


Servizio di supporto, professionale, incentrato sul cliente
Mettiti in contatto con Lecreator Company
Dai prototipi alla produzione su vasta scala, abbiamo coperto.


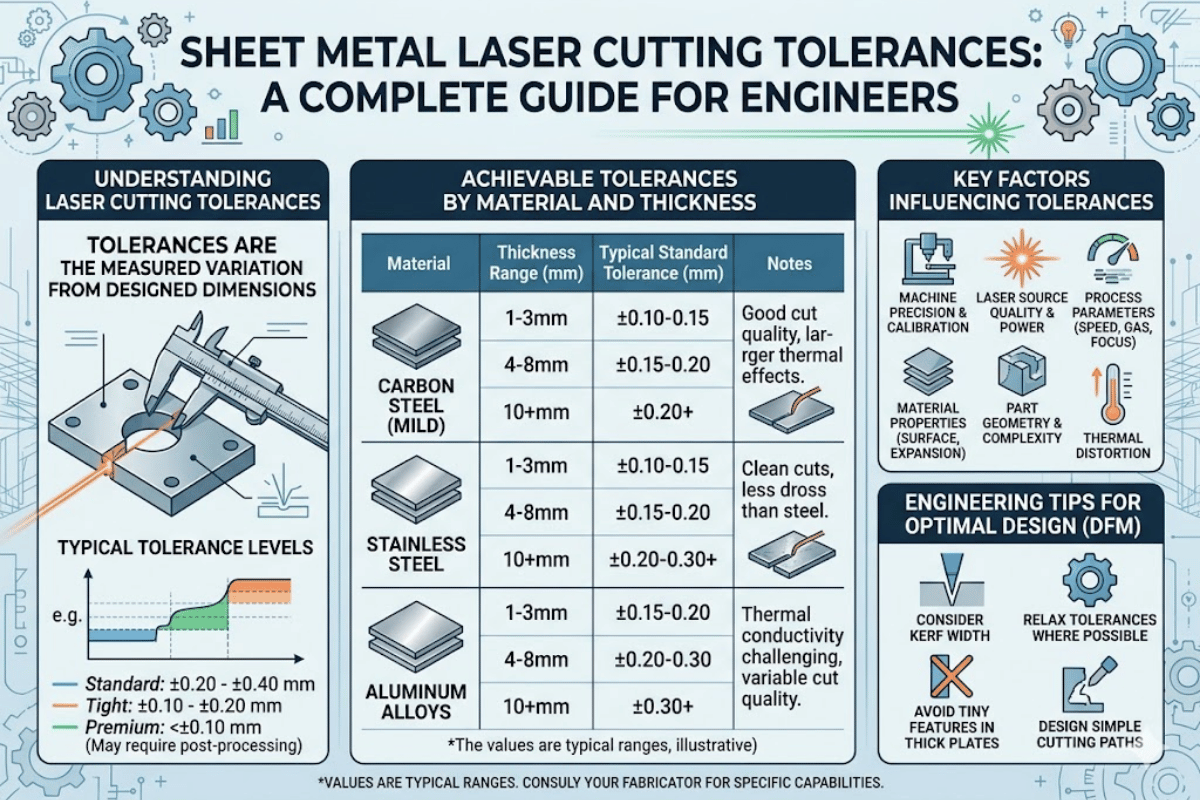
Tolleranze di taglio laser della lamiera: una guida completa per gli ingegneri
Le tolleranze di taglio laser della lamiera sono ciò che determina se una parte della tua si adatta, funziona ed è accettata da un cliente Le tolleranze di taglio laser standard della lamiera dovrebbero essere previste nell'intervallo di 0,005 pollici -0,010 pollici (0,13-0,25 mm) sulla maggior parte dei materiali e spessori I sistemi di taglio laser a fibra forniscono la tolleranza di taglio laser della lamiera più stretta da 0,002 a 0,003 pollici su una lamiera di acciaio inossidabile o acciaio dolce di calibro leggero Quello che segue è una tabella dati di tolleranza di taglio laser della lamiera filtrata per materiale e spessore, un confronto tra laser a fibra e precisione laser CO2, una panoramica dei fattori che influenzano quanto sia stretta o allentata la tolleranza di taglio laser della lamiera e raccomandazioni di progettazione del materiale in lamiera da gestire fabbricazione della lamiera costi.
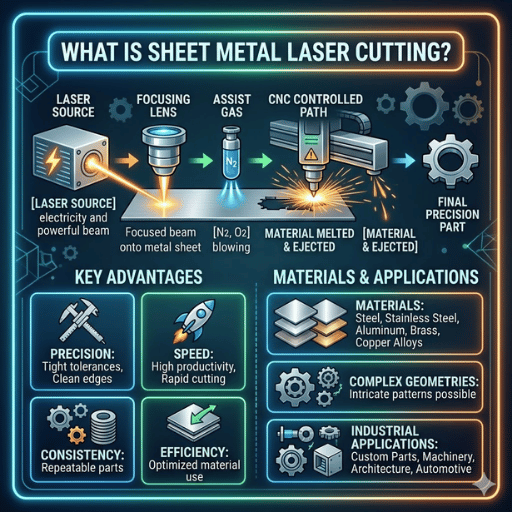
Il taglio laser della lamiera è un moderno processo di taglio termico della lamiera a controllo numerico computerizzato (CNC) che prevede una fusione a fuoco laser, una combustione, una vaporizzazione o un soffiaggio attraverso la lamiera lungo un percorso programmato. Un'esplosione assistita di azoto, ossigeno o aria compressa viene diretta attraverso l'ugello di taglio laser per eliminare il materiale fuso dal kerf e impedirgli di ossidare la faccia tagliata.
Nel mercato del taglio laser della lamiera, sono popolari due sorgenti laser Un laser a fibra produce luce a una lunghezza d'onda di 1,06 m che viene trasmessa attraverso una fibra flessibile alla testa di taglio, In una miscela di gas di anidride carbonica, azoto ed elio, un laser a CO2 produce luce a una lunghezza d'onda di 10,6 m La tecnologia di taglio laser a fibra ha sempre più superato i sistemi di CO2 per lamiere di spessore inferiore a 12 mm poiché può tagliare più rapidamente, funzionare in modo più economico e lavorare metalli riflettenti come alluminio, rame e ottone senza problemi con la retroriflessione del raggio.
Le macchine da taglio laser a fogli Computer Numerical Control (CNC) utilizzano un controller CNC rigido per eseguire percorsi di taglio del profilo bidimensionale, solitamente importati attraverso un file di disegno DXF o DWG. Le macchine da taglio laser a fibra di grande formato dotate di 3-6 kW di potenza di taglio disponibile taglieranno acciaio dolce spesso fino a 20 mm, acciaio inossidabile spesso fino a 15 mm e alluminio spesso fino a 12 mm. La precisione di posizionamento di una macchina ben mantenuta e regolarmente ispezionata è di 0,001 pollici, mentre la ripetibilità della stessa macchina con lo stesso programma è di 0,0005 pollici sull'intera lunghezza di corsa. Rispetto al taglio al plasma, il laser eroga un kerf molto più piccolo (0,1-0,4 mm contro 1,5-4 mm per il plasma), una maggiore precisione e una qualità del bordo molto bella che spesso nega la sbavatura secondaria.
La chiave per la tolleranza al taglio laser del foglio è il materiale e lo spessore I dati di tolleranza per le leghe del foglio elencate di seguito, tagliate su un moderno sistema laser a fibra con calibrazione standard, sono mostrati nella tabella Tutte le tolleranze sono ciò che può essere il controllo dimensionale sulle caratteristiche di taglio diametro del foro, larghezza della fessura e contorno della parte, non precisione e ripetibilità della posizione della macchina.
| Materiale | Intervallo di Spessore | Tolleranza Tipica | Note |
|---|---|---|---|
| Acciaio dolce | 0,55 mm3 | ±0,1 mm (±0,004″) | Laser a fibra; aiuto di azoto o ossigeno |
| Acciaio dolce | 31mm2 | ±0,2 mm (±0,008″) | I materiali più spessi richiedono una velocità di avanzamento più lenta |
| Acciaio dolce | 122mm | ±0.30,5 mm (0,01 mm) 0,020″ | CO2 o fibra ad alta potenza (10 kW+) |
| Acciaio inossidabile | 0,55 mm3 | ±0,050,1 mm (0,00 mm ±0,004″) | Migliore qualità di taglio; preferito l'aiuto dell'azoto |
| Acciaio inossidabile | 3 mm | ±0.10,2 mm (0,00 mm) 4.008″ | Azoto per bordo privo di ossidi |
| Alluminio | 0,55 mm3 | ±0,1 mm (±0,004″) | Preferibile laser a fibra; superficie riflettente |
| Alluminio | 31mm | ±0,150,25 mm (±0,00″) ±0,010 | L'elevata conduttività termica amplia la HAZ |
| Ottone | 0,55 mm3 | ±0,1 mm (±0,004″) | Solo laser a fibra; il raggio di CO2 riflette |
| Rame | 0,55 mm3 | ±0.10,15 mm (±0,00 4″) | Necessita di elevata potenza (4 kW+); finestra di processo stretta |
Su una scala 10:1, le tolleranze sull'acciaio dolce spesso possono arrivare fino a 0,02 "mentre l'acciaio inossidabile in lamiera può essere tagliato a 0,002" Tutte le tolleranze di taglio laser del foglio dipendono fortemente dallo spessore del materiale, poiché man mano che il materiale diventa più spesso, è necessario fornire più energia per ottenere il taglio, il taglio risultante è più ampio e la zona interessata dal calore aumenta con esso, il che significa una tolleranza più allentata sulla parte finita.
Se sta eseguendo una parte tagliata al laser sul suo centro di fresatura prima di lavorare il acciaio inossidabile o alluminio, vorrà che venga dichiarata la tolleranza del diametro di taglio in modo da poterne tenere conto nella sottrazione del suo stock.
Oltre alle differenze di lunghezza d'onda, l'erogazione del fascio e l'interazione con il metallo, i laser a fibra e i laser a CO2 hanno capacità di tolleranza, qualità di taglio e costo per parte differenti La tabella seguente riassume il confronto per la lamiera.
| Criteria | Laser Fibra | Laser CO2 |
|---|---|---|
| Lunghezza d'onda | 1,06μm | 10,6μm |
| Precisione posizionale | ±0,002″0,003″ | ±0,004″0,005″ |
| Ripetibilità | ±0,001″ | ±0,002″ |
| Velocità di taglio (scartamento sottile) | 2,3 volte più veloce della CO2 | Baseline |
| Diametro del fascio | ~25μm punto focalizzato | ~75100μm focalizzato |
| Larghezza Kerf | 0.1,2 mm | 0.20,4 mm |
| Metalli Riflettenti | Taglia ottone, rame, alluminio | Rischio di danni alla retroriflessione |
| Acciaio spesso (>20 mm) | Richiede sistemi da 10 kW+ | Performer forte fino a 25 mm |
| Costo Operativo | 30 inferiore 50% (efficienza elettrica) | Più alto (consumo di gas, specchi) |
Il taglio laser a fibra consente un diametro del raggio inferiore e una curvatura più stretta rispetto al taglio a CO2, che si traduce in tolleranze più strette e meno scarti La lunghezza d'onda di 1,06 m viene assorbita in modo più efficace dai metalli, quindi i laser a fibra forniscono prestazioni di perforazione e taglio più rapide su lamiere di spessore medio-sottile. Questo è il motivo per cui la maggior parte dei nuovi negozi laser che mirano al business della lamiera acquisteranno un sistema di taglio laser a fibra.
È vero che i laser a CO2 presentano ancora un vantaggio in due aree: prestazioni su acciaio spesso superiore a 20 mm di spessore dove la lunghezza d'onda maggiore fornisce un migliore accoppiamento del fascio in profondità, e durante la lavorazione di materiali non metallici come acrilico, legno o tessuti Per i servizi dedicati di taglio laser della lamiera, lo standard è la fibra.
Grazie alle dimensioni affidabili, la precisione a 0,002 "su acciaio inossidabile sottile e 0,003 pollici su acciaio dolce sottile è ora standard su un sistema laser a fibra dedicato, più o meno uguale ai livelli di CO2 di dieci anni fa ma a 2-3 volte il costo operativo.
In officina, le tolleranze di taglio laser sono una combinazione di 7 fattori interagenti Conoscere ciascuno consente di scrivere specifiche più comprensibili e prevenire problemi con il produttore.
Il kerf è la larghezza del materiale rimosso dal raggio laser durante il taglio Il valore tipico del kerf è di 0,1 mm su acciaio inossidabile sottile (laser in fibra) a 0,4 mm su acciaio dolce spesso (laser CO2) Il pacchetto CAM (computer aided manufacturing) prende la compensazione del kerf, modificando il percorso dell'utensile della metà della larghezza del kerf, quindi la parte finita atterra a misura Se la compensazione del kerf non è corretta o la larghezza del kerf varia a causa dell'ottica usurata, tutte le caratteristiche della parte si muovono di tale quantità.
L'energia termica dal raggio laser si traduce in una zona interessata dal calore (HAZ) lungo il bordo tagliato L'accumulo di calore su piccole parti provoca deformazioni e distorsioni del calore, estraendo le caratteristiche dalla tolleranza L'alluminio e l'acciaio inossidabile sono più spesso colpiti a causa della loro conduttività termica (inossidabile) o coefficiente di dilatazione termica (alluminio) Affrontare questo problema richiede una sequenza di taglio ottimizzata (tagliare prima le piccole caratteristiche), metodi di taglio a linguetta e/o pulsati e un fissaggio e un bloccaggio appropriati.
La planarità della lamiera prima del taglio ha un effetto immediato sulla tolleranza della parte finale. Ad esempio, un arco di 2 mm su un foglio da 1500 mm (inossidabile) provoca variazioni della profondità di fuoco, che quindi causano variazioni nella larghezza del taglio e nell'angolo del bordo. ISO2768 dovrebbe specificare la planarità tol (piatta o alleggerita) quando si ordina la lamiera Per lavori di tolleranza stretta, deve essere utilizzato materiale piatto o alleggerito.
Fattori di interazione laser Conduttività termica riflettente, punto di fusione del laser Il processo di assorbimento dell'energia del rame L'elevata conduttività termica del rame riflette e conduce via rapidamente, rendendo necessaria un'elevata potenza laser per produrre un kerf. La riflettività dell'alluminio alle lunghezze d'onda della CO2 ha reso quasi impossibile il taglio prima che i laser a fibra entrassero sul mercato Ogni materiale ha una finestra di processo, l'intervallo di parametri di taglio accettabili e la finestra si restringe all'aumentare dello spessore della finestra.
La precisione di posizionamento CNC si basa sulla precisione degli azionamenti lineari sulla macchina, sulla risoluzione dell'encoder e sullo stato di calibrazione. Un sistema di taglio laser in fibra con motori lineari ed encoder su scala di vetro avrà tipicamente una precisione di 0,001 "e una ripetibilità di 0,0005" Senza calibrazione frequente è meno annuale in conformità con Standard di misurazione NISTScopri le specifiche. Scopri cosa fa il tuo produttore per la calibrazione e con quale frequenza.
L'interazione tra potenza laser, velocità di avanzamento, specifica del gas di assistenza, pressione del gas e posizione di messa a fuoco determina la qualità del taglio L'eccessiva velocità di avanzamento provoca un bordo ruvido con scorie; troppo lento provoca HAZ più grande con rischio di combustione Ogni combinazione materiale/spessore ha una finestra di processo specifica per i vari parametri Mentre la maggior parte dei produttori fornisce librerie di parametri, un operatore esperto regola i parametri su misura per ogni lavoro.
L'ugello di taglio dirige il gas di assistenza coassialmente al raggio laser Se l'ugello è danneggiato orifizio, accumulo di spruzzi o modello di spruzzo è decentrato, il getto di gas di assistenza asimmetrico risultante provoca una deflessione irregolare della piscina di metallo fuso producendo una qualità del bordo asimmetrica L'ispezione dell'ugello deve essere eseguita all'inizio di ogni turno, sostituzione alla prima indicazione della formazione di schizzi.

Il costo di taglio laser per parte è una funzione di sei fattori Conoscere questi fattori ti aiuta a fare scelte di progettazione e approvvigionamento che riducono il costo della parte senza sacrificare le tolleranze di cui hai bisogno.
Il costo del materiale è una funzione della lega, dello spessore e delle dimensioni della lamiera L'acciaio inossidabile costa 2-3 volte di più per kg rispetto all'acciaio dolce; l'alluminio si trova nel mezzo L'acquisto di dimensioni standard della lamiera (1.220 2.440 mm o 1.500 3.000 mm) riduce il costo della lamiera per metro quadrato rispetto alle dimensioni personalizzate.
Il tempo di macchina è di gran lunga il componente di costo più grande I laser a fibra tagliano il materiale sottile 2-3 volte più velocemente dei laser a CO2, quindi i fornitori di servizi che utilizzano apparecchiature di processo in fibra generalmente hanno costi di parte inferiori per i metalli inferiori a 6 mm. I costi delle piastre più spessi aumentano con una maggiore velocità di taglio.
Più stretta è la tolleranza, maggiore è il costo Perfezionando le tolleranze di 0,002 "ci vogliono velocità di taglio più lente, più controllo del processo e ispezione delle parti di 1001TP3 T. Le tolleranze di 0,010" consentono un taglio più rapido e un'ispezione basata su campioni Hai veramente bisogno del tuo livello di tolleranza?
La dimensione del lotto è una considerazione importante perché i costi di configurazione e programmazione sono distribuiti su corse Un prototipo una tantum trasporta l'intero sovraccarico di configurazione ($50-$150) distribuito su una singola parte; una corsa di 1.000 pezzi riduce tale sovraccarico a pochi centesimi per parte.
Le operazioni secondarie come la piegatura, la perforazione della svasatura, l'inserimento dell'hardware, la sbavatura e la finitura superficiale aumenteranno il costo del lavoro Su una pressa piegatrice, ogni decimo di millimetro di aumento delle tolleranze di misurazione aggiungerà 0,010″-0,020 "alle tolleranze accumulate e quindi dovrebbe essere preso in considerazione durante la progettazione come tolleranze di taglio La svasatura deve essere eseguita come fase separata su una macchina diversa dopo il taglio laser.
L'efficienza di annidamento influisce sul costo del materiale Semplici profili rettangolari nidificano perfettamente senza sprechi, curve organiche complesse possono lasciare piccoli ritorni Il software di annidamento più avanzato per le miscele di parti standard produce l'utilizzo del materiale nell'intervallo 75-85% Per una spiegazione dettagliata di come si accumulano i costi di lavorazione e fabbricazione dai un'occhiata al nostro ripartizione dei costi di lavorazione guida.
Questi 8 aiuteranno nella progettazione di parti tagliate al laser che sono più semplici da fabbricare, ispezionare e assemblare le regole di tolleranza con meno problemi di tolleranza.
1. progettazione per la tolleranza minima necessaria L'applicazione di valori di tolleranza 0,002 "a tutte le caratteristiche impone il test di ogni dettaglio Utilizzare tolleranze strette (0,002 ") per l'accoppiamento di superfici, attacchi ad albero/interferenza e fori di riferimento del dato Utilizzare la tolleranza generale (0,010") su tutto il resto.
2. prendi in considerazione il kerf quando sviluppi il tuo modello CAD. La maggior parte dei produttori compensa il kerf nel software CAM, ma conferma quando solleciti preventivi. Se compensi nel tuo DXF e il negozio compensa nuovamente, ti ritroverai con una parte sovradimensionata e una tolleranza eccessivamente stretta su ogni funzionalità.
3. progettazione alla dimensione minima della caratteristica Utilizzare un diametro maggiore o uguale allo spessore del foglio per i fori Le fessure di larghezza minima sono 1,5x spessore del materiale Le caratteristiche più piccole sono incoerenti nella qualità di taglio e vanno da una tolleranza bassa a una tolleranza ampiamente imprecisa.
4. essere consapevoli della direzione del grano durante la piegatura Piegando perpendicolare (attraverso il grano) si stringono le tolleranze tra 20-30% rispetto al parallelo (lungo il grano).
5. utilizzare grandi angoli arrotondati internamente Ridurre al minimo il raggio interno attraverso la grana (perpendicolare alla superficie del materiale) a 0,5x spessore del foglio Angoli vivi interni portano a micro crepe, concentrazione di sollecitazioni e una riduzione della velocità di taglio laser quasi a zero che spinge il kerf più ampio e può causare problemi di tolleranza elevata in quella caratteristica.
6. mantenere la larghezza della linea di incisione superiore a 0,5 mm Testi, loghi e fiducial incisi dal laser perdono la definizione una volta sotto 0,5 mm di larghezza Per massimizzare la chiarezza della parte tagliata al laser si consiglia un'altezza minima del carattere di 1,5 mm.
7. posizionamento attento dei fori del controlavabo I fori pilota del controlavabo devono trovarsi ad almeno 3x spessore del materiale di riserva lontano dal bordo e 2x spessore del materiale lontano da un bordo di piegatura o piegatura Le operazioni meccaniche del controlavabo posizionano forze che deformano o distorcono la flangia e spostano la posizione del foro se posizionato troppo vicino alle caratteristiche.
8. design per il nesting I profili premium hanno forme rettangolari e ad angolo retto che ottimizzano l'efficienza del nesting rispetto ai profili arrotondati e a forma libera, per ridurre i costi dei materiali si mira all'utilizzo di caratteristiche del profilo interno che siano il più rettangolari o ad angolo retto possibile.
Le-Creator esegue il taglio laser a fibra in combinazione con Lavorazione CNC e lavori in lamiera tramite ISO 9001 e il nostro sistema di gestione della qualità accreditato Per il prototipo attraverso esigenze di volume elevato, possiamo soddisfare la precisione e la finitura superficiale richiesta dal tuo progetto.
Trasparenza dei contenuti: questo articolo è stato scritto e curato dal team di contenuti ingegneristici Le-Creator con la collaborazione del nostro team di taglio laser a fibra e fabbricazione di lamiere I valori di tolleranza forniti sono capacità tipiche degli odierni sistemi laser a fibra (assi XY) e sono intesi come una figura di ampio parco a sfera Le tolleranze effettive dipendono fortemente dalla geometria della parte, dallo stato/condizione del materiale, dalla calibrazione della macchina e dall'abilità dell'operatore Si prega di verificare tolleranze adeguate con un produttore.









