


Servicio de apoyo, profesional y centrado en el cliente
Póngase en contacto con la empresa Lecreator
Desde prototipos hasta producción a gran escala, lo tenemos cubierto.


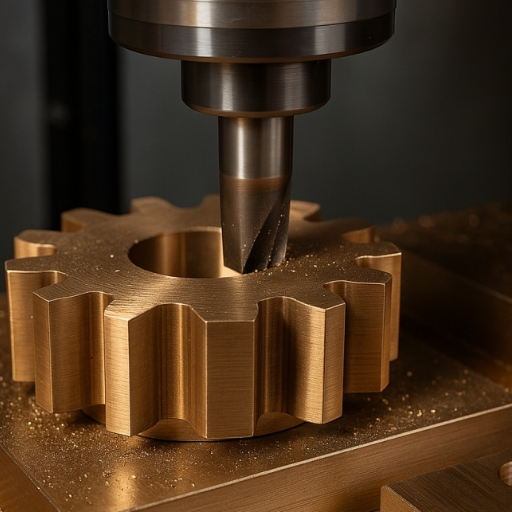
El fresado CNC de latón es un proceso cuidadoso que debe tener parámetros específicos para el mecanizado con una adecuada selección de herramientas para lograr los resultados correctos. Se debe prestar atención a no sobrecalentar nuestra máquina mientras realiza el trabajo. Es crucial tener cierta comprensión con respecto a los parámetros de corte de la máquina relacionados con las velocidades de alimentación y las velocidades del husillo con las herramientas adecuadas. Estas son las cuestiones que determinan la precisión, las velocidades y la producción en lo que respecta a la suavidad de la superficie. Por lo tanto, esta publicación dilucidará los elementos esenciales del fresado CNC de latón y luego le brindará puntos prácticos que le permitirán optimizar la configuración de la máquina para que las tareas se puedan realizar mejor en ese metal bastante maleable. Le llevará al siguiente nivel presentando los conocimientos técnicos para seleccionar las piezas adecuadas que se utilizarán en este momento o cómo determinar la relación perfecta entre ritmo y rosca. Reproduciendo la calidad de sus piezas de fresado de manera consistente.

El mecanizado CNC o control numérico por computadora es un tipo de asunto basado en fábrica que utiliza máquinas herramienta operadas por computadora para cortar y dar forma a diversos materiales físicos de la forma y tamaño deseados. Máquinas herramienta CNC, guiadas por programas, cortan, recubren, taladran, fresan, giran o dan forma al material en piezas terminadas u otras piezas de trabajo. Dichos materiales pueden ser metal, aluminio, plástico, madera, etc. La automatización y el detalle de una máquina CNC permiten una producción súper precisa, repetible y rentable.
La operación de mecanizado CNC comienza con la producción de un diseño digital preparado utilizando software CAD (Diseño asistido por computadora). A continuación, el diseño a menudo se convierte mediante software informático en código G. El código G, a su vez, regulará los movimientos de la dirección de mecanizado, la herramienta y los datos de corte. Debido a que las máquinas CNC funcionan con poca o ninguna intervención humana, es menos probable que cometan errores al producir piezas complejas que no se pueden fabricar manualmente.
El mecanizado CNC se encuentra entre las tecnologías más impresionantes del mundo manufacturero. No se puede negar que la tecnología puede reducir los costos iniciales, y mucho menos proporcionar una salida para producir un producto en masa.=fopen;base URL_IGNORE k Además, con el mecanizado CNC en particular, no hay nada que salga mal. Si los planes requieren cien piezas para tener tolerancias específicas, entonces, independientemente de la cantidad, todas resistirán los niveles de precisión especificados. Flexibilidad, consistencia y precisión, por eso merece un lugar así en nuestro mundo de fabricación moderno.
El mecanizado CNC de latón utiliza ventajas de precisión, eficiencia y materiales: es la opción preferida entre los procesos de fabricación más actualizados. Esta aleación de cobre y zinc cuenta con una excelente maquinabilidad, resistencia a la corrosión y conductividad eléctrica. Además, estas propiedades hacen del latón un material adecuado para diversas aplicaciones en industrias como la plomería, la automoción e incluso la electrónica.
La sinergia entre el latón como material y la tecnología de mecanizado CNC promueve no sólo la fabricación de precisión sino también la producción eficiente. Dada la perspectiva de proporcionar una mejora incesante en calidad, adaptabilidad y sostenibilidad, el mecanizado de latón CNC sigue siendo un actor fundamental para impulsar la competencia en muchas industrias.
En el mecanizado CNC se utilizan diferentes aleaciones de latón debido a sus características como maquinabilidad, resistencia a la corrosión y durabilidad. Estos materiales de latón son capaces de cumplir con una amplia variedad de requisitos de servicio y así permitir el diseño y producción de componentes.
Estos son los diversos tipos de latón fabricados para satisfacer diversas demandas en diversos sectores industriales en el mecanizado CNC. Con más propiedades y características que los hacen trabajadores y confiables en la fabricación, su comportamiento los muestra como aleaciones a menudo altamente apropiadas para trabajos de tolerancia estrecha.

Cuando se trata de mecanizado de latón, se debe tener en cuenta la aleación de latón, el material de la herramienta, la velocidad del husillo y el tipo de acabado superficial para poder realizar el cálculo de velocidades de alimentación óptimas. La velocidad de avance refleja el ritmo al que la herramienta de corte se mueve gradualmente a través del material, lo que es necesario para despertar el mecanizado y mejorar la vida útil de la herramienta, reducir las discrepancias de calidad, etc.
Para realizar el cálculo necesario para determinar las velocidades de avance ideales para el mecanizado de latón, primero se debe conocer la velocidad de corte asignada al latón. Sin embargo, esto difiere mucho según la aleación de latón específica, en general, estando dentro de 300-500 (SFM) para herramientas de acero de alta velocidad. Para una mayor aplicación, como ocurre con las herramientas de carburo, se pueden considerar velocidades de corte más altas. Por lo tanto, la velocidad del husillo se calcula mediante la fórmula:
Velocidad del husillo (RPM) = (Velocidad de corte × 12) / (× Diámetro de la herramienta)
Una vez que conocen la velocidad del husillo, el maquinista calcula la velocidad de avance a partir del FPT específico del latón. La fórmula para determinar la velocidad de avance es la siguiente:
Tasa de alimentación (IPM) = Velocidad del husillo (RPM) × Número de flautas × Alimentación por diente (FPT)
Si no es por la tasa de alimentación conservadora que asume dicho valor, este valor debe ajustarse en función de cómo actúa la herramienta, la calidad de la pieza y las capacidades de la máquina. Por el contrario, debido a que algunos cortes de acabado podrían abusar de la vida útil de la herramienta para lograr el acabado necesario, el componente esotérico y el conocimiento de la máquina, un buen juicio tiene como objetivo aumentar la productividad de la mano de la coherencia.
Las velocidades de alimentación, que dependen de muchos factores modales indispensables, marcan el principal objetivo para el rendimiento operativo y el mecanizado fino. El tipo de material sería el primer determinante. Con materiales más blandos como el aluminio, las velocidades de alimentación podrían ser más altas que las de materiales más duros como el acero inoxidable o el titanio, donde podrían mantenerse más bajas para evitar un desgaste grave de las herramientas y mantener la precisión del mecanizado.
Hay un factor más que provoca algún compromiso en la selección de velocidades de alimentación: la geometría de la herramienta de corte. Las flautas, la geometría y el material de la herramienta rigen por completo cómo funciona en la pieza de trabajo. Las herramientas destinadas al mecanizado de alta eficiencia soportarán velocidades de alimentación más altas, mientras que ciertas herramientas delicadas y especiales pueden requerir una velocidad reducida para mantenerlas viables.
En última instancia, las capacidades de la máquina también juegan un papel definido. La rigidez, la potencia y la precisión de las piezas de la máquina limitan la velocidad máxima de alimentación que se puede lograr. En términos generales, cuanto más antigua sea una máquina o con menor rigidez, menos velocidades de alimentación habrá que reducir para garantizar la precisión de las piezas y evitar tensiones en la máquina. Los sistemas de mecanizado CNC avanzados podrán permitir velocidades de alimentación mayores con la misma precisión y repetibilidad.
Las revoluciones por minuto (RPM) sirven como una métrica esencial que los operadores de máquinas deben evaluar cuando trabajan con materiales de latón. El ajuste de RPM controla la velocidad de rotación del husillo y de la herramienta de corte, lo que afecta directamente los resultados del proceso de mecanizado en cuanto a calidad, precisión y productividad operativa. La selección correcta de RPM permite un rendimiento de corte óptimo al tiempo que disminuye el daño de la herramienta y protege la integridad de la pieza de trabajo.
Para determinar las RPM correctas para el mecanizado de latón, los operadores deben establecer la velocidad de corte adecuada. La velocidad de corte describe la velocidad a la que el filo se mueve a través de la superficie del material que los estándares de la industria miden utilizando mediciones de pies por minuto (FPM) y metros por minuto (MPM). La siguiente fórmula permite a los usuarios calcular las RPM en función de este valor:
RPM = (Velocidad de corte × 12) / (η × Diámetro de la herramienta)
El término “Diámetro de la herramienta” describe el tamaño real de la herramienta de corte, mientras que “⇔” (pi) se aproxima a 3,1416. El cálculo garantiza que la máquina funciona a una velocidad adecuada que coincide tanto con el material de latón como con los requisitos de la herramienta.
El mecanizado de latón en el rango de RPM correcto conduce a mayores niveles de productividad que producen resultados de trabajo uniformes. El proceso experimenta cortes ineficientes y resultados superficiales deficientes cuando los operadores establecen RPM por debajo de los niveles óptimos, mientras que los valores excesivos de RPM conducen a un rápido deterioro de la herramienta. La selección adecuada de RPM permite a los maquinistas producir resultados de alta calidad al tiempo que preserva la vida útil de la herramienta y alcanza la capacidad operativa máxima durante los procesos de mecanizado de latón.
La velocidad del husillo funciona como un elemento de mecanizado vital que establece qué tan rápido girarán la herramienta de corte y la pieza de trabajo. El cálculo de la velocidad óptima del husillo proporciona precisión de medición y una vida útil prolongada de la herramienta. La fórmula más común para el cálculo de la velocidad del husillo es:
Velocidad del husillo (RPM) = (Velocidad de corte × 4) / Diámetro
La velocidad de corte indica la velocidad de operación adecuada que proporcionan las especificaciones del material en pies por minuto (ft/min) o metros por minuto (m/min). El diámetro indica el diámetro de la pieza de trabajo o herramienta que depende del contexto de mecanizado específico. Se mide en pulgadas o milímetros. La fórmula se puede expresar en cálculos de sistemas métricos como:
Velocidad del husillo (RPM) = (Velocidad de corte × 1000) / (× × Diámetro)
Suponga que está mecanizando latón con una velocidad de corte recomendada de 300 pies/min y el diámetro de la pieza de trabajo es de 2 pulgadas. El cálculo de la fórmula estándar produce los siguientes resultados:
Velocidad del husillo (RPM) = (300 × 4) / 2 = 600 RPM
Este cálculo proporciona la rotación óptima del husillo en revoluciones por minuto para lograr resultados consistentes y eficientes en el mecanizado de latón. La aplicación de estas fórmulas permite a los maquinistas encontrar velocidades precisas del husillo que mejoran la durabilidad de la herramienta y los resultados del trabajo mientras mantienen una eficacia operativa completa. Los mejores resultados requieren que los usuarios verifiquen las tablas de velocidad de corte que se aplican a materiales específicos y al mismo tiempo evalúen cómo factores como la aplicación de refrigerante afectan el rendimiento.
Con el golpe del latón sacudido por la rigidez; es decir, uno se mueve libremente. La composición específica de las aleaciones de latón provoca cambios en sus atributos como dureza, maquinabilidad y conductividad térmica. En cuanto a la maquinabilidad, las aleaciones de latón de corte libre advierten para cortar a altas velocidades, siempre que sean tan aptas para realizar observaciones positivas de maquinabilidad; sin embargo, las aleaciones más duras, las más fuertes, tienen una resistencia a la tracción increíblemente mayor y deben cortarse a bajas velocidades para evitar el desgaste excesivo de la herramienta y mantener el resultado deseado en mal estado.
Es necesario consultar la tabla de velocidad de corte para la aleación específica para determinar la velocidad correcta del husillo, que debe utilizar los valores de la tabla para calcular la fórmula de velocidad del husillo. Las aleaciones de latón más blandas permiten velocidades operativas más altas, pero las aleaciones más duras necesitan velocidades reducidas para evitar el sobrecalentamiento de la herramienta, lo que puede provocar fallas en el equipo. La adaptación de la velocidad a los requisitos del material permite un mejor control sobre problemas que incluyen la creación de rebabas, daños a las herramientas por desconchado y problemas de calidad de la superficie.
Todos los aspectos de la operación necesitan evaluación porque contienen factores importantes. Las herramientas de carburo brindan a los usuarios la capacidad de operar a velocidades más altas que las herramientas de acero de alta velocidad porque las herramientas de carburo muestran una mejor resistencia al calor. La aplicación adecuada de refrigerante permite el control de la temperatura, lo que da como resultado una mejor calidad de la pieza de trabajo. El proceso de monitoreo de estos parámetros genera dos ventajas que incluyen mantener operaciones seguras y un mecanizado eficiente al tiempo que extiende la vida útil de las herramientas en todos los procesos de aleaciones de latón.

El fresado CNC de latón requiere herramientas que ofrezcan precisión y durabilidad junto con efectividad operativa para lograr resultados de rendimiento óptimos. Las herramientas de corte más utilizadas para el mecanizado de latón incluyen herramientas de carburo y herramientas de acero de alta velocidad y herramientas recubiertas de diamante. Las tres opciones proporcionan diferentes propiedades que las hacen adecuadas para operar en condiciones particulares de fabricación.
Los maquinistas prefieren herramientas de carburo para el mecanizado de latón porque ofrecen una dureza excepcional y protección contra el desgaste y daños por alta temperatura. Las herramientas proporcionan un rendimiento eficiente para operaciones de corte que exceden los límites de alta velocidad mientras preservan su capacidad de corte durante el uso prolongado en entornos de producción. Las herramientas de acero de alta velocidad ofrecen un rendimiento adecuado para proyectos menos exigentes y cuestan menos que las herramientas de carburo que brindan más durabilidad.
Las herramientas recubiertas de diamante ofrecen capacidades de corte precisas y una vida útil prolongada, lo que las hace ideales para diseños complejos y aplicaciones exigentes. Los productos normalmente se venden a precios más altos porque su uso se limita a tareas especializadas que exigen una precisión extrema o una vida útil prolongada. Los resultados óptimos para proyectos de fresado CNC de latón dependen de dos aspectos de diseño y un elemento de producción que deben evaluarse antes de elegir herramientas de corte.
El proceso de selección entre carburo y acero de alta velocidad (HSS) para fresado CNC de latón requiere la evaluación de las características del material junto con las especificaciones de aplicación y las limitaciones presupuestarias. La dureza excepcional junto con la resistencia al desgaste de las herramientas de carburo las hace adecuadas para el mecanizado de alta velocidad porque permiten una mayor vida útil de la herramienta, mientras que los operadores pueden realizar cortes precisos en condiciones exigentes. La capacidad de soportar condiciones extremas junto con un rendimiento de corte preciso hacen que las herramientas de carburo sean apropiadas para trabajos que necesitan durabilidad y precisión.
La dureza de las herramientas HSS proporciona una alternativa económica a las herramientas de carburo que ofrecen menos durabilidad. El equipo funciona mejor cuando se utiliza a velocidades más lentas y en situaciones donde no se requieren resultados precisos ni una vida útil prolongada del equipo. Las herramientas HSS ofrecen ventajas económicas porque se pueden afilar fácilmente, lo que las hace adecuadas tanto para tareas de mecanizado regulares como para trabajar con materiales y proyectos de diseño menos complicados.
Los requisitos del proyecto determinan si el carburo o el HSS son la mejor opción de material. En los casos en que los requisitos de rendimiento y las costosas especificaciones de diseño exigen una alta precisión durante todo el período de uso del equipo, las herramientas de carburo se convierten en la mejor opción. El proyecto requiere operaciones de mecanizado estándar con HSS porque ofrece un rendimiento adecuado a un precio económico. La mejor selección de materiales para herramientas según los requisitos del proyecto conducirá a resultados óptimos a través del proceso de evaluación del proyecto.

Es necesario elegir la estrategia de mecanizado adecuada para el mecanizado de latón, ya que el latón tiene diferentes características. Esto se debe a que el latón es una barra de metal con propiedades blandas donde es resistente a la corrosión y permite la producción de muchos artículos. Para aumentar la precisión de la máquina, la eficiencia del rendimiento y disminuir la calidad del acabado superficial, se debe seguir el proceso de mecanizado.
En primer lugar, el mecanizado de alta velocidad sirve como el método de mecanizado más exitoso para latón porque este método corta latón a altas velocidades sin dañar las herramientas. El uso de herramientas afiladas que coincidan con los ángulos de corte correctos proporciona una eliminación eficaz del material que reduce tanto el rebabado como la deflexión de la herramienta. El mecanizado adecuado del latón requiere que los operadores mantengan velocidades de alimentación y velocidades específicas que coincidan con sus características de maquinabilidad porque este método produce resultados óptimos al tiempo que protege el rendimiento de la herramienta.
En segundo lugar, seleccionar el sistema de refrigeración y lubricación adecuado mejora aún más el rendimiento del mecanizado. Las operaciones de corte de latón producen un calor mínimo, lo que hace que los refrigerantes sean innecesarios, pero aún ayudan a reducir la adhesión del material de la herramienta manteniendo al mismo tiempo la consistencia del acabado de la superficie. La eficiencia operativa y la calidad de los componentes de latón alcanzan su punto más alto mediante la combinación de mantenimiento regular de herramientas y procedimientos de mecanizado establecidos que ayudan a los operadores a lograr el éxito del proyecto.
El mecanizado de latón requiere un acabado superficial óptimo para lograr necesidades tanto funcionales como estéticas. La suavidad y calidad de la superficie afectan directamente el rendimiento de los componentes en aplicaciones que necesitan alta precisión y operación confiable. El acabado superficial final de un material depende de tres factores que incluyen el filo de la herramienta, la velocidad de corte y la velocidad de avance.
La nitidez de las herramientas es importante porque las herramientas opacas producen superficies rugosas que crean más calor que puede dañar el material. Una velocidad de corte constante y moderada proporciona un acabado más uniforme porque reduce las irregularidades de la superficie. El proceso de ajuste de la velocidad de avance ayuda a los operadores a encontrar el equilibrio adecuado entre la eliminación del material y la calidad de la superficie, lo que conduce a menos defectos en las marcas de las herramientas.
El mantenimiento y la inspección de las herramientas junto con técnicas de mecanizado adecuadas constituyen los requisitos clave para lograr un acabado de alta calidad. Los operadores también deben considerar el uso de refrigerantes o lubricantes, incluso si no son estrictamente necesarios para el latón, ya que pueden minimizar aún más la adhesión del material a las herramientas y mantener la consistencia en la apariencia de la superficie. Los maquinistas pueden utilizar estas prácticas para crear componentes de latón que cumplan con todos los estándares requeridos de funcionalidad y diseño.
La ejecución de procesos post-mecanizado establece la apariencia estética y capacidades funcionales que deben alcanzar las piezas de latón. El proceso de desbarbado sirve como procedimiento estándar que elimina todos los bordes y rebabas afilados que quedan después del proceso de mecanizado. El proceso se puede realizar mediante métodos de archivo manual o mediante sistemas automáticos que utilizan técnicas de acabado por rotación y vibración. Las operaciones de desbarbado mejoran tanto la seguridad de la manipulación del producto terminado como la capacidad operativa del proceso de fabricación del producto terminado.
El proceso de limpieza y pulido de superficies funciona como un procedimiento vital entre operaciones. El proceso de limpieza se vuelve necesario para eliminar todos los residuos de aceite y oxidación y todas las demás impurezas que existen una vez finalizado el proceso de mecanizado. El proceso de limpieza requiere soluciones de limpieza química o métodos de limpieza ultrasónicos según el nivel de complejidad que existe en el componente de latón. El proceso de pulido tiene como objetivo producir una superficie reflectante brillante que mejore el atractivo visual del componente. El proceso se puede realizar mediante métodos mecánicos o mediante electropulido que produce un resultado más refinado.
Las instalaciones industriales utilizan revestimientos protectores para mejorar su resistencia contra la corrosión y su capacidad para resistir el desgaste. La industria suele depender del niquelado y el cromado como métodos de revestimiento estándar. Lacar piezas de latón proporciona una solución eficaz para salvaguardar su brillo original y al mismo tiempo ofrecer protección contra el deslustre. Los maquinistas emplean estos procesos posteriores al mecanizado para preparar componentes de latón para una vida operativa prolongada mientras entregan productos que cumplen con altos requisitos de calidad.
A: El fresado CNC de latón toma material de latón y lo fresa con precisión mediante máquinas controladas numéricamente por computadora. El latón se utiliza a menudo debido a su muy buena maquinabilidad, alta estabilidad dimensional, buena resistencia a la corrosión y apariencia atractiva. Esto hace que el latón sea bueno para la vida al aire libre. El fresado CNC de latón es un método común de mecanizado que se utiliza cuando se necesita dar forma a hardware, accesorios, instrumentos y similares.
A: El fresado CNC de latón ofrece alta precisión, repetibilidad y capacidad para crear piezas con geometrías complejas y tolerancias estrictas. Comparándolo con el mecanizado manual, CNC aporta múltiples beneficios: menores casos de error humano y mayor eficiencia. El latón, que se emplea frecuentemente en la fabricación de piezas de precisión, tiene una ventaja de resolución, así como la garantía de un buen acabado superficial; La creación de roscas, orificios y perfiles perfectos demuestra que el fresado CNC es aún más útil.
A: Las aleaciones de latón estándar utilizadas para el fresado CNC son C360 (latón de mecanizado libre), C260 (latón de cartucho) y C464 (latón naval). C360 debe su popularidad al buen control de virutas y a la maleabilidad. La experiencia en aplicaciones guía al maquinista a elegir el C aplicable, según la resistencia deseada, la resistencia a la corrosión y la apariencia.
A: Para fresar latón, utilizar carburo de tungsteno afilado o acero de alta velocidad con buenos recubrimientos es bueno para la herramienta de corte. Manteniendo un rango cercano a las velocidades media a baja, el chip siempre está en movimiento; para una buena eliminación de virutas, utilice el corte suficiente; Mantenga bajo control la profundidad de corte y la velocidad del husillo en relación con la aleación y el diámetro de la herramienta. Dado que la estética juega un papel importante en la aplicación del latón, es útil asegurarse de que la superficie del producto final sea buena y, por lo tanto, necesaria para generar un buen acabado superficial a partir de cortes finos.
A: Sí. El latón es más blando que el acero y, por lo tanto, la presión DEBE distribuirse alrededor de la abrazadera para evitar deformar el latón. Las mordazas suaves con accesorios dedicados bien pensados o placas de sacrificio son buenas formas de proteger las características. Un accesorio seguro también reduce las vibraciones y ayuda a garantizar la precisión, lo cual es realmente fundamental porque el latón se usa comúnmente para componentes de precisión con mangos de tolerancia pequeños.
A. Depende principalmente del propósito de la sección que se asigne, ya que el acabado de la superficie suele ser muy bueno en piezas fresadas con latón CNC, y el posprocesamiento siempre incluye desbarbado, pulido o revestimiento/pasivación. Al ser una aleación con muchas piezas decorativas pulidas prominentes, es por eso que muchos usos del latón requieren pulido por soldadura o cromado/níquel para una mejor protección contra el brillo y el óxido cuando sea necesario.
A: Los problemas podrían estar relacionados con el parloteo, la acumulación de herramientas de borde, los acabados deficientes y los procesos de mecanizado indiscriminados. Una buena manera de solucionar esto es optimizando la geometría, la velocidad y la alimentación de la herramienta. Preste atención a la aplicación de enfriamiento en estas máquinas. Otra medida preventiva sería garantizar que las configuraciones de mantenimiento de trabajo y las estrategias de trayectoria de las herramientas eviten vibraciones. Como el latón se utiliza principalmente en componentes de precisión, por lo que la inspección rutinaria de herramientas y el control de procesos son imprescindibles.
A: Definitivamente puede ser rentable tanto para la etapa inicial como para la producción. Es una reducción en el tiempo de instalación y el costo de herramientas debido al estampado y fundición en tiradas más pequeñas. En tiradas más grandes, el énfasis en la automatización y los tiempos de ciclo optimizados puede conducir a una reducción en el costo de cada pieza. Dependiendo de la característica de estiramiento CNC y su límite de capacidad, el latón se utiliza desde la tecnología hasta las industrias automotrices, donde el fresado CNC se puede ampliar a partir de cantidades de prototipos y, en escalas medias, con un sentido de calidad.
Mecanizado CNC en Mohawk Valley Community College
Este recurso analiza el mecanizado de metales ferrosos y no ferrosos, incluido el latón, en un taller mecánico totalmente equipado.
Lea más aquí
Mecanizado CNC de latón: soluciones de precisión para todas las industrias
Una guía detallada sobre los beneficios del mecanizado CNC de latón, incluida la maquinabilidad, el desgaste de herramientas y los acabados superficiales.
Lea más aquí
Fresado de 4 ejes en el Laboratorio de Fabricación Digital de la Universidad de Texas
Información sobre técnicas avanzadas de fresado CNC, incluido el uso de fresadoras de mesa.
Lea más aquí









