


Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


Aggiornato: marzo 2026 | Tempo di lettura: ~12 min
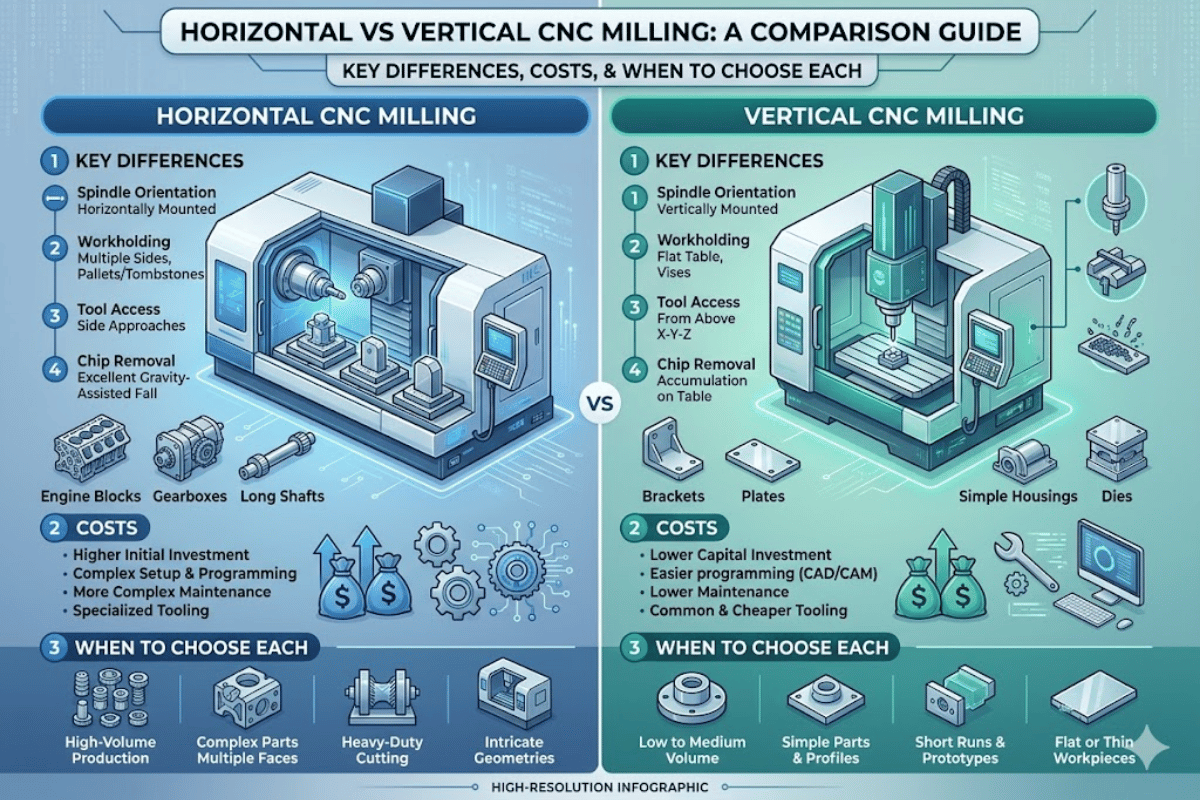
Tutti i lavori di fresatura CNC iniziano con una scelta della macchina (uno) che spesso si riduce a una domanda importante: il mandrino dovrebbe puntare verso il basso o di lato?
Che un asse di orientamento impatti chip evacuazione, strategia di fissaggio, costi per parte, e il numero di configurazioni il vostro fornitore di fresatura CNC sarà in esecuzione per voi.
Questo grafico di confronto mette HMC e VMC testa a testa su specifiche, tolleranze, costi tangibili e applicazione.
Che si tratti di citare 10 pezzi prototipo o di una produzione di 10.000 unità, utilizza la tabella seguente per specificare la macchina giusta o almeno chiedi al tuo fornitore di servizi di fresatura CNC le domande giuste.
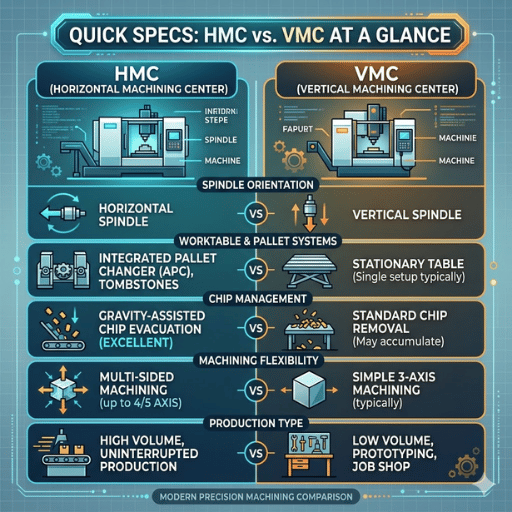
Prima di entrare in ingegneria, ecco una rapida istantanea affiancata delle due opzioni della macchina.
Usalo come cheat sheet.
| Parametro | Fresatura verticale (VMC) | Fresatura orizzontale (HMC) |
|---|---|---|
| Orientamento mandrino | Verticale (perpendicolare al tavolo) | Orizzontale (parallelo alla tabella) |
| Costo Macchina | $80KP4T250KTP4T250K | $250ASSASSINO $250K+K600K+ |
| Tariffa oraria (USA) | 1TP400$80 | $75$150 |
| Evacuazione Chip | Le patatine si raccolgono sul pezzo | La gravità fa cadere i chip |
| Accesso Pezzo | 1 faccia per configurazione (in alto) | 4 facce tramite lapide |
| Capacità dell'utensile (ATC) | 2040 strumenti | 40 (AT120/ATC) (ATC/pallet). |
| Spazio Pavimento | Impronta minore | 2 3x ingombro maggiore |
| Migliore Per | Prototipi, minuterie, lavori di dettaglio | Esecuzioni di produzione, multifaccia, tagli pesanti |
La linea di fondo: i VMC sono a basso costo e più ampiamente accessibili; si adattano bene a pezzi semplici e al funzionamento di celle multi-macchina.
Gli HMC giustificano il loro prezzo premium con un maggiore throughput, lavoro multi-faccia e rimozione di chip ultra-efficiente Ecco perché
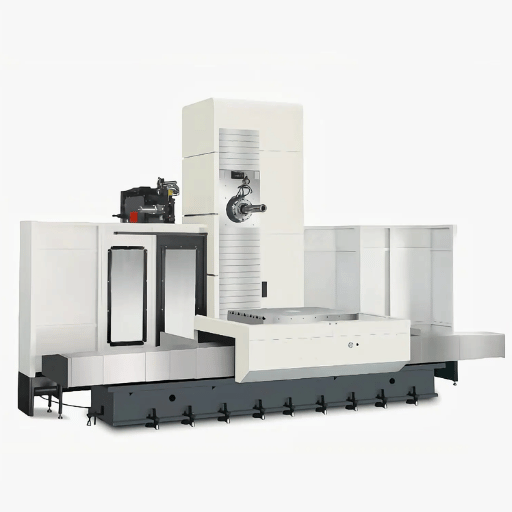
In un VMC il mandrino punta verticalmente verso il basso, perpendicolarmente al tavolo di lavoro.
Ogni utensile da taglio impegna il pezzo in azione di taglio verso il basso dall'alto Il suo utensile si muove negli assi X e Y e il tavolo della macchina si muove nella Z. Essere in grado di guardare il taglio in una linea di vista chiara rimane uno dei motivi principali per cui i VMC dominano il lavoro in officina e il lavoro sui prototipi.
Due configurazioni comuni VMC sono torretta (testa inclinata) e letto (tavolo a testa fissa) Una torretta fornisce all'operatore il controllo dell'inclinazione per la fresatura angolata.
Un design del letto blocca la colonna della testa in una posizione in modo che il tavolo possa spostarsi lungo gli assi X e Y in una piattaforma molto rigida, ideale per pezzi più pesanti. Entrambi possono essere realizzati con fresatura frontale, forare, alesaggio e produrre tagli frontali superiori, ma con vantaggi per ciascuno.
Un utensile HMC si orienta nel lato della macchina, parallelamente al pavimento I pezzi si integrano su una tavola rotante o un dispositivo che si indicizza per accedere a quattro, sei o più lati del prodotto senza rimontaggio Infatti, una taglierina opzionale montata su pergolato può eseguire ampi tagli laterali su facce larghe.
Poiché la gravità allontana i trucioli dalla zona di taglio, il montaggio laterale dell'utensile ne riduce la deflessione e il ritaglio dei trucioli, prolunga la durata dell'utensile e migliora le prestazioni di finitura superficiale nelle tasche più profonde di 3 volte il diametro dell'utensile Un HMC offre anche un cambiapallet.
Mentre un pallet viene tagliato in tasca, l'operatore riposiziona l'attrezzatura per caricare il lavoro successivo. Ciò significa un tempo istantaneo del mandrino chip-to-chip compreso tra l'80 e il 95%, un processo di spegnimento virtuale delle luci.
Nota tecnica & Svuotamento del mandrino & Chip
Nella foto qui sotto, con l'utensile montato verso il basso, gli effetti della gravità aggiungono deflessione agli strumenti a lungo raggio e i trucioli devono essere estratti dalla tasca, quindi fuori dalla portata della taglierina Entrambi possono provocare problemi dimensionali Con l'utensile montato lateralmente o su un lato, la gravità aiuta a spingere i trucioli fuori dalla tasca tagliata e non viene ritagliato.
Per profondità della tasca superiori a tre volte il diametro della taglierina, gli HMC offrono in genere un miglioramento dal 15 al 25% nella qualità della superficie finita.
Per quanto riguarda la precisione della posizione e la ripetibilità nelle aree aperte piane, non è possibile distinguere i VMC e gli HMC contemporanei. Le differenze sorgono nelle tasche profonde, nelle maggiori condizioni di portata degli utensili e nell'elevata produzione dove è richiesto un buon controllo del chip.
| Parametro | VMC | HMC |
|---|---|---|
| Precisione di posizionamento | ±0,005 mm | ±0,005 mm |
| Ripetibilità | ±0,003 mm | ±0,003 mm |
| Finitura Superficie (piatta) | Ra 0,8 µm | Ra 0,8 µm |
| Finitura superficiale (tasca profonda) | Ra 3,2 µm (ritaglio del chip) | Ra 1,6 µm (clearance del chip di gravità) |
| Vita dell'attrezzo | Baseline | 15 più lungo30% |
| Velocità del mandrino | Fino a 15.000 giri al minuto | Fino a 10.000 giri al minuto (mandrino più pesante) |
| Evacuazione Chip | Manuale/esplosione d'aria necessaria | Raffreddamento a gravità + mandrino passante |
Osserva che la discontinuità su superfici piane e non affollate è pari a zero Si manifesta durante la lavorazione a tasca profonda e con lunghe serie di parti in cui i trucioli rotti vengono ricircolati su uno strumento VMC lentamente lo erode e lascia segni visibili Se le tue cavità vanno più in profondità di tre volte il diametro della taglierina, un HMC produce pareti più pulite con meno lavoro eseguito in seguito.
Informativo pure: VMCs generalmente funzionano più in alto (fino a 15.000 giri al minuto rispetto a 10.000 giri al minuto sugli HMC) Che la velocità aggiunta può tornare utile su piccoli diametri dell'utensile quando si lavora alluminio o plastica HMCs compensano con un mandrino più robusto e rigido per prendere diametri più grandi e maggiori profondità di tagli.
Il costo è dove decidono la maggior parte dei negozi e gli acquirenti A livello di titolo la maggior parte dei negozi, l'ora di base, il costo per parte a volume, ma spesso i VMC possono invertire il verdetto.
| Fattore di costo | VMC | HMC |
|---|---|---|
| Acquisto Macchina | $80KP4T250KTP4T250K | $250ASSASSINO $250K+K600K+ |
| Tariffa Oraria | 1TP400$80 | $75$150 |
| Tempo di configurazione | 15,30 min per configurazione | 5 cambiaporta 5 minuti (pallet) |
| Attrezzature | morsa standard ~$500 | Lapide + infissi $2K $10K |
| Tempo di attività del mandrino | 50 65% (carico manuale) | 80 95% (cambio pallet) |
| Costo per Parte (1 unità) | 1TP400$150 | $100, $250 |
| Costo per parte (1.000 unità) | $25$75 | $14T40 |
Suggerimento per la decisione
Per la tariffa oraria, HMC costa di più ma produce più parti per turno Sopra circa 200 parti/mese su lavoro multifaccia, HMC generalmente si traduce in un costo per parte inferiore anche quando è inclusa una tariffa oraria più elevata Il punto di crossover è ancora più basso quando la parte ha tre o più configurazioni su un VMC ma solo una su un HMC con una lapide.
Per i prototipi single face, o funziona sotto i 50 pz, VMC è praticamente sempre più economico Gli aspetti economici cambiano quando si includono le ore del tecnico, cambi di attrezzature e le ore del mandrino morto durante il caricamento manuale delle parti Un HMC dotato di pallet che attraversa la notte produrrà lunedì mattina ciò che un VMC ha fatto l'intera settimana prima.

Molti negozi gestiscono entrambi VMCs gestire la varietà di citazione in arrivo (44) - parti diverse ogni settimana HMC eseguire il pane-e burro ripetere gli ordini che mantengono le luci accese.

Se le tue parti necessitano di accesso multifaccia ma i tuoi volumi non giustificano un HMC completo, esistono due opzioni di via di mezzo.
Bullone una tavola rotante o Indicizzatore 4° asse su un VMC per la lavorazione multi-faccia (o 4 faccia) al prezzo VMC Il vostro pezzo ruota intorno all'asse A per portare altri 1-2-3 lati al mandrino verticale Funziona bene su piccoli pezzi di 2-3 faccia fintanto che il vostro budget è sotto $120K totale.
Tradeoff: l'indicizzazione è più lenta di una tavola rotante HMC dedicata, non è presente un cambiapallet per carico/scarico e i trucioli si raccolgono ancora sul pezzo. Per una produzione superiore a 200 parti al mese, queste limitazioni si sommano.
Le fresatrici universali hanno una testa del mandrino che può inclinarsi da verticale a orizzontale ("tilt") e anche una qualsiasi soluzione intermedia Max fuori ad una singola macchina Prezzo da $150K a $350K, che le rende più costose del VMC ma più economiche di un HMC.
I mulini universali sono buoni nelle stanze degli utensili e nei reparti di R & S che lavorano molte forme di pezzi diverse, ma non abbastanza da giustificare un HMC dedicato. Non avranno il vantaggio di produttività degli HMC pallettizzati ma non puoi superare il loro grado di flessibilità.

Completa la lista di controllo qui Se la maggior parte delle tue risposte rientra nella colonna di destra, spendi l'extra su un HMC.
| Domanda | →VMC | →HMC |
|---|---|---|
| Quanti volti hanno bisogno di lavorazione? | 12 | 35 |
| Volume mensile? | <200 parti | > 200 parti |
| Profondità della tasca più profonda? | < 3x dia utensile. | > 3x dia utensile. |
| Materiale? | Alluminio, plastica | Ghisa, acciaio, titanio |
| Necessaria automazione? | Manuale OK | Cambio pallet/luci spente |
| Priorità di bilancio? | Basso costo iniziale | Basso costo per parte a volume |
| Finitura superficiale su caratteristiche profonde? | Ra 3,2 µm accettabile | Ra 1,6 µm o meglio necessari |
Qui a Le Creator, eseguiamo sia le linee VMC che HMC Per ogni progetto di quotazione, assegniamo ogni geometria di parte & volume di ordine a qualunque tipo di macchina sarà più conveniente, fornire la qualità desiderata e comunque colpire il vostro termine d'esecuzione. Invia un preventivo e il nostro team di ingegneri ti consiglierà sul miglior tipo di macchina come parte della revisione DFM. Niente più confusione.

La differenza principale tra VMC & HMC è nell'orientamento del mandrino In un mandrino VMC puntato verticalmente verso il basso, perpendicolare al tavolo di lavoro In un HMC corre in parallelo al piano del tavolo di lavoro La differenza guida l'accesso del pezzo, la rimozione e la raccolta del chip, la capacità dell'utensile e, infine, i costi per parte a volumi di produzione elevati.
Le sfide di un VMC nelle tasche profonde sono l'evacuazione dei trucioli perché i trucioli cadono sulla superficie di lavoro e i bordi vengono ritagliati, portando a condizioni superficiali ruvide sul lavoro finito e ad un'usura più rapida degli utensili. È possibile raggiungere solo una faccia per configurazione senza asse rotante, quindi sulle parti multifaccia sarai colpito dalle ore della macchina. La sua gamma di tempi di attività del mandrino è 50-65% senza cambiapallet, quindi non sono molto produttivi su progetti ad alto volume a meno che tu non abbia un alto livello di lavoro multifaccia.
In un'offerta competitiva, un HMC costerà due volte l'equivalente VMC. Hanno bisogno di più spazio sul pavimento, quindi richiedono un processo di posa in pietra più grande e più costoso. La pietra tombale in ghisa è solitamente realizzata in ferro o alluminio e da $2,000 a $10,000. Una semplice parte a faccia singola o un prototipo a Q basso in un HMC sarebbe una scelta costosa con poco guadagno.
Se il throughput è un problema, sì. Gli HMC possono raggiungere un tempo di attività del mandrino 80-95% tramite cambiapallet anziché 50-65% nei VMC. Combinalo con mulini a lapidi multifaccia e un HMC può produrre 2-4X del numero di parti finite in un turno su un lavoro multifaccia simile.
Un apparecchio per lapidi è costituito da un'alta colonna rettangolare di alluminio o ghisa imbullonata sulla tavola rotante HMC. L'apparecchio avrà tipicamente 4 o 6 facce su cui sono imbullonati singoli pezzi o sottomacchine. Gli apparecchi si indicizzano mentre il piano di lavoro ruota fornendo accessibilità a una singola faccia, attraverso il mandrino.
Selezionare fresatura orizzontale per la lavorazione su 3 o più facce del pezzo, oltre 200 al mese, o finiture superficiali a tasca profonda inferiori a Ra 1,6 m. HMC è l'impostazione predefinita preferita per la produzione automatizzata di luci spente.
Carica il file CAD e i nostri ingegneri ti aiuteranno a selezionare il tipo di macchina, la strategia di configurazione e forniranno un preventivo, solitamente entro 24 ore.









