewenste kwaliteit, en nog steeds hit uw doorlooptijd. Offerte indienen en ons engineeringteam zal u adviseren over het beste machinetype als onderdeel van de DFM-review Geen verwarring meer.

Het belangrijkste verschil tussen VMC's & HMC's zit hem in spindeloriëntatie, In een verticaal naar beneden gerichte VMC-spindel, loodrecht op de werktafel, loopt hij in een HMC parallel aan het werktafelvlak Het verschil drijft werkstuktoegang, chipverwijdering & - opvang, gereedschapscapaciteit en uiteindelijk per onderdeel kosten bij hoge productievolumes aan.
De uitdagingen van een VMC in diepe zakken zijn het evacueren van chips, omdat chips op het werkoppervlak vallen en de randen opnieuw worden gesneden, wat leidt tot ruwe oppervlakteomstandigheden bij voltooid werk en snellere gereedschapsslijtage. Per opstelling kan slechts één vlak worden bereikt zonder een roterende as, dus op multi-face onderdelen zit je op machine-uren. Het bereik van de spindeltijd-uptime is 50-65% zonder palletwisselaar, dus ze zijn niet erg productief bij projecten met een hoog volume, tenzij je een hoog niveau van multi-face werk hebt.
In een concurrerend biedproces kost een HMC twee tot drie keer zoveel als het equivalente VMC. Ze hebben meer vloeroppervlak nodig, dus vereisen grotere en duurdere bevestiging. Grafsteenwerk is meestal gemaakt van gietijzer of aluminium, en $2.000 tot $10.000. Een eenvoudig enkelzijdig onderdeel of een laag-Q-prototype in een HMC zou een dure keuze zijn met weinig winst.
Als de doorvoer een punt van zorg is, ja. HMC's kunnen 80-95% spindel uptime raken via palletwisselaars in plaats van 50-65% in VMC's Combineer dat met multi-face door grafsteenmolens en een HMC kan 2-4X het aantal afgewerkte onderdelen in een ploegendienst produceren op gelijksoortig werk met meerdere gezichten.
Een grafsteenarmatuur bestaat uit een hoge rechthoekige kolom van aluminium of gietijzer die op de draaitafel van HMC is vastgeschroefd. Het armatuur heeft doorgaans 4 of 6 vlakken waarop individuele werkstukken of submachines zijn vastgeschroefd. De armaturenindex terwijl de werktafel draait, waardoor toegang wordt geboden tot een individueel vlak, via de spil.
Selecteer horizontaal frezen voor bewerking op 3 of meer vlakken van het onderdeel, meer dan 200 per maand, of afwerkingen van het diepzakoppervlak van minder dan Ra 1,6 m. HMC is de standaard die de voorkeur heeft voor het verlichten van geautomatiseerde productie.
Upload uw CAD-bestand en onze ingenieurs helpen u bij het selecteren van het machinetype, de installatiestrategie en bieden binnen 24 uur een offerte aan.









