


Ondersteunende, professionele, klantgerichte service
Neem contact op met Lecreator Company
Van prototypes tot productie op volledige schaal, wij hebben u gedekt.


CNC-frezen tussen 3 en 5 axis: een complete vergelijkingsgids
Hoe een asmachine werkt: 3-assig vergelijken met 5-assig
Het selecteren van de machine met de juiste as voor uw onderdeel (3 of 5) is een van uw belangrijkste productiebeslissingen De verkeerde machinekeuze kan betekenen dat u moet betalen voor de capaciteit die u niet nodig heeft, of dat u meerdere opstellingen moet forceren die toleranties verslijten en de cyclustijd verlengen. Deze vergelijking verklaart het verschil in hoe elke machine werkt, tegen welke crossover voor de partkosten tussen de twee, en hoe uw onderdeelgeometrie bepaalt wat goed voor u is.
| Criteria | 3-assige CNC-frezen | 5-assig CNC-frezen |
|---|---|---|
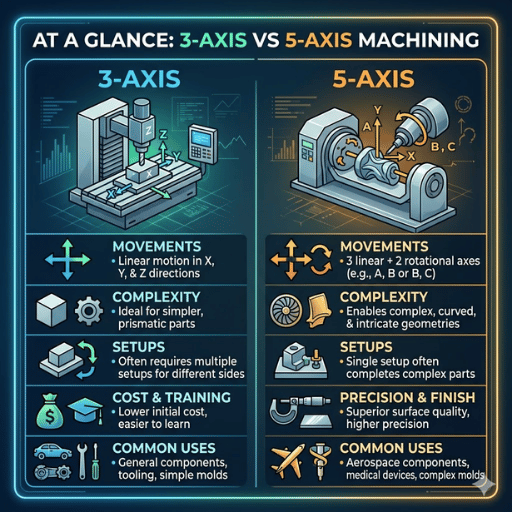
| Assen van beweging | X, Y, Z (drie lineaire assen) | X, Y, Z + twee rotatieassen (A/B of B/C) |
| Geometrievermogen | 2.5D en prismatische vormen | Complexe geometrieën, samengestelde curven, ondersnijdingen |
| Opstellingen vereist | 2-6 per deel (herposition voor elk vlak) | 1-2 (enkele opstelling voor de meeste delen) |
| Typische tolerantie | ±0,025 mm (±0,001 inch) | ±0,013 mm (±0,0005 inch) |
| Oppervlakteafwerking | 0,8-1,6 µm Ra | 0,4-0,8 µm Ra |
| Cyclustijd (complexe delen) | Langer (meerdere opstellingen) | Korter (continu bewerken) |
| Machinekosten | $50.000--$150.000 | $200.000--$500.000+ |
| Winkeltarief per uur | $50--$85/uur | $85--$150/uur |
| Best for | Platte, blokvormige delen; eenvoudig frezen met hoog volume | Gebeeldhouwde oppervlakken; ruimtevaart en medische onderdelen |
Het komt erop neer: een 3-assige CNC-machine kan de meeste freesbewerkingen met lagere kosten voltooien. Een 5-assige CNC-machine is de juiste keuze wanneer de geometrie van uw onderdelen toegang tot het gereedschap vanuit meerdere hoeken vereist of als het vermijden van meerdere opstellingen de kosten per onderdeel verlaagt tot onder wat een 3-assige kan bieden.
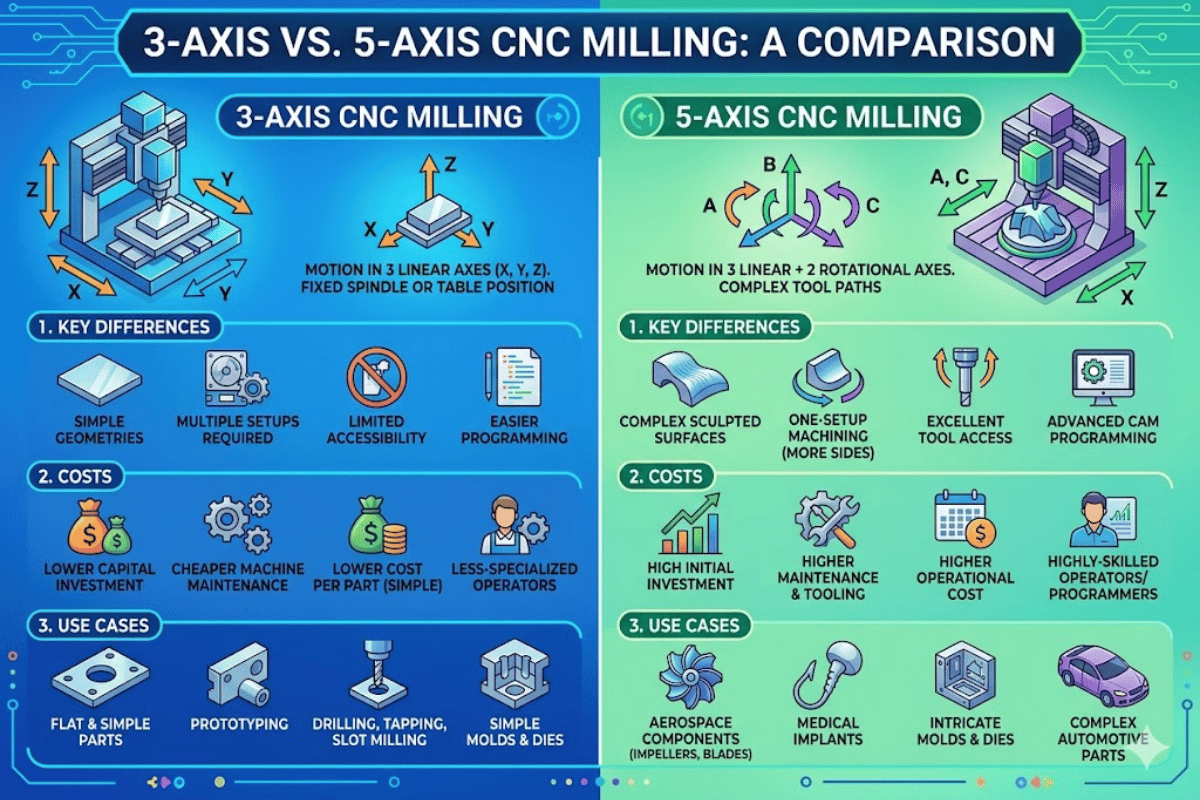
Een 3-assige CNC-machine beweegt het snijgereedschap (of de werkstuktafel) langs drie lineaire assen: X (links-rechts), Y (voor-achter) en Z (op-neer).Het werkstuk wordt mechanisch aan de tafel bevestigd en het snijgereedschap wordt in de drie assen bewogen om metaal weg te snijden.
De grootste beperking van een 3-assige CNC-machine is dat het gereedschap het werkstuk altijd van één kant benadert, meestal direct van bovenaf. Alle kenmerken aan de zijkanten of onderkant van een onderdeel, of onderdelen met samengestelde hoeken, vereisen dat het werkstuk wordt losgeklemd, geheroriënteerd, opnieuw geëtst en opnieuw wordt uitgevoerd. Elke herpositie voegt registratiefout toe en verlengt de cyclustijd.
Als uw prismatische onderdelen (behuizingen, beugels, platen en behuizingen met kenmerken die uit de bovenkant kunnen worden gesneden, is een 3-assige CNC-molen de goedkoopste optie.
Een 5-assige CNC-molen voegt een paar rotatieassen toe aan de drie lineaire assen. De rotatieassen roteren het werkstuk (tafel-tafelbevestigingsconfiguratie), de spilkop (kop-kopbevestigingsconfiguratie) of beide (hoofdtafel), waardoor de frees het werkstuk vanuit elke hoek kan benaderen.
Niet alle 5 assen is hetzelfde Het kennen van de verschillen tussen 3+2 positionele bewerking en volledige gelijktijdige 5 asbewerking zal u ervan weerhouden te betalen voor functies die u niet nodig heeft.
3+2 positionele bewerking: De 5-assige molen vergrendelt de twee rotatie-assen in een vooraf bepaalde positie en freest vervolgens met behulp van de 3 lineaire assen. De 5-assige kop wordt tussen de bewerkingen opgeslagen. Dit is een gebruikelijke methode voor het bewerken van schuine vlakke oppervlakken zoals kleplichamen of ruimtevaartbeugels met schuine boutgaten.
Gelijktijdige bewerking met 5 assen: Alle 5 assen tegelijkertijd onder CNC-programmabesturing Het snijgereedschap onderhoudt een continu, consistent contact met een complex 3-dimensionaal oppervlak Waaierbladen, turbinebladen en orthopedische implantaatgeometrieën zijn meestal typische componenten die deze mogelijkheid vereisen. Oppervlakteafwerking op complexe vormen is het beste met behulp van de gelijktijdige 5-assige benadering, aangezien het snijgereedschap kan worden gekanteld voor consistente chipbelasting en om de vlakke plekken te vermijden die kogeleindmolens achterlaten bij complexe curven.
De 5-assige CNC is fundamenteel de enige machine waar elk vlak van een werkstuk in één armatuur kan worden benaderd Hoe minder armaturen er zijn, hoe minder de foutopbouw, hoe preciezer de grenzen van bijbehorende kenmerken, en hoe sneller de totale bewerkingstijd - vooral met onderdelen die op een drieassige machine 4 of 5 herpositioneringen nodig zouden hebben.
De criteria die belangrijk zijn bij het kiezen van de juiste soort machine voor elk project worden uitgebreid met de volgende tabel met 15 extra benodigde punten.
| Criteria | 3-assige CNC-frezen | 5-assig CNC-frezen |
|---|---|---|
| Assen van beweging | 3 lineaire assen (X, Y, Z) | 3 lineaire assen + 2 rotatieassen |
| Geometrie complexiteit | 2,5D prismatisch; beperkt tot één gereedschapsnaderingsrichting per opstelling | Volledige 3D complexe geometrieën, samengestelde curven, gebeeldhouwde oppervlakken |
| Aantal opstellingen | 2-6 (moet voor elk vlak worden verplaatst) | 1-2 (enkele opstelling omvat de meeste of alle gezichten) |
| Tolerantie (algemeen) | ±0,025 mm | ±0,013 mm |
| Tolerantie (cross-setup-functies) | ±0,05 mm (elke herpositie voegt een fout toe) | ±0,013 mm (bewerkt in één opstelling) |
| Oppervlakteafwerking | 0,8-1,6 µm Ra | 0,4-0,8 µm Ra (geoptimaliseerde kantelhoek van het gereedschap) |
| Ondersnijdingsvermogen | Vereist speciaal gereedschap (lolliesnijders) of EDM | Directe toegang tot gereedschap door asrotatie |
| Dunwandige mogelijkheid | Beperkte opstellingen riskeren afbuiging | Superieure opstelling vermindert de klemspanning |
| Cyclustijd (eenvoudige onderdelen) | Lager (geen roterende as boven het hoofd) | Vergelijkbaar of iets langer |
| Cyclustijd (complexe delen) | Langer (meerdere opstellingen, herpositionering) | 30-60% korter (continu bewerken) |
| Programmeercomplexiteit | Rechttoe rechtaan 2.5D CAM | Geavanceerde 5-assige CAM (botsingscontrole vereist) |
| Vaardigheidsniveau van de operator | Intermediate | Advanced |
| Machine voetafdruk | Kleinere | Groter (roterende tafel of tap voegt grootte toe) |
| Inrichtingskosten | Meerdere armaturen per onderdeel (één per opstelling) | Enkel armatuur, maar heeft mogelijk een gespecialiseerde 5-assige bankschroef of grafsteen nodig |
| Materiaal afval | Standaard | Potentieel lagere (bijna netvormige naderingshoeken verminderen de voorraad) |
| Productievolume fit | Hoogvolume eenvoudige onderdelen | Complexe delen met een laag tot gemiddeld volume; prototyping |

Een nieuwe 3-assige CNC-machine kost tussen de $50.000 en $150.000, afhankelijk van de tafelgrootte, spindelsnelheid en het merk CNC. Een 5-assige CNC-machine die ongeveer vergelijkbare $200.000 tot $500.000 kost, is, afhankelijk van de markt, beschikbaar voor uiterst nauwkeurige machines met roterende assen met directe aandrijving en lineaire motoren. Dit aanvankelijke aankoopkostenverschil is de enige reden waarom de 5-assige winkeltarieven hoger zijn, de winkel moet de investering terugbetalen.
De gemiddelde winkeltarieven in de sector voor 3-assig frezen zijn $50-$85 per uur. 5-assig CNC-frezen wordt over het algemeen gefactureerd op $85-$150 per uur. Het bereik is minder in meer concurrerende markten en neemt aanzienlijk toe voor gespecialiseerd lucht- en ruimtevaart- of medisch werk.
De per deel kosten crossover is het punt waarop, voor hetzelfde deel, 5-assig frezen minder dan 3 as kost Dus
Voor onderdelen met complexere vormen die over het algemeen vier of meer opstellingen op een 3-assige machine nemen, is 5-assig frezen soms niet duurder per onderdeel, zelfs niet als een hoger uurtarief wordt gebruikt. Kijkend naar vlakke platen en eenvoudige beugels is het cijfer duidelijk, 3-assig is duidelijk goedkoper.
CAM programmering van 5 as werk is aanzienlijk langer en vereist gespecialiseerde software (aankoop licenties voor volledige 5 as tool pad modules voegt vaak $5,000-$15,000 toe aan de CAM pakketprijs) Het programmeren van een nieuw 5 as deel kan twee tot vier keer langer duren dan het programmeren van een vergelijkbaar 3 as deel Deze upfront kosten heeft de meeste impact op eenmalige prototypes en vermindert voor grotere hoeveelheid runs.


3+2 as frezen (ook wel positionele 5-assig genoemd) maakt gebruik van een 5-assige CNC-machine maar vergrendelt de twee rotatieassen onder een vaste hoek voordat ze met de drie lineaire assen worden gesneden De machine herpositioneert de rotatieassen tussen bewerkingen in plaats van alle vijf assen tegelijkertijd te verplaatsen Deze aanpak verwerkt schuine kenmerken en ondersnijdingen zonder volledig gelijktijdige 5-assige programmering.
Niet altijd.Hoewel het uurtarief van de machine voor een 5-assige CNC-machine gewoonlijk hoger zal zijn, kan het resulteren in lagere totale onderdeelkosten voor complexe vormen door de noodzaak van meerdere opstellingen, minder bevestiging en een kortere cyclustijd te verwijderen. 3-assig frezen is nog steeds de algemene lagere kostenkeuze voor eenvoudige, prismatische onderdelen.
Een CNC-molen met 3 assen kan schuine oppervlakken produceren, maar het gereedschap niet kantelen ten opzichte van het werkstuk zonder een gekantelde armatuur of door kogelmolens geprogrammeerde gereedschapspaden. Het kan meestal functies produceren die toegang tot het gereedschap vanuit meer dan één richting vereisen, maar het onderdeel moet hiervoor handmatig worden geherpositioneerd, waardoor de insteltijd toeneemt en het onderdeel buiten de tolerantie wordt verplaatst.
De belangrijkste industrieën die gebruik maken van 5-assige CNC-bewerking zijn: lucht- en ruimtevaart, medische apparaten, energie (turbinecomponenten), auto-industrie (complexe motor- en transmissieonderdelen) en matrijs- en matrijsproductie. Deze industrieën produceren onderdelen die complexe 3D-oppervlakken vereisen voor aerodynamica of optimale trekeigenschappen die het beste kunnen worden geproduceerd met gelijktijdig snijden met meerdere assen.
Beoordeel het onderdeel eerst: als het machinaal bewerkt kan worden op een 3 asmolen zonder herpositionering, doe het dan met een 3 asmolen Als het commerciële kenmerken heeft zoals complexe hoeken, contouren of ondersnijdingen, dan geeft 5 asbewerking betere resultaten in minder tijd Volume speelt ook in: voor het hoogste volume, eenvoudige onderdelen, moet een 3 asmachine de kosten per onderdeel minimaliseren, voor de hogere waarde complexe onderdelen, dan zorgt de lagere insteltijd voor 5 assen ervoor dat het zichzelf betaalt.
Op zoek naar een offerte voor precisie gefreesde onderdelen 3 of 5 as?
Gerelateerd: 5-assige CNC voor complexe aluminiumcomponenten · 5-assige koolstofvezelbewerking · Alle CNC-bewerkingsdiensten









