


Unterstützender, professioneller und kundenorientierter Service
Nehmen Sie Kontakt mit Lecreator Company auf
Von Prototypen bis hin zur Serienproduktion sind Sie bei uns genau richtig.


Aktualisiert: März 2026 | Lesezeit: ~12 min
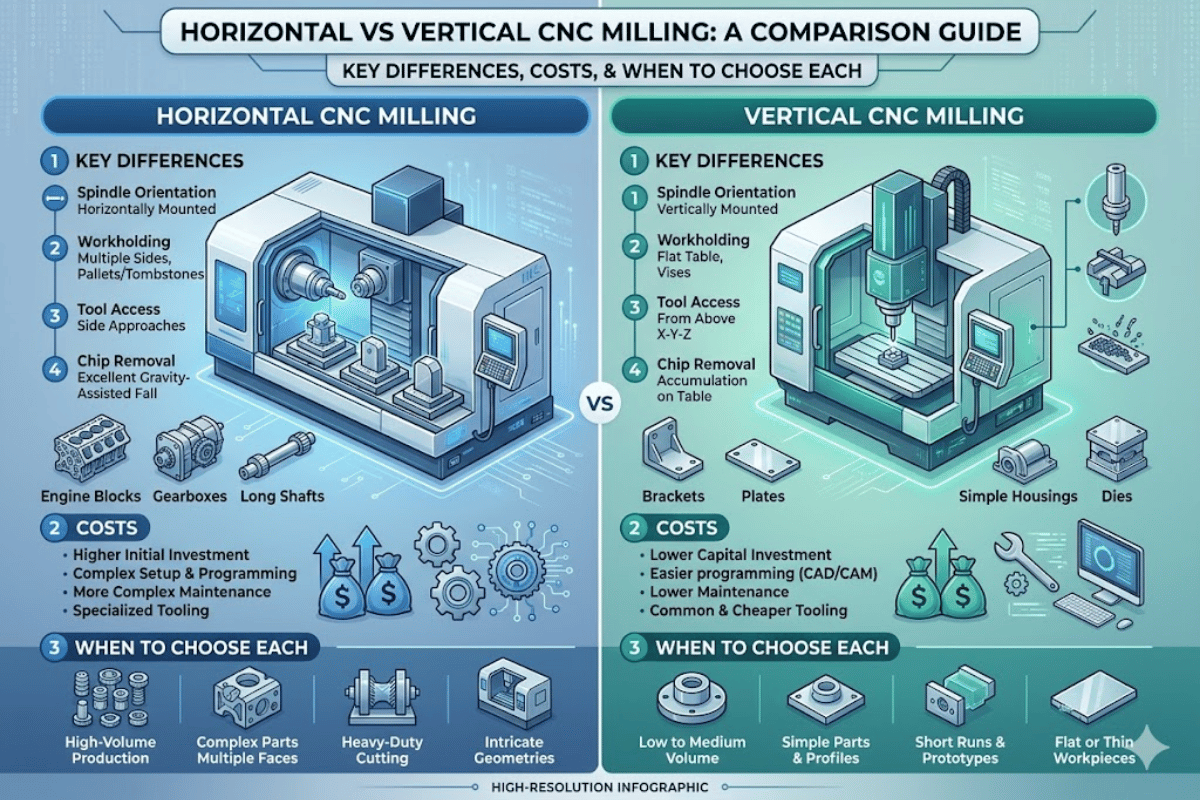
Alle CNC-Fräsarbeiten beginnen mit einer Maschinenwahl, die oft auf eine wichtige Frage hinausläuft: Soll die Spindel nach unten oder zur Seite zeigen?
Diese eine Orientierungsachse wirkt sich auf die Chip-Evakuierung, die Befestigungsstrategie, die Teilkosten und die Anzahl der Setups aus, die Ihr CNC-Fräsanbieter für Sie durchführen wird.
Dieses Vergleichstabell bringt HMCs und VMCs in Bezug auf Spezifikationen, Toleranzen, greifbare Kosten und Anwendung direkt aneinander.
Unabhängig davon, ob Sie 10 Prototypenstücke oder einen Produktionslauf mit 10.000 Einheiten angeben, verwenden Sie die folgende Tabelle, um die richtige Maschine anzugeben, oder fragen Sie zumindest nach Ihrem CNC-Fräsdienstleister Die richtigen Fragen.
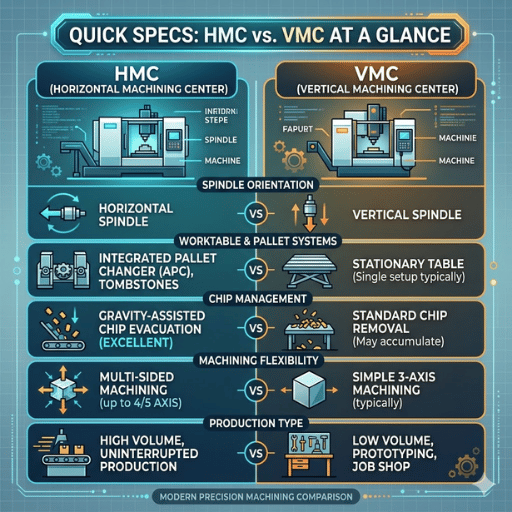
Bevor Sie sich mit der Technik befassen, finden Sie hier einen kurzen Schnappschuss der beiden Maschinenoptionen.
Benutze es als Spickzettel.
| Parameter | Vertikales Fräsen (VMC) | Horizontalfräsen (HMC) |
|---|---|---|
| Spindelausrichtung | Vertikal (senkrecht zum Tisch) | Horizontal (parallel zur Tabelle) |
| Maschinenkosten | $80K $250K | $250 K-AUCHSEHER $600K+ |
| Stundensatz (USA) | $40 $80 | $75 11 TP4T150 |
| Chip-evakuierung | Chips sammeln sich auf Werkstück | Die Schwerkraft lässt Chips wegfallen |
| Werkstückzugang | 1 Gesicht pro Einrichtung (oben) | 4 Gesichter über Grabstein |
| Werkzeugkapazität (ATC) | 20 –40 Werkzeuge | 40 – 120 Tools (ATC/Palette) |
| Bodenfläche | Kleinere Grundfläche | 2 3 x größere Grundfläche |
| Am besten für | Prototypen, Kleinteile, Detailarbeiten | Produktionsläufe, vielschichtige, schwere Schnitte |
Das Fazit: VMCs sind kostengünstiger und breiter zugänglich; Sie passen gut zu einfachen Werkstücken und zur Bedienung mehrerer Maschinenzellen.
HMCs rechtfertigen ihren Premiumpreis mit erhöhtem Durchsatz, vielseitiger Arbeit und ultraeffizienter Chipentfernung. Deshalb
Bei einem VMC zeigt die Spindel senkrecht nach unten, senkrecht zum Arbeitstisch.
Jedes Schneidwerkzeug greift das Werkstück in nach unten gerichteter Schneidwirkung von oben an, sein Werkzeug bewegt sich in der X - und Y-Achse, und der Maschinentisch bewegt sich in der Z. Den Schnitt in freier Sichtlinie beobachten zu können, bleibt einer der Hauptgründe, warum VMCs die Arbeit im Jobshop und bei Prototypenarbeiten dominieren.
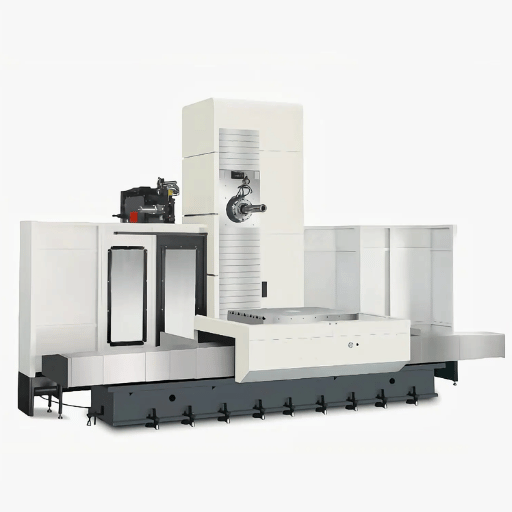
Zwei gängige VMC-Konfigurationen sind Revolver (Kippkopf) und Bett (Kipptisch) Ein Revolver gibt dem Bediener die Neigungssteuerung für das Winkelfräsen.
Ein Bettdesign hält die Kopfsäule in einer Position, sodass sich der Tisch entlang der X- und Y-Achse in einer sehr starren Plattform verschieben kann. – ideal für schwerere Werkstücke. Beide können dem Fräsen, Bohren, Bohren und Oberseitenschnitten zuordnen, jedoch mit Vorteilen für jedes.
Ein HMC-Werkzeug orientiert sich parallel zum Boden an der Seite der Maschine. Werkstücke integrieren sich auf einem Drehtisch oder einer Vorrichtung, die sich ohne erneute Befestigung auf vier, sechs oder mehr Seiten des Produkts erstreckt. Tatsächlich kann ein optionaler, auf der Laube montierter Fräser breite Seitenschnitte über breite Flächen hinweg aufnehmen.
Da die Schwerkraft die Späne aus der Schnittzone wegzieht, verringert die seitliche Montage des Werkzeugs seine Durchbiegung und das Neuschneiden der Späne, verlängert die Lebensdauer des Werkzeugs und verbessert die Oberflächengüteleistung in Taschen, die tiefer als das 3-fache des Werkzeugdurchmessers sind. Ein HMC bietet auch einen Palettenwechsler an.
Während eine Palette ihren Taschenschnitt bekommt, legt der Bediener die Halterung zurück, um den nächsten Auftrag zu laden. Dies bedeutet eine sofortige Chip-zu-Chip-Spindelzeit von 80 bis 95 Prozent, ein virtueller Lichtausgangsprozess.
Technische Anmerkung & Chip-Ablenkung & Chip-Freigabe
Unten abgebildet, mit dem Werkzeug nach unten montiert, verstärken die Auswirkungen der Schwerkraft die Durchbiegung der Werkzeuge mit großer Reichweite, und Späne müssen aus der Tasche gezogen werden, dann außerhalb der Reichweite des Schneidgeräts. Beides kann zu Dimensionsproblemen führen. Wenn das Werkzeug seitlich oder seitlich montiert ist, trägt die Schwerkraft dazu bei, die Späne aus der geschnittenen Tasche zu drücken, und es wird nicht neu geschnitten.
Bei Taschentiefen, die mehr als das Dreifache des Durchmessers des Fräsers betragen, bieten HMCs in der Regel eine Verbesserung der Qualität der fertigen Oberfläche um 15 bis 25 Prozent.
Was die Positionsgenauigkeit und Wiederholbarkeit in flachen offenen Bereichen betrifft, können die zeitgenössischen VMCs und HMCs nicht unterschieden werden. Unterschiede ergeben sich bei tiefen Taschen, erhöhten Werkzeugreichweitenbedingungen und hoher Produktion, bei denen eine gute Chipkontrolle erforderlich ist.
| Parameter | VMC | HMC |
|---|---|---|
| Positionierungsgenauigkeit | ±0,005 mm | ±0,005 mm |
| Wiederholbarkeit | ±0,003 mm | ±0,003 mm |
| Oberflächenbeschaffenheit (flach) | Ra 0,8 µm | Ra 0,8 µm |
| Oberflächenveredelung (tiefe Tasche) | Ra 3,2 µm (Chipnachschneiden) | Ra 1,6 µm (Schwerkraftchip-Clearance) |
| Werkzeugleben | Ausgangswert | 15 – 301 TP3T länger |
| Spindelgeschwindigkeit | Bis zu 15.000 RPM | Bis zu 10.000 RPM (schwerere Spindel) |
| Chip-evakuierung | Manueller/Luftstoß erforderlich | Schwerkraft + Kühlmittel durch die Spindel |
Beachten Sie, dass die Diskontinuität auf flachen, nicht überfüllten Oberflächen ebenfalls Null ist. Es zeigt sich bei der Bearbeitung in der Tiefe der Tasche und bei langen Stückläufen, bei denen gebrochene Späne auf einem VMC-Werkzeug rezirkuliert werden, erodiert es langsam und hinterlässt sichtbare Spuren. Wenn Ihre Hohlräume tiefer als das Dreifache des Fräserdurchmessers gehen, erzeugt ein HMC sauberere Wände mit weniger Arbeit danach.
Informativ auch: VMCs laufen im Allgemeinen höher (bis zu 15.000 rpm im Vergleich zu 10.000 rpm bei den HMCs).Diese zusätzliche Geschwindigkeit kann bei kleinen Werkzeugdurchmessern bei der Bearbeitung von Aluminium oder Kunststoffen nützlich sein. HMCs machen das mit einer bulligeren, steiferen Spindel wett, um größere Durchmesser und größere Schnitttiefen zu nehmen.
Kosten ist, wo die meisten Geschäfte und die meisten Käufer entscheiden Auf Schlagzeilenebene, die Nummer-Anzeige-A-Turnus der Stundensatz favorisiert VMCs Aber die pro-Teil Kosten auf Volumen oft kann das Urteil rückgängig machen.
| Kostenfaktor | VMC | HMC |
|---|---|---|
| Maschinenkauf | $80K $250K | $250 K-AUCHSEHER $600K+ |
| Stundensatz | $40 $80 | $75 11 TP4T150 |
| Einrichtungszeit | 15 –30 Minuten pro Einrichtung | 5 – 15 Min. (Palettenwechsler) |
| Vorrichtungen | Standard-Schraubstock ~$500 | Grabstein + Vorrichtungen $2K –$10K |
| Spindel-uptime | 50 –651 TP3T (manuelle Ladung) | 80 – 951 TP3T (Palettenwechsler) |
| Kosten pro Teil (1 Einheit) | $50 –$150 | $100 –$250 |
| Kosten pro Teil (1.000 Einheiten) | $25 –$75 | $15 –$40 |
Entscheidungstipp
Für den Stundensatz kostet HMC mehr, macht aber mehr Teile pro Schicht, über etwa 200 Teile/Monat bei Mehrgesichtsarbeit ergibt HMC im Allgemeinen auch bei Einbeziehung eines höheren Stundensatzes weniger Pro-Teil-Kosten Der Crossover-Punkt ist noch niedriger, wenn das Teil drei oder mehr Aufbauten auf einem VMC hat, aber nur einen auf einem HMC mit Grabstein.
Bei einseitigen Prototypen oder Läufen unter 50 Stück ist VMC praktisch immer wirtschaftlicher. Die Wirtschaftlichkeit ändert sich, wenn man die Technikerstunden, die Umrüstungen der Vorrichtungen und die toten Spindelstunden beim manuellen Laden von Teilen berücksichtigt. Ein mit einer Palette ausgestattetes HMC, das durch die Nacht läuft, wird am Montagmorgen das produzieren, was ein VMC die ganze Woche zuvor getan hat.

Viele Geschäfte betreiben beides VMCs kümmern sich jede Woche um die eingehenden Angebote. HMCs führen die Brot-und-Butter-Wiederholungsanweisungen durch, die das Licht anhalten.

Wenn Ihre Teile einen Multi-Face-Zugriff benötigen, Ihre Volumes jedoch keinen vollständigen HMC rechtfertigen, gibt es zwei Mittelgrundoptionen.
Einen Drehtisch verriegeln oder Indexierer der 4. Achse Auf einen VMC für die Multiface - (oder 4 Face) Bearbeitung zum VMC Preis Ihr Werkstück dreht sich um die A-Achse, um weitere 1-2-3 Seiten zur vertikalen Spindel zu bringen Funktioniert gut auf kleinen 2-3 Face Werkstücken, solange Ihr Budget unter $120 K insgesamt liegt.
Kompromisse: Die Indizierung ist langsamer als bei einem speziellen HMC-Drehtisch, es gibt keinen Palettenwechsler für Last/Entladung und es sammeln sich immer noch Späne am Werkstück. Bei einer Produktion über 200 Teilen/Monat summieren sich diese Einschränkungen.
Universalfräsen haben einen Spindelkopf, der sich von vertikal nach horizontal neigen kann – und auch jeden Zwischenwinkel Maxes out bei einer einzigen Maschinenlösung Preis von $150 K bis $350 K, was sie teurer als die VMC, aber billiger als eine HMC macht.
Universalmühlen sind gut in Werkzeugräumen und F & E Abteilungen, die viele verschiedene Werkstückformen bearbeiten, aber nicht genug davon, um einen dedizierten HMC zu rechtfertigen Sie werden nicht den Durchsatzvorteil von palettierten HMCs haben aber Sie können nicht ihren Grad an Flexibilität schlagen.

Checkliste hier vervollständigen Wenn die meisten Antworten von Ihnen in die rechte Spalte fallen, geben Sie das Extra für einen HMC aus.
| Frage | → VMC | → HMC |
|---|---|---|
| Wie viele Gesichter müssen bearbeitet werden? | 1 – 2 | 3 – 5 |
| Monatsvolumen? | < 200 Teile | > 200 Teile |
| Tiefste Taschentiefe? | < 3-fach Werkzeugdia. | > 3-fach Werkzeugdia. |
| Material? | Aluminium, Kunststoffe | Gusseisen, Stahl, Titan |
| Automatisierung nötig? | Handbuch OK | Palettenwechsler / Licht-Aus |
| Haushaltspriorität? | Niedrige Vorabkosten | Niedrige Stückkosten |
| Oberflächenveredelung bei tiefen Features? | Ra 3,2 µm akzeptabel | Ra 1,6 µm oder besser benötigt |
Hier bei Le Creator führen wir sowohl VMC - als auch HMC-Linien aus, für jedes Angebotsprojekt weisen wir jedem Teil Geometrie & Auftragsvolumen zu, welcher Maschinentyp kostengünstiger sein wird, liefern die gewünschte Qualität und erreichen trotzdem Ihre Vorlaufzeit. Ein Angebot abgeben und unser Engineering-Team berät Sie im Rahmen der DFM-Überprüfung zum besten Maschinentyp Keine Verwirrung mehr.

Der Hauptunterschied zwischen VMCs & HMCs liegt in der Spindelorientierung, bei einer vertikal nach unten gerichteten VMC-Spindel senkrecht zum Arbeitstisch läuft sie bei einem HMC parallel zur Arbeitstischebene, Die Differenz treibt Werkstückzugriff, Spanabnahme & - sammlung, Werkzeugkapazität und letztlich Pro-Teil-Kosten bei hohen Produktionsmengen an.
Die Herausforderungen eines VMC bei tiefen Taschen sind die Chip-Evakuierung, da Späne auf die Arbeitsfläche fallen und die Kanten nachgeschnitten werden, was zu rauen Oberflächenbedingungen bei fertiger Arbeit und schnellerem Werkzeugverschleiß führt. Nur eine Seite kann pro Setup ohne Drehachse erreicht werden. Bei mehrschichtigen Teilen sind Sie bei den Maschinenstunden ein Hit. Der Spindelzeit-Verfügungszeitbereich beträgt 50-65% ohne Palettenwechsler, sodass sie bei Projekten mit hohem Volumen nicht sehr produktiv sind, es sei denn, Sie verfügen über ein hohes Maß an vielschichtiger Arbeit.
In einem Ausschreibungsverfahren kostet ein HMC das Zwei- bis Dreifache des entsprechenden VMC. Sie benötigen mehr Grundfläche, erfordern daher eine größere und kostspieligere Befestigung. Grabsteine werden normalerweise aus Gusseisen oder Aluminium hergestellt und haben einen Wert von $2.000 bis $10.000. Ein einfacher einseitiger Teil oder ein Low-Q-Prototyp in einem HMC wäre eine teure Wahl mit geringem Gewinn.
Wenn der Durchsatz ein Problem darstellt, ja. HMCs können die Betriebszeit der Spindel 80-951TP3 T über Palettenwechsler erreichen, anstatt 50-651TP3 T in VMCs. Kombinieren Sie das mit Multi-Face-Durchgangsgrabsteinmühlen und einem HMC kann 2-4 X die Anzahl der fertigen Teile in einer Schicht auf ähnlichen Multi-Face-Arbeit produzieren.
Eine Grabsteinhalterung besteht aus einer hochrechteckigen Säule aus Aluminium oder Gusseisen, die auf dem HMC-Drehtisch verschraubt ist. Die Halterung hat typischerweise 4 oder 6 Flächen, auf denen einzelne Werkstücke oder Hilfsmaschinen verschraubt sind. Der Einrichtungsindex, wenn sich der Arbeitstisch dreht, sorgt für Zugänglichkeit zu einer einzelnen Fläche durch die Spindel.
Wählen Sie horizontales Fräsen für die Bearbeitung auf 3 oder mehr Flächen des Teils, über 200 pro Monat, oder Tieftaschenoberflächenoberflächenoberflächen von weniger als Ra 1,6 m. HMC ist die bevorzugte Standardeinstellung für die automatische Herstellung von Leuchten.
Laden Sie Ihre CAD-Datei hoch und unsere Ingenieure helfen Ihnen bei der Auswahl des Maschinentyps und der Einrichtungsstrategie und stellen Ihnen innerhalb von 24 Stunden ein Angebot zur Verfügung.









